Гальванопластика в домашних условиях
Содержание:
Теория
Теория гальванотехники базируется на существующих представлениях о составе и свойствах электролитов, в частности, речь идёт о диссоциации соединений на заряженные катионы и анионы, о способности катионов двигаться под действием внешнего электрического поля и восстанавливаться до металла, принимая электроны.
В то же время практика гальванотехники требует формирования в результате протекающих физико-химических процессов сплошного равномерного металлического слоя на поверхности подложки, а этот результат определяется прежде всего накопленным опытом использования различных электролитов, проводящих грунтов, пред- и постобработок изделий и электролитов, подбора оптимальных составов и концентраций, значений плотностей тока и выравнивания этих плотностей по всей поверхности изделия.
Теоретический материальный баланс гальванического процесса может быть определён по закону Фарадея. Однако, фактический выход по току осаждаемого металла всегда оказывается меньше теоретически предсказанного. Отчасти это связано с тем, что в электролите всегда присутствуют посторонние катионы, которые или имеют иные отношения заряда к массе (например, примесь ионов серебра в растворе медного купороса), или не оседают на катоде, а выводятся из электролита при восстановлении (например, H+). Оказывает своё влияние конечность скоростей движения ионов в электролите (потери на нагрев электролита), диффузионные явления, перемешивание электролита за счёт вибрационных, конвективных и иных механических воздействий.
Техника безопасности при гальванике в домашних условиях
Опасность этого технологического процесса заключается в использовании токсичных химических компонентов. Усложняет ситуацию нагрев электролита до высоких температур. Вредные испарения поражают дыхательную систему, существует риск получения химических ожогов кожи и слизистой.
При операциях в гальванических ваннах и установках, мастер обязан соблюдать технику безопасности:
- Работу необходимо проводить в нежилом помещении, оборудованном хорошей вентиляцией – в мастерской, пристройке, гараже. Требуется обеспечить заземление.
- Глаза нужно защитить очками. Перчатки для рук должны быть достаточно мягкими, но прочными. Также понадобятся клеенчатый фартук и резиновая обувь.
- Нельзя на рабочем месте пить или есть – велик риск оседания на продуктах вредных веществ, которые приведут к отравлению.
- Перед началом работы с гальваническими ваннами и установками в домашних условиях стоит обязательно изучить специальную литературу с доступным описанием особенностей гальваники.

Классификация
Гальванопластика
Чайно-кофейный сервиз мануфактуры Кристофля, 1875, одно из первых применений гальванопластического серебрения и золочения
См. также:
Гальванопластика — один из разделов гальванотехники. Применяется для получения металлических копий предметов методами электролиза. Этот термин может использоваться и в качестве названия металлических предметов, полученных методом гальванопластики. Толщина металлических осадков, наносимых при гальванопластике, составляет 0.25-2 мм.
Наибольшее распространение гальванопластика получила при изготовлении точных художественных копий небольших скульптур и ювелирных изделий; в технике — при производстве грампластинок, печатных валов, металлических изделий с микронными параметрами.
Особое значение для гальванопластики имеет процесс осаждения меди. Этот металл достаточно часто осаждается не только в качестве основного и единственного слоя металла, но и систематически используется в качестве промежуточного слоя при гальваническом никелировании, хромировании, серебрении и золочении и т.п. Более ограниченно в гальванопластике используется осаждение железа, олова, родия по серебру и других металлов или их сочетаний.
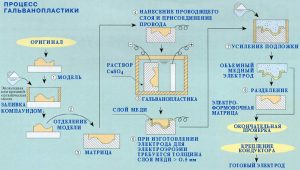
Копию от оригинала отделяют либо по специально наносимому барьерному слою, либо непосредственным удалением (расплавлением, химическим растворением) оригинала.
Поверхность копируемого изделия должна быть электропроводной. На модели из непроводящих материалов различными способами наносят проводящее покрытие. Чаще всего практикуются втирание графита в восковой подслой или химическое восстановление металлов на поверхности оригинала.
Несмотря на появление новых технологий, например: трехмерного сканирования и трехмерной печати, литья в эластичные формы и по выплавляемым моделям и т.п. гальванопластика продолжает оставаться наиболее востребованным методом получения точных металлических копий небольших художественных предметов и некоторых других типов изделий.
Гальваностегия
Гальваностегия — электролитическое осаждение тонкого слоя металла на поверхности какого-либо металлического предмета, детали.
