Ручной станок для гибки арматуры,как сделать своими руками:фото чертежи
Содержание:
- Ручной арматурогиб своими руками. Чертёж, описание
- Приспособление для гибки арматуры своими руками
- 2 Устройства для гибки арматурных прутков
- Пошаговая инструкция по сборке
- Устройство и назначение гибочного станка
- Правила обслуживания и эксплуатации станка
- Для понимания процесса рассмотрим виды листогибов:
- Устройства для гибки арматурных прутков
- Станок для гнутья арматуры – классификация и конструкция
- Устройство приводного арматурогиба
- Общие требования к гнутью арматуры
- Приспособления для сгиба арматуры своими руками
Ручной арматурогиб своими руками. Чертёж, описание
Для того, чтобы изготовить простейший арматурогиб потребуется:
- стальное основание, в качестве которого можно использовать часть стального листа толщиной не менее 6 мм;
- стальной уголок размерами от 40×40×2 и длиной не менее 4…5 длин наибольшего горизонтального размера арматурного прутка – поворотный рычаг (чем длиннее рычаг, тем меньше усилие гиба);
- подшипниковый узел качения, в котором будет поворачиваться приводной рычаг;
- переустанавливаемые упоры – стальные уголки, закрепляемые в приводном рычаге;
- направляющие – втулки из инструментальной стали типа У8, свободно вращающиеся на своей оси. Для качественного направления заготовки по основанию их должно быть две, но для простейших работ хватит и одной. Втулку лучше закалить на HRC 50…55;
- деревянная рукоятка, насаживаемая на рычаг.
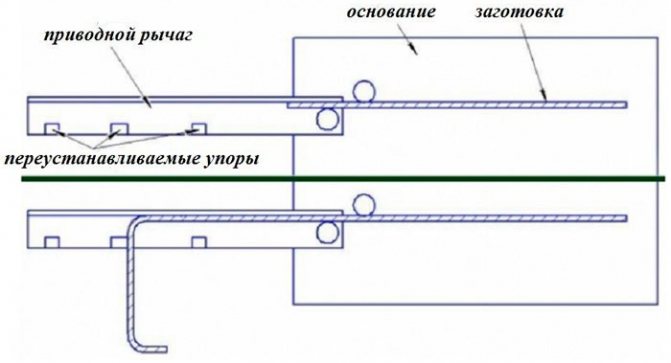
Монтаж такого арматурогиба несложен, и не требует использования сварочного оборудования. Основание надёжно закрепляется на верстаке, после чего подбирается нужный размер уголка – заготовка для поворотного рычага. В нём фрезеруются или просверливаются пазы для установки упоров, места которых соотносятся с размерами требующейся арматуры (впрочем, можно предусмотреть и сквозной паз). В нужном месте основания крепятся подшипник и направляющие втулки.
При помощи такого устройства можно выполнять горизонтальные и вертикальные гибы на произвольные углы. Для повышения точности можно снабдить ручной арматурогиб размерной шкалой.
https://youtube.com/watch?v=2fefaJsv0Sc
Приспособление для гибки арматуры своими руками

страница » Своими руками » Станок для гибки арматуры своими руками » Приспособление (ручной станок) для гибки арматуры своими руками
Принцип действия всех конструкций ручных приспособлений для гибки металла (иногда их называют ручными станками) один и тот же: используется «рычаг первого рода». Если у вас имеется:
- желание (инициированное потребностью) создать гибочное приспособление для арматуры;
- слесарные навыки;
- необходимый инструмент (в том числе слесарный верстак с тисками)
— то вы обратились по адресу. С нашей подсказкой вы сможете создать приспособление (ручной станок) для гибки арматуры своими руками. Приспособление предлагаемой конструкции может изгибать стальную арматуру диаметром ≤ Ø 15 мм.
Какой потребуется инструмент
Кроме набора слесарного инструмента, который имеется у всякого мастеровитого хозяина для выполнения «работ по дому и на даче», потребуются:
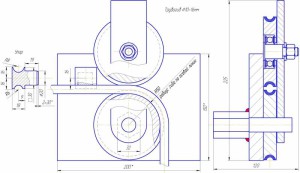
Описание гибочного приспособления
Гибочное приспособление состоит из двух частей:
- неподвижной. Она называется основание;
- подвижной. Она называется рычаг.
