Флюсы (27)
Содержание:
Особенности технологии в заводских условиях
Для промышленного производства паста для пайки SMD компонентов адаптирована под групповую систему, где задействована электронная система нанесения флюса по поверхности микросхемы. На поверхности контактных рабочих площадках используют тонкую технологию нанесения при помощи шелкографии. Таким образом, по своей технологии и консистенции материал чем-то напоминает нам привычную зубную пасту. Субстанция включает в себя припой порошка, а также компоненты флюса. Вся субстанция перемешивается и конвейерным способом наносится на поверхность микросхемы.
Внешний вид пасты для СМД
Автоматизированная система аккуратно переворачивает платы, которые необходимо запаять, далее микросхемы перемещаются в температурный шкаф, где происходить растекание массы с последующим припоем. В печи, под воздействие требуемой температуры происходит условное обтекание технологических контактных ножек SMD компонентов, и в итоге получается довольно прочное соединение. После температурного шкафа микросхему снова перемещают в естественную среду, где происходит остывание.
Можно ли самостоятельно паять пастой SMD?
Теоретически да, но практически нужен довольно большой опыт для проведения данной технологической операции. Для работы нам понадобятся следующие инструменты и препараты:
- Специальный паяльник с тонким жалом для SMD-компонентов.
- Бокорезы инструментальные.
- Пинцет производственный.
- Шило или специальная тонкая игла.
- Материал припоя.
- Увеличительное стекло, можно лупу (необходимо будет постоянно наблюдать за тонкими ножками СМД-компонентов).
- Флюс с нейтральными безотмывочными свойствами (дополнительный препарат).
- Шприц, при помощи которого будем наносить флюс.
- Если нет безотмывочного препарата, используем настой спиртовой и канифоль.
- Паяльный фен средней нагрузки и мощности.
Флюс всегда должен быть в жидком состоянии, таким образом, вы полностью обеззараживаете поверхность микросхемы. Кроме этого, препарат в процессе работы убирает образование окислов на поверхности платы. Помните, что спиртовой раствор совместно с канифолью не могут обеспечить качество пайки, и их применение допустимо только в том случае, если нет под рукой подходящего состава для пайки.
Выбор паяльника
Для работы требуется подобрать специальный паяльник, который имеет регулировку диапазона нагрева. Для работы с микросхемой подойдёт паяльник, который имеет рабочую температуру нагрева не боле +250…+300 С. Если под рукой нет такого паяльника, допускается использовать устройство с мощностью от 20 до 30 Вт и не более 12-36 Вольт.
Паяльник с напряжением 220 Вольт не сможет обеспечить качество пайки, где очень трудно регулировать требуемую температуру нагрева флюса.
Паяльник для пайки СМД компонентов
Не советуем применять паяльник с жалом типа «конус», это приведёт к повреждению обрабатываемой поверхности. Самым оптимальным жалом является тип «микроволна». Паяльник с напряжением 220 Вольт не только быстро нагревается, но и приводит к тому, что в процессе пайки происходит улетучивание компонентов. Для эффективной работы паяльника, рекомендуем использовать тончайшую проволочку для обеспечения взаимодействия жала, флюса и припоя.
- Помещаем SMD- компоненты на специальную контактную рабочую площадку.
- Наносим жидкий препарат на ножки задействованных компонентов очень аккуратно.
- Под действие рабочей температуры происходит растекание флюса и припоя по контактной площадке.
- Даём время необходимого для того, чтобы могли остыть контакты и препарат на поверхности платы.
Но, для микросхемы процедура пайки немного отличается от вышеприведённой:
- Производим монтаж SMD-контактов на точно установленные контактные места.
- В метах соединения смачиваем флюсом.
- Для качественного припоя делаем надёжный контакт с одной стороны, после этого припаиваем другую ножку.
- Предельно аккуратно припаиваем другие рабочие компоненты, не забываем при этом жалом паяльника удалять образования.
В некоторых случаях допускается использовать для пайки специальный паяльный фен, но для этого необходимо создать подобающие рабочие условия. Помните, что фен допускается разогревать только до температуры +250 С, не более (в редких случаях до +300 С).