В зависимости от требований, предъявляемых к эксплуатационным характеристикам деталей, различают покрытия:
- защитные (для защиты покрываемого металла от коррозии);
- защитно-декоративные (для защиты покрываемого металла от коррозии и придания его поверхности декоративного вида);
- декоративные (для придания поверхности покрываемого металла декоративного вида);
- специальные (для придания поверхности покрываемого металла определённых свойств, например: диэлектрических, электропроводных, износостойких, противозадирных, под пайку, для повышения адгезии при гуммировании стальных изделий и т. д.);
Одни и те же покрытия в зависимости от области их применения могут относиться к защитным, защитно-декоративным или специальным.
Получаемые покрытия — осадки — должны быть плотными, а по структуре — мелкозернистыми. Чтобы достигнуть мелкозернистого строения осадков, необходимо выбрать соответствующие состав электролита, температурный режим и плотность тока. Выбор способа покрытия зависит от назначения и условий работы изделия.
Создание формы
С изделия, которое будем копировать, снимаем отпечаток. Для этого понадобится какой-нибудь легкоплавкий металл, пластилин, гипс или воск. Если используем металл, обрабатываем копируемый предмет мылом и кладем его в картонную коробку. Далее заливаем туда легкоплавкий сплав.
Когда отливка завершена, достаем изделие и полученную форму подвергаем вначале обезжириванию, а затем меднению в электролите. Чтобы избежать металлических отложений с тех сторон, где нет оттиска, расплавляем металл в кипящей воде для получения матрицы. Форму заливаем гипсом. На выходе получаем копию.
Для создания матрицы понадобится такая композиция:
- воск — 20 частей;
- парафин — 3 части;
- графит — 1 часть.
Если форма создается из диэлектрического материала, на ее поверхность наносим электропроводное покрытие. Проводниковый слой наносим либо путем восстановления металлов, либо механическим способом, подразумевающим нанесение чешуйчатого графита при помощи кисточки.
Еще до начала механической обработки поверхности растираем графит в ступе, просеиваем его сквозь сито. Наилучшая адгезия графита наблюдается с пластилином. Гипсовые, деревянные, стеклянные и пластмассовые формы, а также папье-маше эффективнее всего обработать раствором бензина и воска. Когда поверхность еще не просохла, наносим на нее графитовую пыль, а прилипшее вещество сдуваем направленным потоком воздуха.
Гальваническое покрытие нетрудно отделить от матрицы. Если форма металлическая, создаем на поверхности оксидную или сульфидную электропроводящую пленку. К примеру, на серебре это будет хлорид, на свинце — сульфид. Пленка поможет легко отделять форму от покрытия. В случае с медью, серебром и свинцом покрываем поверхность 1% раствором сульфида натрия, чтобы возникли нерастворимые сульфиды.
Использование технологии гальванопластики обладает рядом преимуществ:
• Высокая точность копий изделия• Возможность с максимальной точностью воспроизвести малейшие детали оригинальной формы• Возможность изготавливать копии с высотой рельефа до 20 мм• Возможно изготовить копии размеров 200 на 300 мм• Толщина метала в копии от 1 до 3 мм• Возможно придать копии необходимый цвет и сделать защитную обработку изделия• Невысокая стоимость копий по сравнению с использованием других технологий• Возможно изготовить как единичные экземпляры, так и партию изделий• Высокая скорость при изготовлении копий• Значительно меньший вес копий, чем у изделий, изготовленных по технологии отлива.Медные репродукции, выполненные с применением технологии гальванопластики, до мельчайших элементов совпадают с оригиналом, что позволяет изготавливать даже самые мельчайшие детали из меди. К примеру, кору дерева, фактуры, орнаменты и другие изделия. Ни один из известных методов не может дать такой детализации при создании копии с оригинальной формы.
К тому же медная гальванопластика обладает рядом преимуществ перед технологией отлития изделий из бронзы. Так как литье может давать усадку, непролив и различного рода деформации. К тому же толщина бронзового рельефа методом отлива не может быть выполнена менее 5 мм, что отражается в его цене.
Изделия изготовленные методом гальванопластики наоборот могут быть от 1 мм и абсолютно соответствовать оригиналу без различного рода недостатков в готовой копии.
Гальванопластика
Покрытие медью может быть выполнено не только на металлических предметах. Широко распространена гальванопластика, когда меднение выполняется по различным засушенным растениям, насекомым и прочим неметаллическим предметам.
Технология нанесения покрытия мало отличается от обычной, только вначале процесса на поверхность надо нанести электропроводный лак. После засыхания лакового покрытия производятся обычные действия по нанесению слоя меди. Полученные изделия обладают высокими декоративными или художественными качествами и высоко оцениваются зрителями.