Обрабатываемый стержень размещается между оправками и деформируется под воздействием установленного на рычаге штифта. Величина усилия определяется длиной ручки рычага (обычно длина около 500 мм) и физическими возможностями слесаря. При необходимости, следует предусмотреть возможность удлинения ручки (например, пустотелой трубой).
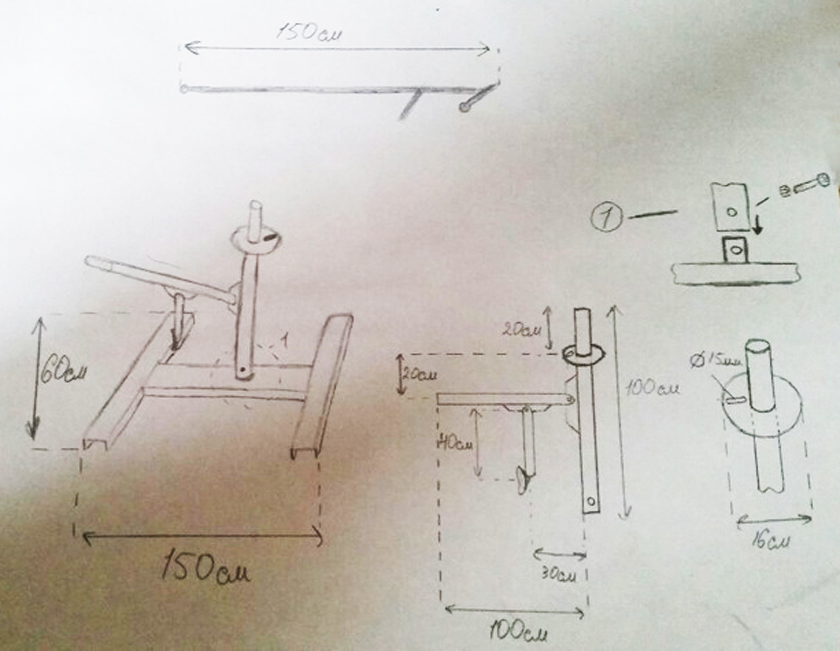
Технология изготовления приспособления для гибки арматуры
Необходимо подготовить оправки 3 штуки Ø 20 мм и штифт Ø 25 мм длиной по 50 мм каждый (смотри чертежи). На штифт должен свободно одеваться рычаг. Достигается это обработкой размера Ø 25 мм на штифте при помощи абразивного станка.
Основание
Для основания вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Основа гибочного приспособления.
Если вы являетесь счастливым обладателем прочного и крепкого верстака, то можете просверлить в основании 4 отверстия Ø 8…10 мм (на чертеже обозначено Ø 8 мм) для крепления приспособления к нему.
Если прочность верстака вызывает сомнение, то следует основание приварить к уголку 100 х 100 (мм) длиной 1000 мм и уже в уголке сверлить для крепления указанные выше отверстия.
В просверленные отверстия Ø 20 мм и Ø 25 мм вставляем оправку и штифт (как показано на чертеже) и привариваем.
Заключение
После проведения всех работ, следует места сварки очистить карщеткой от сварочного шлака. Все острые кромки следует «завалить» при помощи мелкого напильника.
Приспособление будет эксплуатироваться на улице, а поэтому следует предусмотреть антикоррозионное покрытие – в данном случае достаточно пентафталевой краски типа «ПФ» (только не забудьте подготовить поверхность – очистить соответствующим растворителем).
В месте соединения рычага со штифтом поверхности следует смазать любой консистентной смазкой (солидол, автол, жировая смазка и т. п.). За состоянием этого узла следует следить постоянно и смазывать его (это значительно облегчит вашу работу и продлит «жизнь» приспособлению).