Классификация припоев
| Вид припоев | Температура плавления Tпл., °C | Предел прочности при растяжении, МПа | Сплавы |
|---|---|---|---|
| Мягкие | До 300 | 16—100 | оловянно-свинцовые, оловянно-свинцово-кадмиевые, оловянно-цинковые, сурьмянистые, бессвинцовые (Sn+Cu+Ag+Bi+др.) |
| Твёрдые | Свыше 300 | 100—500 | медно-цинковые, медно-никелевые, медно-фосфористые, серебряные |
Припои принято делить на две группы:
- мягкие;
- твёрдые.
К мягким относятся припои с температурой плавления до 300 °C, к твёрдым — свыше 300 °C. Кроме того, припои существенно различаются по механической прочности. Мягкие припои имеют предел прочности при растяжении 16—100 МПа, а твёрдые — 100—500 МПа.
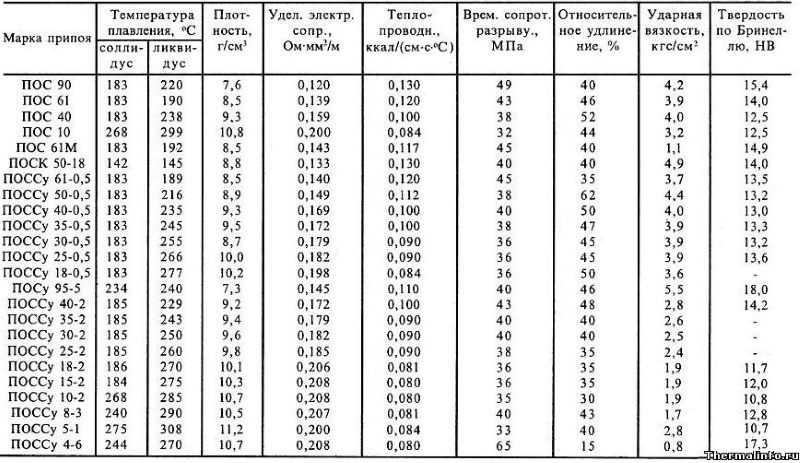
К мягким припоям относятся оловянно-свинцовые сплавы (ПОС) с содержанием олова от 10 (ПОС-10) до 90 % (ПОС-90), остальное — свинец. Электропроводность этих припоев составляет 9—15 % электропроводности чистой меди. Плавление этих припоев начинается при температуре 183 °C (температура плавления эвтектики системы олово-свинец) и заканчивается при следующих температурах плавления ликвидуса:
Диаграмма состояния сплава олово-свинец
ПОС-15 — 280 °C.
ПОС-25 — 260 °C.
ПОС-33 — 247 °C.
ПОС-40 — 238 °C
ПОС-61 — 183 °C
ПОС-90 — 220 °C
Припои ПОС-61 и ПОС-63 плавятся при постоянной температуре 183 °C, так как их состав практически совпадает с составом эвтектики олово-свинец состоящей из 61,9 % олова по массе с температурой плавления 183,3 °C.
Кроме этих составов в качестве мягких припоев используются также:
- сурьмянистые припои (ПОССу), применяемые при пайке оцинкованных и цинковых изделий и повышенных требованиях к прочности паяного соединения,
- оловянно-свинцово-кадмиевые (ПОСК) для пайки деталей, чувствительных к перегреву и пайки выводов к конденсаторам и пьезокерамике,
- оловянно-цинковые (ОЦ) для пайки алюминия,
- бессвинцовые припои, содержащие наряду с оловом медь, серебро, висмут и др. металлы.
Твёрдые припои
Наиболее распространёнными твёрдыми припоями являются медно-цинковые (ПМЦ) и серебряные (ПСр) с различными добавками:
| Припой марка | Состав | Температура плавления, °С | Плотность, г/см3 |
|---|---|---|---|
| Медно-цинковый ПМЦ-36 | 36 % Сu; 64 % Zn | 825—950 | 7,7 |
| Медно-цинковый ПМЦ-54 | 54 % Cu; 46 % Zn | 860—970 | 8,3 |
| Серебряный ПСр-15 | 15 % Ag; остальное Сu и Zn | 635—810 | 8,3 |
| Серебряный ПСр-45 | 45 % Ag; остальное Сu и Zn | 665—725 | 9,1 |
| Медно-титановый ПМТ-45 | 49—52 % Сu; 1—3 % Fе; 0,7—0,1 % Si; 45—49,3 % Ti | 955 | 6,02 |
Температуры плавления припоев марок ПСр и ПМЦ:
ПСр-10 — 830 °С.