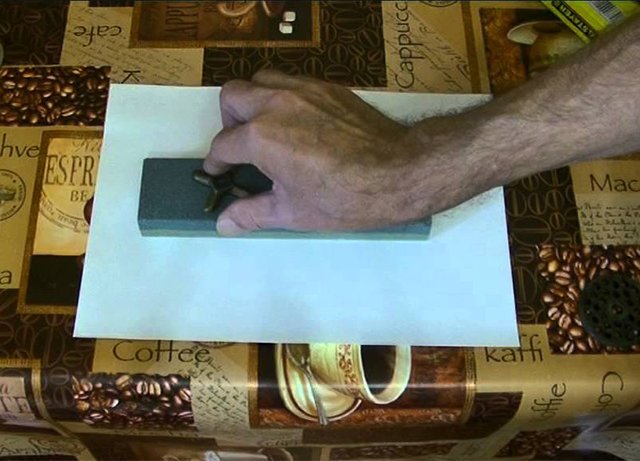
Видео по теме: Как сделать меднение своими руками в домашних условиях

Меня зовут Павел, живу в деревне, создаю разные изделия в стиле стимпанк и пост-апокалипсис, ну и в свободное время строю кастомную Ниву и чоппер.
Решил опробовать электрохимический способ нанесения цветных металлов, это мой первый опыт. В качестве подопытного использовал пару деталек из алюминия, от одного из своих новых творений.
Источником информации для меня стал ютюб, и пара профильных форумов. Конечно этот рецепт не идеален. также не были идеальными и методы нанесения. Делал так сказать “по-колхозному”, посмотреть что вообще получится. Но результатом доволен, можно работать по моей схеме.
Вот список того, что понадобится:-дистиллированная вода-медный купорос (я использовал обычный садовый)-желатин-электролит для аккумулятора-зарядка от мобильного телефона 5 вольт / 800-100 милиампер-жертвенный кусок меди или медная фольга-ёмкость где будет проходить электролиз (я тупо использовал 2л бутылку из под лимонада)-мерный стаканчик-точные весы
Процесс:1) Приготавливаем электролитический раствор. Для этого нагреваем в кастрюльке, и держим в горячем состоянии примерно пол литра дистиллированной воды. Отмеряем 200 мл воды и растворяем в ней 100 г медного купороса, тщательно перемешиваем.Далее, на весах отмеряем 1г обычного пищевого желатина, разбавляем его горячей дистиллированной водой в небольшом количестве, и тщательно перемешиваем. Полученный р-р желатина заливаем в банку с раствором купороса.Теперь в полученную бодягу доливаем электролит для аккумулятора, так чтобы общий объём всего раствора получился 500 мл.Всё, раствор готов.2) Готовим ванночку для электролита, присоединяем проводки к детали и к жертвенному кусочку меди. На зарядке от мобильного обрезаем зарядный штекер, минус присоединяем к детали которую надо меднить, плюс присоединяем к жертвенному кусочку меди.Как понять где плюс, а где минус на зарядке, если под рукой нет мультиметра? Элементарно. В стакан с обычной водой опускаем концы зарядки, не соприкосая их друг с другом, включаем зарядку в розетку. На конце где минус пойдут пузырьки. а где плюс ничего происходить не будет.3) В емкость для электролиза наливаем раствор.4) Чистим алюминиевую деталь перед электролизом. Это нужно чтобы снять оксид алюминиевую плёнку, окисел, с поверхности детали. Можно использовать любую сильную кислоту, у меня была ортофосфорная, я ее даже не грел. Также для этого сгодятся средства для прочистки труб. Реакция будет сразу видна, поверхность алюминия начнет “шипеть”.5) Опускаем деталь, жертвенный кусок алюминия в ванночку. Они не должны касаться друг друга, иначе спалим блок питания. Заливаем электролит, включаем зарядку в розетку и оставляем на примерно два часа.6) В конце процесса моем деталь, полируем ее. В принципе все.
Правильная формула процесса такая:Состав электролита и режим электролиза для непосредственного меднения алюминия (без нанесения промежуточных слоев):CuSO4•5H2O — 50 г/лNa4P2O7•10H2O — 220 г/лNaH2PO4•2H2O — 15 г/лNaNO2 — 15 г/л
iк — 60 А/м2t — 60 °CpH — 7,5
Прилагаю несколько фото, думаю на них всё понятно. Результат на самом последнем фото. Адгезия сильная, держится очень крепко. Всем хорошего настроения и выходных:)
Что такое гальваника?