Правила эксплуатации
Принцип действия этого приспособления предельно прост – его легко понять, если посмотреть на фотографию.Следует соблюдать простые правила техники безопасности:
не следует обрабатывать стальную арматуру диаметр, которой ≥ Ø 15 мм;до начала работы следует проверять техническое состояние приспособления. Если ослабли крепления оправок или штифта, необходимо выполнить ремонт и только потом приступать к работе;
рабочее место должно быть освобождено от всего лишнего.
На видео показано, как это работает, станок немного другой, но суть ясна.
Выполнение этих несложных требований сбережёт ваше здоровье.
Компания «Мосмонолит Сервис»;
Сайт: http://мосмонолит.рф/;
Адрес: 117997, Москва, ул. Обручева, дом № 21;
Телефоны: +7-(495)-647-92-71, +7-(495)- 647-69-81;
Почта: info@mosmonolitservis.ru.
Компания продаёт ручной станок для гибки арматуры диаметром до 16 мм. Стоимость: 3999,00 рублей.
2 Устройства для гибки арматурных прутков
За историю развития технологий строительства и металлообработки человечество изобрело далеко не одно приспособление для гибки арматуры. Принцип действия у всех одинаков, а отличие состоит в конструкциях оборудования и диаметре сгибаемой арматуры, зависящих от модели.
Деталь, подвергаемую изменению, фиксируют между центральным и упорным роликом (валом) устройства. Третьим роликом (гибочным) металл изгибают в нужную сторону на требуемый угол. Закругление можно делать как по часовой стрелке, так и против. Препятствием для деформации вдоль всей длины служит упорный вал, не позволяющий провернуться или сдвинуться незадействованной части заготовки.
Основных вариантов оборудования два:
- ручные модели;
- с механическим приводом.
Приводные станки, кроме специальных, действуют по одной схеме. Рабочим органом является диск, который насажен на вертикальный вал и вращается в горизонтальной плоскости. На диске установлены изгибающий и центральные пальцы – между ними закладывают арматуру. Упорный ролик закреплен на стойке – арматура упирается в него при вращении диска и изгибается вокруг центральной втулки под действием изгибающего пальца, который двигается по наружной поверхности прута.

Станки отличаются по мощности, производительности и подразделяются на 3 группы в зависимости от назначения:
- для легкой арматуры – диаметр прутков 3–20 мм;
- тяжелой – 20–40 мм;
- сверхтяжелой – 40–90 мм.
Подобное устройство для гибки арматуры способно согнуть несколько прутков одновременно. Выпускается также оборудование для диаметров 3–90 мм. Если необходимо изготовить сложную конструкцию с переменными углами сгиба, то лучше всего подойдет гидравлический станок. Он позволяет гнуть прутки более качественно, без образования на поверхности заготовки изломов и складок, сопровождающих напряжение металла. На таком станке можно выполнить изгиб под углом до 180°.

Выбор оборудования для гибки определяется диаметром арматуры и объемом работ. Прежде чем приступить к обработке металла, следует учесть, что разные части прутка подвергаются различным напряжениям, внешняя – растяжению, а внутренняя – сжатию. Неправильный выбор станка или его неграмотное применение могут привести к появлению не только складок и изломов, но и к повреждению арматуры. Поэтому необходимо точное определение всех размеров заготовки, соответствующая настройка оборудования и правильная фиксация в нем прутка.
Пошаговая инструкция по сборке
Станок из домкрата

При желании можно сконструировать универсальный прибор, способный сгибать не только арматуры, но и трубы. Чтобы сделать станок из домкрата, понадобится подготовить модель, способную поднимать до двух тонн груза.
- Профиль из стали нарезают на отрезки до 5 см.
- Затем выбирают арматуру с диаметром не меньше 12 мм.
- Концы прутьев помещают внутрь профиля и сваривают вместе.
- Полученные конструкции приваривают друг к другу, в итоге должно получиться приспособление, играющее роль клина для сгибания.
- Рабочую часть фиксируют на домкрате, выставив его правильно по вертикали и горизонтали.
- После изготавливают несущую конструкцию Т-образной формы с высотой 40 см и шириной 30 см.
- Из уголка вырезают полосы по форме труб, приваривают их к раме и фиксируют домкрат при помощи их.