ПСр-12 — 785 °С.
ПСр-25 — 765 °С.
ПСр-45 — 720 °С.
ПСр-65 — 740 °С.
ПСр-70 — 780 °С.
ПМЦ-36 — 825 °С.
ПМЦ-42 — 833 °С.
ПМЦ-51 — 870 °С
Широко применяются медно-фосфористые припои. К медно-фосфористым припоям относятся сплавы меди, олова с добавками фосфора. Такие припои применяются при пайке меди, медных сплавов, серебра, чугуна, твердых сплавов.
Температуры плавления медно-фосфористых припоев:
П81 — 660 °С
П14 — 680 °С
МФ7 — 820 °С
П47 — 810 °С
Серебряные припои
Серебряные припои имеют температуру плавления от 183 до 1133 °С и представляют собой сплавы серебро-свинец-олово; серебро-свинец; серебро-медь; серебро-медь-цинк; серебро-медь-цинк-кадмий; и т. д.
Серебряные припои имеют достаточно широкую область применения:
- лужение и пайка меди, медно-никелевых сплавов, никеля, ковара, нейзильбера, латуней и бронз;
- пайка железоникелевых сплавов с посеребренными деталями из стали;
- пайка стали с медью, никелем, медными и медно-никелевыми сплавами;
- пайка меди с никелированным вольфрамом;
- пайка титана и титановых сплавов с нержавеющей сталью;
- пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями;
- пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово-оловянистых бронз;
- пайка и лужение меди, никеля, медных и медно-никелевых сплавов с посеребренной керамикой, пайка посеребренных деталей;
- пайка меди и никеля со стеклоэмалью и керамикой;
- пайка и лужение ювелирных изделий;
- пайка меди с бронзой, меди с медью, бронзы с бронзой;
- пайка меди, медных сплавов и сталей по свежеосаждённому медному гальваническому покрытию толщиной не менее 10 мкм;
- пайка и лужение цветных металлов и сталей;
- пайка и лужение серебряных деталей.
Примеры флюсов предназначенные для пайки чипов BGA
Как же выбрать паяльный флюс для монтажа и реболлинга bga микросхем? Ниже мы приведём примеры материалов, которые отвечают большинству характеристик перечисленных в статье. А также прошли испытания в боевом режиме и на практике доказали свою пригодность.
Высококачественный флюс для ремонта и пайки. Имеет прозрачные остатки, не мешающие контролю качества. Не содержит галогенов. Для дозаторов или нанесения кисточкой.Представляет собой желтоватую пасту с вязкостью — 6600±10 % мПа.с. Заявленный срок хранения без потери свойств — 12 месяцев при температуре ниже 10ºС.
Клейкий флюс TF-A254 незаменим при пайке и реболлинге BGA микросхем в телефонах, ноутбуках и других электронно-цифровых приборах, а также при работе с другими SMD-компонентами.Флюс TF-A254 необходимо отмывать с использованием отмывочных жидкостей. Рекомендуется Vigon.Уникальные технологические свойства флюса TF-A254 позволяют осуществлять пайку даже в условиях, когда предварительный прогрев был коротким, ввиду чего требуемый уровень нагрева не был достигнут.

Надеемся нам удалось осветить все наиболее важные нюансы при выборе флюса при пайке BGA корпусов. Отметим, что в настоящее время все большую популярность и востребованность набирает технология microBGA. Где расстояние между выводами ещё меньше и требования к флюсам, так же как и к другим паяльным материалам, будут выше.
Вы всегда можете проконсультироваться при подборе флюса для решения задач Вашего производства, позвонив по телефону 8 (495) 135-13-11.
Зачем нужна пайка BGA.
