Листогибочный станок
Содержание:
Изготовление листогибочного станка своими руками
Проще всего изготовить самостоятельно ручной станок, который прост в эксплуатации, но несколько ограничен в функционале.
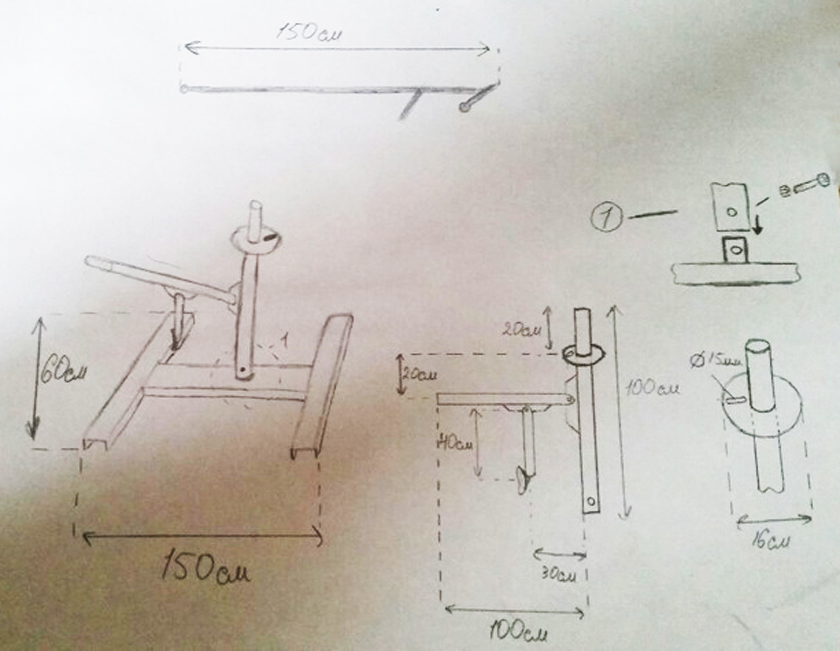
Трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доработать наиболее удачный шаблон
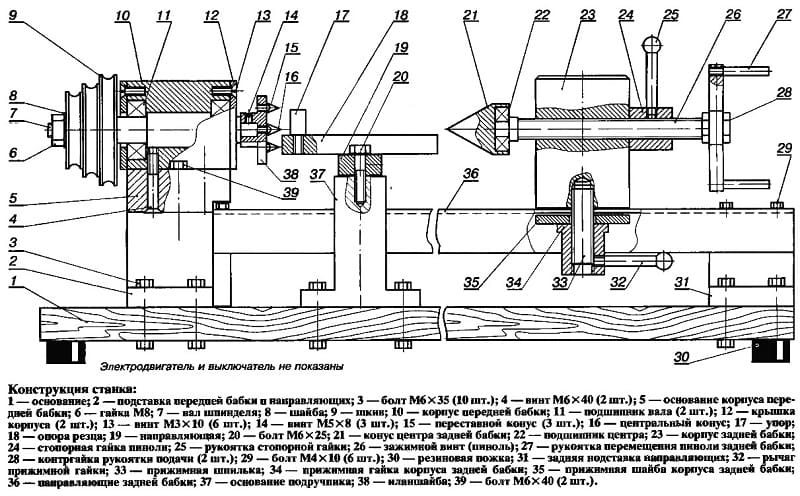
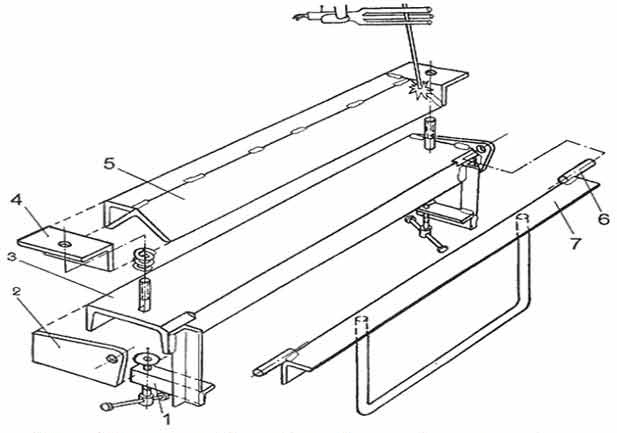
- 1 — струбцина;
- 2 — щёчка;
- 3 — основание;
- 4 — кронштейн;
- 5 — прижим сварного типа;
- 6 — ось;
- 7 — уголок пуансона.