- К боковым частям несущей рамы приваривают отрезки уголка, затем к ним прикрепляют петли.
Домкрат вставляют на подготовленное место, далее нужно положить на сгибатель кусок заготовки и работать ручкой. По итогу арматура согнется на 90 градусов и обретет нужный радиус сгиба.
Станок из уголка
Конструкция из уголка считается более простой и изготавливается по следующей инструкции:
- От уголка отрезают куски 20х20 или 30х30 длиной до 1 метра. Размеры и толщина зависят от диаметра прутьев арматуры.
- К основе из профиля П-образной формы приваривают штырь;
- Далее отрезают часть трубы с диаметром, позволяющим свободно надевать ее сверху. К нему приваривают часть уголка, убедившись что труба и уголок расположены перпендикулярно.
- Уголок с трубой надевают на штырь, отмечая, в каком месте был приварен самый маленький отрезок. Затем его снимают и приваривают к станине еще один кусок углового профиля.
- Еще одну часть арматуры приваривают к концу подвижной конструкции, за которую нужно будет держаться во время работы. На нее надевают рукоятку, она не должна быть сделана из металла.
- После к станине приваривают ножки из прочной арматуры.
- Трущиеся поверхности трубы и оси смазывают солидолом либо машинным маслом для облегчения процесса.
Готовый к работе арматурогиб устанавливают на большом кирпиче или камне, чтобы он не соскакивал в процессе работы. После в него вставляют прут арматуры и пробуют его согнуть. Качество устройства проверяют по тому, насколько правильно оно будет гнуть вставленную арматуру.
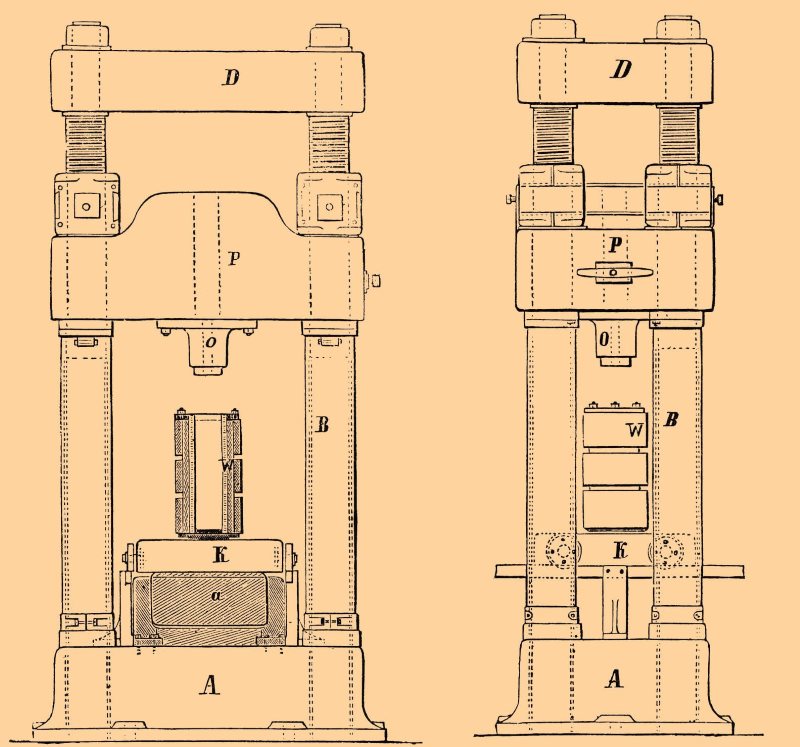
Устройство и назначение гибочного станка
Станок для сгибания арматуры в простейшем случае включает в себя кожух и рабочий механизм. Первый служит основой, на которой крепится и вращается второй. Без надёжной основы вам не удастся качественно согнуть арматуру – она должна быть надёжно зафиксирована. Движение арматурного прута (кроме той его части, что выгибается в нужную сторону) должно быть полностью исключено.