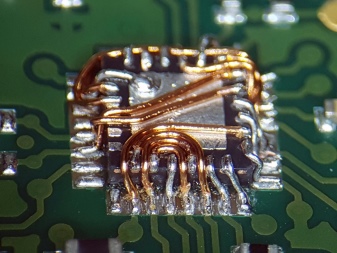
В современной радиоэлектронной аппаратуре ,такой, как мобильные телефоны, компьютеры и пр. , широко применяются радиоэлементы в корпусе типа BGA (в дальнейшем BGA-элемент). Данный тип корпуса позволяет значительно экономить место на печатной плате за счет размещения выводов на нижней поверхности элемента и выполнения этих выводов в виде плоских контактов, с нанесенным припоем в виде полусферы . В корпусе такого типа выполняют полупроводниковые микросхемы, элементы ВЧ тракта (фильтры, селекторы, коммутаторы ). Пайка такого элемента осуществляется нагревом непосредственно корпуса элемента и зачастую подогрева печатной платы, при помощи горячего воздуха и инфракрасного излучения.
Особенности работы
Для того чтобы БГА пайка получилась высококачественной – нужно побеспокоиться о приобретении хорошего трафарета или маски, при выборе которых рекомендуется соблюдать следующие условия:
- наличие в маске специальных термических зазоров (термопрофиля);
- небольшие размеры трафарета и удобная для наложения структура;
- желательно, чтобы при изготовлении трафарета применялись лазерные технологии.
Особенностью изделий китайского производства является неудобство работы с многослойными чипами, при наложении на которые и последующем нагреве маска начинает прогибаться. При значительных размерах самого трафарета он при этом начинает отбирать тепло на себя, что также может повлиять на эффективность BGA пайки. Для устранения этого эффекта придётся увеличить время прогрева контактов, однако вместе с тем возрастает риск термического повреждения изделия. Всё сказанное относится лишь к трафаретам, полученным методом химического травления.
Вот почему при выборе маски следует исходить из возможности приобретения образца с термическими швами, подготовленными по технологии лазерной резки. Изделия этого класса гарантируют получение высокой точности ориентации контактных площадок (с отклонением не более 5-ти микрометров).
При рассмотрении особенностей пайки корпусов чипов нельзя не коснуться такого важного для данного процесса понятия, как реболлинг. В профессиональной практике под ним подразумевается процедура восстановления контактных площадок электронных BGA-компонентов посредством микроскопических паяльных шариков
Как нельзя греть плату
Из частых ошибок — это высокие температуры и неправильный выбор флюса. Никогда не ставьте температуру фена выше 400 °C. Это критически высокие температуры. Из-за них плата начнет чернеть и трескаться.
Также не стоит использовать флюсы на основе канифоли. Они совершенно не подходят для такой операции. И ЛТИ-120 тоже не хороший вариант.

Во-первых, канифоль оставляет следы, которые сложно будет удалить. Во-вторых, в составе жидкой канифоли есть спирт. Он не исправится под микросхемой полностью. И из-за него могут появиться новые окислы.
Еще один критический недостаток низкокачественных флюсов — закипание и дым при нагреве. Из-за того, что флюс начнет кипеть, он может подкинуть микросхему и шары слипнуться.
Так что для BGA пайки и прогрева, нужны качественные пастообразные флюсы. Можно использовать и бюджетный RMA223.
BGA-шарики или BGA-паста

Jovy Systems JV-PB60 |
Jovy Systems JV-LFSB050 |

Jovy Systems JV-PB40 |

BGA-шарики 0,6 мм |
Как уже было отмечено выше, в качестве припоя для реболлинга можно использовать BGA-шарики или BGA-пасту. При этом алгоритм восстановления выводов существенно отличается.
Технологически использование BGA-пасты существенно упрощает процесс, но от этого страдает качество. Контактные поверхности при таком реболлинге неоднородные и могут существенно отличатся по размеру. Поэтому, данный метод наиболее актуален для ремонта мобильных телефонов, где размер чипов небольшой.
В случае реболлинга материнской платы, как правило, используют BGA-шарики.
Как BGA-шарики, так и BGA-паста могут быть свинцовыми и бессвинцовыми. Использование бессвинцовых расходных материалов оправдано только в условиях авторизованного сервисного центра.