Гальваника – это процесс, в котором используется электрический ток, чтобы уменьшить растворенные катионы металла настолько, что они образуют единое покрытие на металле электрода. Этот термин также применяется для характеристики электрических окислений из анионов на твердой подложке, например, в формировании хлорида серебра на серебряной проволоке, хлоридно-серебреные электроды. Гальваника в основном используется для изменения свойств поверхности объекта:
- Устранения физических повреждений и увеличения износостойкости;
- Повышения защиты от коррозии, снижения уровня скольжения;
- Улучшения эстетических качеств;
- Также гальванические процессы применяются для увеличения толщины на низкорослых частях объекта или формирования плотностей.
Процесс, в котором используется гальваническое травление, называется электроосаждением. Он противоположен гальваническому воздействию. С его помощью можно осуществить как электроочистку детали, так и нанести на нее гальваническое покрытие. Это зависит от того, к чему подключается деталь (к аноду или катоду). Емкость гальванической ванны наполняется электролитом, содержащим одну или несколько растворенных солей металлов, что увеличивает прохождение электрического тока и способствует образованию ионов.
 Фото — Гальванические установки
Фото — Гальванические установки
После того, как постоянный ток подключен к аноду, составляющие его атомы металла окисляются и растворяются в электролите. На катоде наблюдается обратный процесс — растворенные ионы металла начинают осаждаться, образовывая покрытие. Скорость, с которой растворяется анод, зависит от площади поверхности катода, по которой движется электрический ток. Таким образом работают гальванические четырехкамерные автоматизированные ванны.
Чем дольше объект остается в электрической среде ванны, тем толще станет слой покрытия. Например, после гальванического воздействия позолоченный металлический слой может быть толщиной от 10 мкм для настоящего золота и 20 мкм или более для посеребренных приборов.
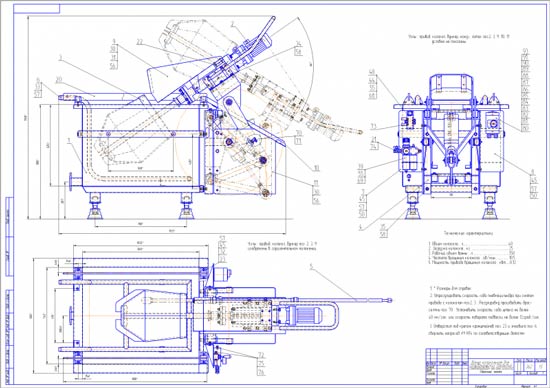 Фото — Гальваническая ванна чертеж
Фото — Гальваническая ванна чертеж
Форма и контур объекта может повлиять на толщину покрытия. Металлические предметы, имеющие острые углы и ребра, как правило, имеют более толстое покрытие на углах и более тонкое в углублениях. Это происходит потому, что постоянный ток протекает более плотно вокруг внешнего края объекта, чем в углублениях. Такие предметы, как часы с острыми гранеными углами, перстни, трудно обработать равномерно. Из-за такого соответствия приходится использовать разные уровни тока и углы воздействия.
 Фото — Гальванизация
Фото — Гальванизация
За редким исключением, гальванические процессы не смогут скрыть существовавшие ранее дефекты поверхности (например, царапины и вмятины), напротив, они даже могут их сделать более заметными. Поэтому необходимо затереть или обработать физическими методами любую поверхность перед нанесением покрытия.
В результате гальванического воздействия внутренняя структура материала остается неизменной. Для глубинного воздействия используются различные технологии, например, химические методики, дробеструйное производство и прочее.
Процесс химического фосфатирования
Классическим является процесс фосфатирования, при котором в раствор не вводятся какие-либо добавки – используется только препарат «мажеф», в составе которого железо, марганец и фосфорная кислота. Концентрация препарата находится в пределах 27-32 г/л. Особенностью процесса является то, что при растворении препарата «мажеф» образуется нерастворимый осадок, который не удаляют из ванны фосфатирования, т. к. он участвует в образовании покрытия. Подготовка к процессу проходит следующим образом – раствор, приготовленный непосредственно в рабочей ванне, доводят до кипения, затем нагрев отключают и дают осесть осадку, затем в ванну загружают детали. Температуру раствора необходимо постоянно поддерживать в пределах 96-98С, при этом не доводя раствор до кипения, т. к. осадок при кипении раствора может попасть на поверхность обрабатываемых деталей, что ухудшит внешний вид и качество фосфатной пленки. В процессе химической реакции выделяется водород. Время процесса фосфатирования принимают с учетом 10-ти минутной выдержки изделий в ванне, после прекращения выделения водорода. Для получения пленок, основной задачей которых служит защита от коррозии, время процесса фосфатирования составляет 1-2 часа, в зависимости от марки стали. Для получения пленок, необходимых для электроизоляции, изделия извлекают из ванны фосфатирования еще до прекращения выделения водорода – через 30-40 минут после начала процесса. После извлечения изделий из раствора их промывают и сушат.