Но все эти арматурогибы объединяет общий принцип: арматуру нельзя сгибать резко и под острым углом – насколько толстым или тонким ни был бы сам прут. Основное правило сгибания арматуры – радиус согнутого участка должен быть не менее 10 и не более 15 диаметров самого прута. Занижение этого показателя грозит надломом арматуры, что резко ухудшит эксплуатационные параметры собираемого из прутов каркаса. При завышении конструкция, наоборот, не будет обладать достаточной упругостью.
Правила обслуживания и эксплуатации станка
Ручной станок, изготовленный своими руками для гибки прутка, по конструкции и функциональным возможностям ничем не отличается от модели заводского производства.
Исходя из этого, обращаться с данным оборудованием следует в соответствии с действующими правилами эксплуатации.

Человека, который будет выполнять операции по загибу металла, необходимо обучить приемам работы на станке.
Рабочее место должно быть оборудовано таким образом, что исходные заготовки подавались с одной стороны, а готовая деталь укладывалась с другой.
Не допускается захламление прилегающей к станку территории.
Для понимания процесса рассмотрим виды листогибов:
Вальцовый
Второе название – трехвалковый. Станок применяется для создания плавных согнутых поверхностей – труб большого диаметра, полукруглых водостоков и прочих конструкций без острых углов. Работает по принципу прокатного станка. Лист профилируется между двумя опорными вальцами и одним упорным, при перемещении которого задается радиус изгиба заготовки.
Листогибочный пресс
Заготовка кладется между двумя пуансонами (шаблонами), под большим давлением они смыкаются, придавая необходимую форму листу металла. Как правило, используется для работы с толстыми заготовками. В бытовом применении бесполезны.
Траверсный механизм

Принцип действия конструкции – заготовка зажимается линейкой-фиксатором, а подвижная траверса загибает край на нужный угол. Пожалуй, самый популярный вид листогибов.
Существуют как промышленные стационарные станки, так и ручные настольные приспособления. Фактически не имеет ограничений по углу загиба – от 0 до 180 градусов. Ширина обрабатываемого листа определяется длиной траверзы.
Это единственный недостаток конструкции. Согнуть цельную полосу проката длиной несколько метров в домашних условиях будет проблематично. Зато можно быстро изготовить составную конструкцию любой длины с загибами для сращивания торцов.
Популярное: Что такое матрица и пуансон, в чем главное отличие?
С траверсными конструкциями часто применяется нож для листогиба, который входит в комплект поставки.

Торцевые ножи роликового типа предназначены для качественного выравнивания края заготовки.
Роликовый листогиб

Правильнее будет назвать – листогиб торцовый ручной. Хотя с помощью роликового механизма можно гнуть заготовки и далеко от края. Просто процесс слишком неудобный. Применяются в основном в качестве вспомогательного устройства.
Устройства для гибки арматурных прутков
Приспособлений и несложных станков, позволяющих своими руками гнуть любую арматуру, изобретено достаточно много. Все подобные устройства работают по схожему принципу, а их отличия состоят в конструктивном исполнении и технических характеристиках, наиболее значимой из которых является наибольший диаметр сгибаемого прутка.
Арматура, которую требуется гнуть, закрепляется на таком станке между двумя роликами: центральным и упорным. Сам процесс гибки осуществляется за счет воздействия на пруток третьего ролика, который так и называется: гибочный. Воздействуя на пруток в процессе гибки (она может выполняться как по часовой стрелке, так и в обратном направлении), гибочный ролик позволяет получить на изделии требуемый угол изгиба. Упорный ролик или вал выполняет ограничивающую функцию, благодаря ему арматура деформируется не по всей длине, а только в том месте, где требуется сформировать изгиб.
На сегодняшний день используется две категории таких станков:
- устройства, приводимые в действие вручную;
- модели с механическим приводом.
Конструктивная схема станков, оснащенных механическим приводом, выглядит следующим образом. На вал устройства, расположенный вертикально, насажен диск, на поверхности которого зафиксированы центральный и изгибающий пальцы. Ролик, в который упирается арматурный пруток в процессе гибки, зафиксирован на стойке станка. Арматуру с использованием такого станка гнут по следующей схеме: пруток размещают между центральным и изгибающим пальцами; при вращении диска в горизонтальной плоскости пруток упирается в упорный ролик и под воздействием изгибающего пальца начинает гнуться вокруг центрального ролика. Изгибающий палец в процессе гибки перемещается по наружной стороне формируемого изгиба.