Технологии пайки
Для начинающих радиолюбителей научиться правильно паять в домашних условиях помогут пошаговые инструкции
Перед работой важно изучить подготовку деталей к работе, температуру плавления олова, правила нанесения флюса. Работу с микросхемами можно осваивать поэтапно
Например, для начала выпаять из платы старую деталь. Потренироваться выпаивать можно на каких-либо старых бытовых приборах, вышедших из строя.


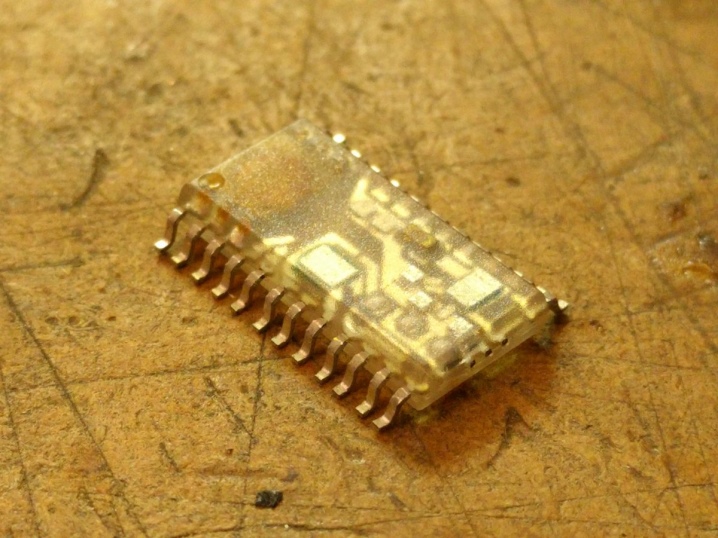
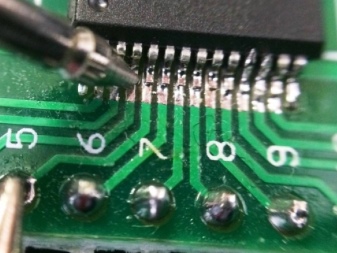
Микросхемы производятся двух типов. DIP-чипы имеют штырьковые выводы, которые запаивают в отверстия с обратной стороны платы. SOIC-чипы имеют планарные выводы, которые паяют с лицевой стороны микросхемы к ее площадкам.
Последовательность паяльных работ зависит от вида детали. Есть следующие виды паяния.
Радиоэлементов
Чтобы отпаять SOIC-чип, нужно смыть растворителем защитный лак с выводов микросхемы, а затем очистить от лака и саму плату, используя этиловый спирт. Затем на выводы при помощи кисточки наносят флюс. Далее потребуется взять припой и запаять все выводы чипа с каждой стороны, замкнув их. Для этого жалом проходят по всем точкам выводов, распределяя по ним припой. Припоя рекомендуется брать много, чтобы после того, как вы уберете паяльник, он оставался в расплавленном состоянии. Только в этом случае у вас получится взять чип пинцетом и удалить его. Если микросхема приклеена в области платы, потребуется обрабатывать припоем каждый вывод поочередно, а затем поднимать его с помощью пинцета вверх, над платой. После завершения отпаивания вводов потребуется взять нож и удалить чип, стараясь не повредить при этом плату.

Последовательность действий в этом случае начинается с того, что на контакты вывода наносят жидкий флюс, чтобы облудить их. Затем микросхему помещают на плату и располагают точки ввода с соответствующими местами крепления. Далее нужно припаять по диагонали каждый вывод, чтобы не было перекоса и смещения чипа. После этого флюс вновь наносят на припаянные точки вывода и при помощи жала с припоем распределяют припой по выводам равномерно. Если между двумя выводами образуется мостик из припоя, его удаляют металлической плетенкой, помещая ее поверх образовавшейся перемычки.


Чипов
Чтобы отпаять DIP-чип, нужно смыть лаковое покрытие в области паяния при помощи ацетона, следы которого затем убирают этиловым спиртом. Разогретой насадкой-жалом прикасаются к ножке чипа, расположенной с оборотной стороны платы. Жало удерживают в этом месте до тех пор, пока имеющийся припой не расплавится. Затем припой собирают шприцем, втягивая внутрь. Подобное действие выполняют со всеми выводами чипа, после чего их можно будет вынуть из отверстий платы.