Работа на этом типе оборудования предполагает высокое мастерство оператора, что объясняется повышенным риском производства бракованных изделий при наличии даже незначительного перекоса устанавливаемой заготовки. Все ручные модели самостоятельного изготовления упрощены, но их основной недостаток представлен физическими нагрузками оператора.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей

неровность этого элемента всего 0,2 мм
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
2 Виды листогибочных станков
Этот тип оборудования может быть передвижным и стационарным. Передвижные используют для обработки и производства больших объемов материала. Стационарные применяют на небольших предприятиях, чтобы сделать отдельные детали.
В зависимости от того, как аппарат обрабатывает материал, листогибочное оборудование бывает:
- поворотным;
- с гибочной балкой;
- прессовым с матрицей и пуансоном;
- ротационным.
Различия в приводе разделяет станки на:
- Пневматические. Работа аппаратов осуществляется за счет пневмоцилиндров.
- Электромеханические. Это стационарные механизмы, которые имеют приводную систему, электродвигатель и редуктор.
- Механические. Это машины, за функционирование которых отвечает энергия маховика.
- Гидравлические. Действуют благодаря гидроцилиндрам.
- Ручные. Для эксплуатации нужна мускульная сила рабочих.
Чтобы сделать самодельный аппарат, для начала нужно определиться с толщиной металла, так как оптимальное решение для обработки металла (толщиной меньше 0.1 см.) — ручной станок.

Электромеханический листогибочный промышленный станок
Для создания различных деталей толщиной более 1 см. лучше приобрести модель из фабричного производства с электроприводом. Эти станки намного дороже и занимают больше места, но оправдывают это своей высокой производительностью.
2.1 Как сделать самодельный аппарат?
Чтобы сделать такое устройство у себя дома, необходимо иметь соответствующие чертежа, необходимый материал и подходящие инструменты. Использование качественных составляющих увеличит срок службы станка домашнего производства.
Начинаем работы с создания устойчивого основания, для этого понадобится швеллер. Его также нужно использовать, чтобы самостоятельно сделать основной прижим. В прижиме делаем отверстия под болты.
Очень важно чтобы самодельный станок имел удобную ручку. Для ее создания можно взять арматуру необходимого диаметра. В конструкцию входят специальные щечки, которые привариваются до совпадения с ребром уголка

Листогибочное устройство, сделанное своими руками
После установки щечек, начинаем поэтапную сборку конструкции:
- Зажимаем пуансон с основанием до тех пор, пока швеллер и зона уголка-пуансона не окажутся в одной плоскости.
- С помощью сварочного аппарата монтируем щечки на ось пуансона.
- После сборки станка, все крепления и узлы необходимо проверить на прочность.
Во время использования станка часто требуется выравнивание прижима, это легко сделать напильником или болгаркой. Таким способом можно снизить качество изгибов и создать деформированные участки, что является неприемлемым, если предметы изготавливают под заказ.
Безусловно, сделать станок в домашних условиях не составляет большого труда. Кроме того устройство станет незаменимым помощником для работы с несложными задачами.
Что такое сегментный листогиб и какой выбрать
Выбираем сегментальный листогиб
Потребность в работе с листовым металлом значительна, существует большой перечень продукции, имеющей широкое применение. Одна из основных операций, которые проводятся с металлическим листом – гибка. С ее помощью можно получить изделия от крайне простой до очень сложной конфигурации.