Станки, конструкция которых описана выше, могут отличаться друг от друга своей мощностью и производительностью, а по назначению подразделяются на три основные категории:
- модели для гибки легкой арматуры с диаметром 3–20 мм;
- устройства для работы с тяжелой арматурой (20–40 мм);
- модели для гибки сверхтяжелых арматурных прутков (40–90 мм).
На станках, относящихся к последней категории, можно одновременно гнуть несколько арматурных прутков. На современном рынке также можно найти универсальное оборудование, технические возможности которого позволяют выполнять гибку металлических прутков в интервале диаметров 3–90 мм. При желании можно найти устройство с гидравлическим приводом, при помощи которого получают сложные арматурные конструкции с переменными углами сгиба и даже формируют из металлического прутка кольцо.
Использование такого оборудования позволяет делать очень качественные изгибы, угол которых может доходить до 180 градусов. Поверхности заготовок, прошедших гибку на таком оборудовании, не имеют складок и изломов, а в их внутренней структуре отсутствует напряжение металла.
В достаточно большом ассортименте представлены на рынке и ручные , среди которых есть как переносные, так и более габаритные модели. Чтобы гнуть в домашних условиях арматуру, можно приобрести как специализированное ручное приспособление, так и трубогиб. Такие несложные устройства, позволяющие выполнять различные изгибы арматурных прутков, диаметр которых не превышает 14 мм, монтируют на поверхности рабочего стола или верстака. Для оснащения домашней мастерской этот вариант вполне подойдет, но, если необходимо выполнять большие объемы работ по гибке арматуры, лучше приобрести более серьезный станок.
На выбор оборудования, при помощи которого арматуру можно гнуть в домашних условиях, оказывают влияние преимущественно два фактора: диаметр прутков и объем работ, который вам требуется выполнять. При гибке различные части арматурного прутка подвергаются нагрузкам разной направленности: внешняя поверхность изгиба – растяжению, внутренняя – сжатию. Такие нагрузки, если неправильно выбрать и настроить станок, могут привести не только к появлению дефектов на поверхности прутка (изломов и складок), но и к его разрушению. Именно поэтому выбирать станок для гибки следует с учетом всех характеристик арматуры, которая на нем будет обрабатываться, и параметров формируемых изгибов. Правильная настройка станка также имеет большое значение для выполнения качественного изгиба арматуры.
Станок для гнутья арматуры – классификация и конструкция
Станок для изгиба арматуры – это оборудование, позволяющее придать арматурному металлопрокату необходимую конфигурацию.
Самодельный станок для изгиба арматуры
Устройства делятся на типы в зависимости от следующих критериев:
- конструктивных особенностей;
- типа привода;
- диаметра сгибаемого стержня.
Станок для загибания арматуры бывает следующих типов:
- механическое устройство с ручным приложением усилий;
- механизированное оборудование с питанием от электрической сети.
Оборудование с ручным приводом отличается рядом преимуществ:
- простым принципом работы, напоминающим функционирование трубогиба;
- уменьшенной массой изгибающего механизма, составляющей от 12 до 20 кг;
- мобильностью, позволяющей, при необходимости, быстро переносить оборудование;
- малым объемом затрат, позволяющим изготовить станок для гнутья арматуры своими руками.
Станок для гибки арматуры ручной Stalex DR-16
Механизированное оборудование с электрическим приводом применяется на промышленных предприятиях при серийном изготовлении гнутых элементов. Промышленный арматурогиб отличается следующими моментами:
- увеличенной производительностью, позволяющей за одну минуту загнуть 5-6 арматурных элементов;
- возможностью изгибать промышленный арматурный металлопрокат с увеличенным диаметром;
- повышенной до 5 кВт мощностью электроприводной станции, позволяющей прилагать значительные усилия;
- возможностью работы в автоматическом режиме с дистанционным управлением, а также на ручном управлении;
- стационарной конструкцией, предусматривающей эксплуатацию оборудования на месте установки без перемещения;
- увеличенной до 0,5 т массой, затрудняющей транспортировку без применения грузоподъемных приспособлений;
- достаточно высокой стоимостью, позволяющей приобрести устройство только с целью промышленного применения.