Корректировка раствора производится по мере необходимости, как правило в случае обработки деталей с большой площадью поверхности. После анализа, в раствор добавляется требуемое количество сухих компонентов. По мере эксплуатации ванны фосфатирования, количество нерастворимого осадка увеличивается, по достижению количества, при котором затрудняется нормальная эксплуатация ванны, раствор сливают и фильтруют. Удаление некачественной фосфатной пленки происходит в 10-15% растворе серной кислоты.
Данный метод химического фосфатирования позволяет получать покрытия высокого качества, в отличии от методов где используются специальные добавки.
Особенности процесса
Для получения качественного покрытия нужно правильно подобрать силу тока и напряжение. При слишком слабом токе металл осаждается слишком долго. В случае превышения нормативных параметров по току и напряжению, металл осаждается хлопьями. Еще один момент – приобретение жидкости для электролита. Проще использовать раствор для аккумулятора машины, а специализированные химикаты, например, серную кислоту, сложно приобрести обычному человеку. Чаще всего данный способ обработки предполагает омеднение изделий. Но можно посеребрить или позолотить заготовку при наличии драгметалла.
Золочение с помощью листиков сусального золота выглядит красиво, но его себестоимость гораздо выше, чем у позолоченных изделий в розничной продаже. Чем крупнее деталь, тем большего размера требуется пластина электрода и подаваемый ток. Поэтому в быту крупные вещи не подвергают гальванопластике.
Процесс гальванопластики начинается со сборки аппарата. Плюс от источника тока подается на пластину, а минус – на изделие. Чтобы провода не начали реагировать при гальванизации, место их соединения с пластиной залепляют пластилином. Площадь с положительным зарядом должна быть больше площади заготовки желательно не менее, чем в два раза. Чтобы выставить оптимальный ток на приборе, пользуются простой формулой. Площадь пластины умножают на плотность тока. Обычно берут значение плотности 1-2 А на каждый квадратный дециметр.
После выполнения расчетов приступают к обработке. Обезжиренную заготовку с помощью клея и медной проволоки прикрепляют к минусовому контакту. Если материал не токопроводящий, необходима обработка изделия графитовым спреем. Если будущее украшение имитирует ювелирное, нужно все камушки и стекла заклеить пластилином. Этот материал не позволит измениться цвету камня. Желательно брать для создания украшений стекло или устойчивые к агрессивным средам камни.
Полученный в течение двух часов слой отличается от слоя, выработанного за сутки большей толщины и прочностью
Важно учитывать, что ванна с электролитом и изделиями должна стоять неподвижно на протяжении многих часов для качественного результата. Готовое изделие не кажется железом, оно будет сверкать розоватым медным блеском
Такой результат свидетельствует о том, что процесс прошел успешно.
Приготовление и корректировка электролита
Для приготовления электролита используется дистиллированная вода. Состав готовится непосредственно в ванне хромирования – рассчитанное количество хромового ангидрида растворяют, после чего производится замер количества серной кислоты, попавшей в раствор (хромовый ангидрид имеет незначительные примеси серной кислоты). По результатам анализа в раствор добавляют недостающее количество серной кислоты, раствор тщательно перемешивают. Перед тем как приступить к процессу хромирования электролит проходит проработку током при использовании свинцовых анодов и стальных катодов. Температура процесса подготовки 45-60С, плотность тока такая же, как при хромировании. Подготовка проводится с целью накопления в гальванической ванне 2-3% трехвалентного хрома, что требует от 2-х до 6-ти часов. Содержание трехвалентного хрома не должно превышать указанной величины, так как в обратном случае качество покрытия снижается. Анализ состава электролита проводят обычно не реже одного раза в неделю. При необходимости производится его корректировка. Содержание хромового ангидрида в электролите проверяется каждую смену. Замер удельного веса электролита производят с помощью ареометра, затем, по специальной таблице определяют содержание ангидрида.
Рассмотрим подробнее виды покрытия хромом.