Для гибки листового металла применяются специальные листогибочные станки, которые еще называют листогибами. По большому счету листогиб – это пресс, предназначенный для придания стальному листу той или иной формы. Существует много видов классификации такого вида оборудования. По применяемой движительной силе их можно поделить на:
- ручной;
- гидравлический;
- электромеханический.
Если учитывать вариант гибки, листогиб может быть:
- прессовым;
- ротационным;
- поворотным.
С помощью листогибочных станков производятся различные изделия, в том числе составляющие кровли, окон, вентиляционных шахт, металлический сайдинг, короба, двери, ящики и прочая подобного вида продукция.
Ручной сегментный листогиб – наиболее часто применяемый в небольших мастерских станок для работы с листовым металлом.
Листогибочный станок pbb 2a 1270
Листогиб ручной сегментный pbb 2a 1270 производится одной из китайских компаний. Во многих случаях этот факт значит хорошее соотношение цена/качество, а также неплохую оснащенность оборудования. Станок можно эффективно использовать как для личных нужд, так и для производства изделий из металлического листа небольшими партиями.
Сегментный листогиб pbb 2a 1270 предназначен для получения изделий сложной формы. Его основные технические характеристики:
- наличие сегментных ножей, которые дают возможность производить изделия сложных форм;
- максимальная ширина обрабатываемого металлического листа – 1270 мм;
- максимальная толщина листа – 2 мм;
- ширина наборных сегментов – от 25 до 1270 мм;
- высота наборных сегментов – 30 мм;
- из съемных сегментов состоит как прижимная балка, так и гибочная;
- тип привода – ручной, для равномерности усилия и уменьшения нагрузки на работника применяется пневмопружина.
Станок decker su 1250
Сегментный листогиб decker su 1250, немецкий по происхождению, представляет собой станок, включающий три балки из наборных сегментов, роликовый нож, угломер, устройство для ограничения угла гиба, два стола поддержки.
Этот сегментный листогиб оснащен наборными элементами особой формы, позволяющими получать изделия с изгибами под каким угодно углом. А это значит, что ассортимент продукции, производимой на станке, может быть максимально широким.
Максимальная ширина обрабатываемого металлического листа – 1500 мм, максимальная толщина – 1,5 мм. Наиболее интересная характеристика станка – максимальный угол гиба. Он составляет 155°.
Станок schechtl uk100
Еще один немецкий станок, сегментный листогиб schechtl uk100. Удачная, продуманная до мелочей конструкция позволяет снимать и устанавливать наборные сегменты за очень короткое время. Оснащение дает возможность работать быстро, без потери качества.
Сегментный листогибочный станок schechtl uk100 оборудован двумя угломерами (слева и справа), устройством для ограничения угла гиба, устройством для ограничения угла подачи листа, роликовым ножом и прочим оборудованием. Прижимная балка приводится в движение ножным приводом, что также благотворно влияет на скорость работы со станком.
Максимальная толщина обрабатываемого стального листа – 1,5 мм, алюминиевого – 2,25 мм.
Как сделать листогиб вручную
Сегментный агрегат для гибки металла стоит достаточно дорого. Поэтому жестянщикам есть смысл задуматься над изготовлением такого станка своими руками. Такой подход предоставляет целый ряд преимуществ.
Во-первых, экономия на приобретении оборудования может быть значительной.
Во-вторых, для самодельного устройства можно выбрать только те параметры, которые необходимы. Например, станок для ручного производства металлического профиля – это одно, и совсем другое – производство доборных элементов для кровель, окон, вентиляционных шахт, и т.п. Или не всегда есть нужда работать с очень широким металлическим листом, или с очень толстым.
В-третьих, зачастую такой станок можно соорудить практически из подручных средств, если речь идет о разовом использовании для собственных нужд.
Самостоятельно составлять чертежи для самодельного листогиба можно, но не всегда рационально.
После качественной сборки получится устройство хорошей эффективности, примерно такое, как на видео.