Перед выполнением процесса паяния выводы чипа необходимо облудить. Для этого на выводы чипа наносят флюс, не касаясь самой микросхемы, и обрабатывают насадкой с набранным на нее припоем. После лужения выводы чипа имеют гладкую и серебристую поверхность. Далее микрочип закрепляют на плате, используя для этого припой и фиксируя деталь на отведенном участке платы.
Как пользоваться?
Паяльным феном называется многокомпонентное приспособление с множеством возможностей, так как оно имеет разные насадки. Работать можно непосредственно электрофеном без станции. Для выполнения процедур работнику стоит знать, как правильно паять полипропилен, подключить флюс, тенту без повреждения платы. Также нелишними будут знания о температуре плавления олова, алюминия радиодеталей, светодиодов. Для того чтобы припаять какие–либо компоненты, потребуется приготовить следующие материалы:
- термофен;
- насадку;
- флюс и паяльную пасту;
- медную оплетку;
- пинцет, чтобы поддевать детали;
- щетку;
- линзу;
- паяльник, что имеет тонкое жало;
- перекаточный трафарет.
Для удаления старой сгоревшей детали стоит заранее приготовить флюс и насадку. После чего устанавливают нужный температурный режим. Далее мастеру потребуется нанести флюс на элемент, который нуждается в замене, и начинать медленно его прогревать. При этом стоит помнить, что не нужно устанавливать сильный воздушный напор, так как он может стать причиной поломки. После того как припой станет жидким, можно переходить к демонтажу компонента.
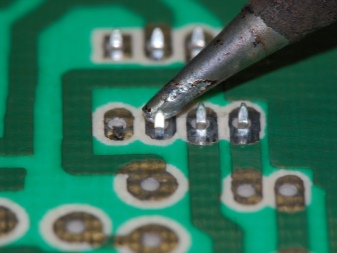
Следующим шагом является зачищение каждой контактной площадки при помощи оплетки из меди. После на этих же местах стоит сделать небольшие бугорки с помощью паяльной пасты или припоя. Отремонтированный элемент стоит уложить на прежнее место с минимальным числом флюса. Далее деталь подогревают феном и после возникновения отблеска распределяют на контакты. Работа с термофенами, особенно теми, что собраны своими руками, требует соблюдения мер безопасности.
- Запрещается менять температурный режим путем резкого поворота регулятора.
- Ни в коем случае нельзя прикасаться к элементу нагрева и рукоятке во время проведения процедуры.
- Смену насадок стоит осуществлять только после того, как прибор выключиться и остынет.
Обзор одной из моделей паяльных фенов в видео ниже.
Позиционирование и припаивание
При установке микросхемы на своё «рабочее» место в первую очередь необходимо следить за состоянием наложенной маски (трафарета). В случае её повреждения припой легко растекается и попадает на соседние площадки. Ещё одним условием получения отличного результата является применение качественного флюса для пайки BGA, для которого рекомендуется использовать так называемый безотмывочный состав.
Правильное позиционирование монтируемой без маски микросхемы с большим количеством ножек (процессора, например) предполагает следующий порядок установочных операций.
Сначала микросхему переворачивают выводами вверх, а затем аккуратно прикладывают к посадочной зоне таким образом, чтобы её края совпадали с местом расположения паяльных шаров. Затем на этой области посредством иголки обозначают границы корпуса монтируемого чипа.
Сразу вслед за этим можно будет вернуть чип в нормальное положение и зафиксировать на расплавленных паяльником или феном шариках сначала одну из его сторон, затем – смежную грань, расположенную под углом 90 градусов. По завершении их фиксации необходимо убедиться в том, что ножки с двух оставшихся сторон располагаются точно над предназначенными для их запайки установочными шариками. В том случае, если все предыдущие операции выполнены строго по инструкции – каких-либо проблем с установкой корпуса BGA на своё место, как правило, не возникает.
Качественной пайке помогут: во-первых, действующие на этом уровне силы поверхностного натяжения жидкого припоя, а во-вторых – использование специальной паяльной пасты для BGA. Пасту используют вместо припоя, равномерно распределяя по области пайки (трафарету). В домашних условиях ее удобно наносить пластиковой картой.