В условиях промышленных предприятий часто совмещают процесс рубки с деформацией арматурного металлопроката. Для этого используют специальное оборудование. В конструкции таких агрегатов применяется:
- мощный гидравлический привод;
- электромеханические системы;
- электромагнитные механизмы.
Станок для гибки арматуры с концевиком ТСС GW 40A
В зависимости от диаметра металла, который необходимо деформировать, гибочные устройства делятся на следующие группы:
- облегченные, осуществляющие изгиб прутьев диаметром до 2 см;
- средние, изгибающие металлические стержни сечением до 4 см;
- тяжелые, предназначены для загибания заготовок диаметром до 9 см.
Улучшенное качество изгиба обеспечивают гидравлические устройства. При деформации металла не происходит растрескивание, а также образование складок, являющихся источником внутренних напряжений.
Устройство приводного арматурогиба
Выпуском подобной техники занимаются многие отечественные и зарубежные фирмы. Стоит отметить ручные арматурогибы производства Stalex (Польша, линейка DR), Afacan (Турция), отечественные устройства типа LMG от компании Ангстрем с ручным и электрическим приводом, ручные арматурогибы АРГ-1 и пр.
Устройство и работу арматурогиба, оснащённого комбинированным (электрическим и пневматическим) приводом рассмотрим на модели SB6-12 (Китай). Приводной арматурогиб включает в себя следующие узлы:
- Кассету под пруток.
- Ролики для подачи.
- Привод.
- Гибочно-отрезную балку.
- Фиксаторы.
- Встроенный компрессор.
- Гибочный инструмент.
- Пульт управления.
- Узел удаления готового изделия из рабочей зоны.

Арматурогиб работает по следующему принципу. Выбирается требуемая программа гиба из имеющихся, после чего автоматически устанавливаются размеры заготовки и ход гибочно-отрезной балки. Пруток размещают по упорам и включают электродвигатель, в результате чего происходит одновременные рез и правка арматурного стержня. Ролики продвигают на позицию реза следующую часть прутка, которая одновременно перемещает отрезанную заготовку в гибочную матрицу. Ход гибочных ползунков выполняется сжатым воздухом, который подаётся от компрессора. В процессе возвратного хода согнутое изделие при помощи сбрасывателя удаляется из зоны деформирования.
Оборудование подобного класса используется на специализированных предприятиях и крупных мастерских, которые выполняют заказы в массовом количестве.
Общие требования к гнутью арматуры
Процесс сгибания арматуры относится к классу холодной деформации металлоизделий
Важной особенностью этой операции является растяжение наружных и сжатие внутренних участков металла в месте сгиба. Возникающие при этом внутренние напряжения в материале не должны превышать определенных величин для исключения его разрушения и образования внутренних дефектов
Решение этой задачи заключается в использовании вращающихся изгибных роликов, вокруг которых круглые стержни загибаются. Диаметр этих роликов установлен стандартом DIN 1045.
Минимальный диаметр изгибного ролика определяется способностью марки арматурной стали к изгибанию и величиной расчетных напряжений в месте искривления. Например, на участках железобетонных изделий, работающих на растяжение, в бетоне возникают растягивающие усилия трещинообразования. Для их снижения до безопасной величины следует увеличить диаметр изгиба наружных стержней (или сделать толще боковой слой бетона).
Если требуется согнуть сваренную арматуру, то следует избегать попадания участка сжатия/растяжения на место сварки. В таких случаях необходимо учитывать минимально допустимое расстояние между точкой сварки и началом изгиба.
Изгибание арматуры приводит к удлинению ее наружной стороны в месте загиба. Поэтому для обеспечения точного соответствия полученного криволинейного стержня размерам на чертеже необходимо уменьшать длину участков между загибами.
Следует учитывать, что если в растянутой зоне металлических и железобетонных конструкций используется гладкая арматура, то на ее концах загибаются крюки (для периодического профиля крюки не нужны). Поэтому при заготовке гладкой арматуры для гнутья к ее длине добавляются участки для крюков.
Когда требуется небольшое количество согнутых арматурных стержней можно воспользоваться их сгибанием без специальных приспособлений. В этом случае следует правильно подобрать плечо рычага, в качестве которого, как правило, используется полая труба с внутренним диаметром, несколько бОльшим, чем диаметр арматуры. Она помещается внутрь этой трубы, не доходя до места изгиба на 15 см. Жестко зафиксировав арматуру ногой или в тисках на расстоянии 15 – 30 см с другой стороны изгиба, трубой, как рычагом, аккуратно делают изгиб на требуемый угол. Возможно потребуется несколько подходов для получения необходимого искривления.
Для облегчения и повышения точности арматурогибочных работ можно нагревать место сгибания горелкой. Однако это приводит к снижению механических характеристик арматуры в месте нагрева.
По типу силы, с помощью которой создается изгибающее усилие, станки классифицируются на:
- ручные,
- гидравлические,
- пневматические,
- электромеханические,
- электромагнитные.
С помощью ручных станков можно изготавливать изделия из арматуры диаметром до 14 мм. Если же требуется вручную согнуть арматуру диаметром более 14 мм , то следует использовать правИльную плиту и комплект специальных ключей. Ручное изготовление криволинейных арматурных стержней целесообразно лишь при небольших объемах работ. Повышение производительности такого ручного труда достигается использованием станков для одновременной обработки нескольких арматурных стержней.
Остальные типы станков отличаются высокой производительностью, точностью изготовляемой конфигурации и возможностью гнутья арматуры любых диаметров. При этом они, как правило, имеют различные функции, повышающие производительность работ, небольшие габариты и возможность функционирования в автоматизированном режиме.
Гибка арматуры на специальном оборудовании позволяет избежать скручивания изделия вокруг центральной оси. Кроме того, согнутые таким образом изделия характеризуются высокой точностью геометрической формы. Этим достигается снижение временных и трудовых затрат на выполнение операций по установке арматурных деталей в требуемое проектное положение, что создает положительный экономический эффект на любой строительной площадке.
Любая основательная стройка требует работ с металлом. Гибка арматуры должна производиться с соблюдением технологии – от этого зависит надежность возводимым конструкций и зданий.
Приспособления для сгиба арматуры своими руками
Согнуть арматуру для фундамента можно и изготовленными вручную приспособлениями, для этого существует несколько вариантов.
Один из самых эффективных методов решения этой проблемы на самом деле очень прост. Нужно вкопать в землю трубу или забетонировать.
Труба должна быть небольшого диаметра и естественно пустотелая. Арматура опускается в трубу на необходимую длину, а та часть, что осталась снаружи, сгибается в сторону. Чем более подходящим будет диаметр трубы, тем надежнее будет происходить фиксация арматурного прута. Чтобы согнуть арматуру до нужного угла, достаточно приложить немного усилий, возможно, вам понадобятся помощники. Чтобы упростить процесс, можно использовать вторую трубу, надев ее сверху на прут.
Есть и несколько другая вариация этого способа, которую тоже удобно использовать при устройстве фундамента, благо место для этого на стройке найдется всегда. Долго искать нужные материалы тоже не придется. Для изготовления этого приспособления вам понадобятся вот такие материалы.
- Две стальные трубы, диаметр их напрямую зависит от сечения арматуры, которое должно быть меньше. Стоит также заметить, что чем длиннее будут трубы, тем меньше физических усилий вам придется прилагать для сгибания арматуры.
- Два штыря.
Штыри прочно вкапываются в землю, стальные трубы надеваются на арматуру с двух концов. Вкопанные штыри послужат вам опорой, опираясь на которую и соединяя трубы, вы достаточно легко согнете арматуру до нужной вам кривизны. Конечно, вместо штырей можно использовать что-нибудь другое, наверняка вы найдете среди строительных материалов то, что нужно.