Казалось бы, что интересного в молотке сварщика? давайте разбираться!
Содержание:
- Популярные производители
- Назначение
- Основные причины появления шлаковых включений.
- Широкий арсенал действий
- Как сделать молоток сварщика своими руками?
- Формы
- Разновидности и их описание
- Сделать молоток самому просто
- Почему когда варишь электродами много шлака
- За сколько можно купить?
- Молотоксварщика
- Причины образования шлаковых включений
- Критерии выбора
Популярные производители
ESAB — шведский производитель, предлагающий полный спектр продукции для сварщиков, в том числе и модели молотков. Инструменты позволяют выполнять работы качественно и надежно.
Торгово-производственная компания Foxweld предоставляет оборудование, инструменты, расходные материалы. Качественная продукция предназначена для осуществления бытовых и профессиональных работ.
Барс — известная торговая марка, под который производится и поставляется большой ассортимент разнообразной продукции для сварочной индустрии. Ручной инструмент обеспечивает комфорт и удобство работ.
Назначение
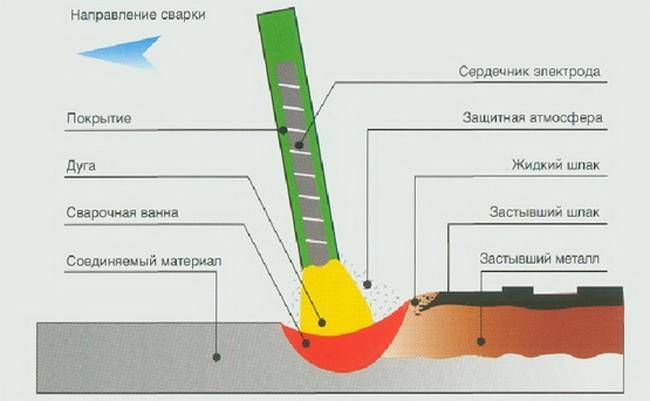
Что такое молоток сварщика? Профессионалу рассказывать не нужно. Статья предназначена для любителей, в свободное время осваивающих сварочное ремесло. Наблюдая за процессом сварки со стороны, можно заметить, как сварщик откладывает держатель электрода (трезубец) и берёт в руку специальный шлакоотбойный молоток (секач — на сленге сварщиков). После чего начинает стучать по сварному валику или подковыривать его снизу (с корня шва).
Для чего он это делает? Дело в том, что в процессе сварки поверхность шва покрывается корочкой тёмно-фиолетового оттенка, представляющей собой застывший шлак (шихта — у сварщиков). Шлак получается при остывании расплава электродной обмазки. Кроме того, иногда образуется окалина, являющаяся продуктом окисления железа при его нагревании.
 Некоторые чересчур опытные профессионалы утверждают, что шихту долбить необязательно, а даже наоборот, — эта защитная корка повышает прочность сварного шва. Правда, года через два-три она всё равно отвалиться. Учебная литература по сварке требует обязательного удаления шлака и разнообразных загрязнений в пределах 2-х сантиметров с каждой стороны сварного шва.
Некоторые чересчур опытные профессионалы утверждают, что шихту долбить необязательно, а даже наоборот, — эта защитная корка повышает прочность сварного шва. Правда, года через два-три она всё равно отвалиться. Учебная литература по сварке требует обязательного удаления шлака и разнообразных загрязнений в пределах 2-х сантиметров с каждой стороны сварного шва.
Это необходимо для визуального контроля качества выполненной сварки. Кроме того, под корку шихты будут проникать атмосферные осадки, и шов начнёт корродировать. Да и с эстетической точки зрения, — если шихту не удалить, то краска вместе с ней скоро отвалится. Так что лучше немного поработать «дятлом».

Основные причины появления шлаковых включений.
- Быстрое застывание металла небольших объемов, в результате чего шлак не успевает выйти за границы сварочной ванны.
- Применение электродов и флюса большого удельного веса и/или из тугоплавких материалов.
- Малые показатели раскисления металла. Раскисление подразумевает процесс исключения из уже мягкого металла молекул кислорода. Кислород для него является вредной составляющей, которая ухудшает качество.
- Высокие показатели силы поверхностного натяжения шлака. При этом, он не всплывает на поверхность.
- Плохо зачищены кромки деталей или валики шва.
- Низкое качество электрода, а точнее его покрытия, плавление которого осуществляется неравномерно, его частицы попадают в сварочную ванну.
- Не соблюдение правил и техники и режимов соединения деталей (выбор неподходящей скорости, угла наклона электрода), изменение длины дуги без причины.
- Непрофессионализм сварщика. Если вам нужно качественное изделие, лучше привлечь к этому нелегкому делу специалиста в этой области. Если вы хотите сделать все сами, то прежде чем браться за ответственную сложную работу, нужно наработать практику с несложными соединениями.

Профессиональные сварщики умеют сразу же отличить шлак от металла при сварке и «выгонять» его в процессе работы, однако, у каждого свои советы, как это сделать. Некоторые утверждают, что лучше использовать новые электроды, в которых покрытие более темное, а металл красного оттенка (это не касается рутиловых электродов), другие говорят, что металл более жидкий, а шлак вязкий. На его вязкость влияет температура.
Чтобы шлак не закрывал сварочную ванну, необходимо регулировать положение электрода. Положение должно быть таким, чтобы направление газа от испарения покрытия электрода выдувало данный дефект на поверхность шва. Сварщику ни в коем случае нельзя оставлять его в сварочной ванне. Сварочный шлак должен оперативно поддаться процессу кристаллизации и без особых усилий удаляться.
Попадание шлака в готовое соединение бывает неизбежно, такой дефект если не невозможно устранить, то зачастую очень сложно. Именно поэтому существуют допустимые нормы наличия «лишних» включений в уже сваренном изделии. Например, в межгосударственном стандарте касательно строительных стальных конструкций (введен в действие в 2001 году). В приложении к этому документу предусмотрены требования к качеству сварных соединений, допустимые дефекты. Требования в части шлаковых включений указаны в таблице ниже.
| Длинные дефекты | He допускаются | ||
| Короткие дефекты: | |||
|
стыковой шов |
h ≤ 0,2 S | h ≤ 0,25 S | h ≤ 0,3 S |
|
угловой шов |
h ≤ 0,2 K | h ≤ 0,25 K | h ≤ 0,3 K |
| Максимальный размер включения | 2 мм | 3 мм | 4 мм |
Таким образом, чтобы обеспечить правильное появление шлака на поверхности сварочного шва, необходимо знать, как его отличить от металла. В случае, если заметно, что шлак остается в сварочной ванне и не выходит наверх, нужно изменить угол наклона электрода. Перед процессом соединения необходимо позаботиться о надлежащем состоянии кромок, а также о правильном выборе режимов и параметров. Электроды нужно выбирать высокого качества, тогда и сварной шов будет качественный. Если соблюсти все условия, тогда шлак будет не вязкий, низкого удельного веса, с малым поверхностным натяжением. Только в этом случае, шлаковые соединения будут взаимодействовать с деталью, увеличивая его показатели раскисления, удаляя кислород. И только тогда сварочный шлак будет легко выходить на поверхность шва. Здесь не обойтись без профессионализма сварщика, выполняющего работу. Он должен уметь отличить шлак от металла при сварке, знать, почему вообще он появляется. Только опытный специалист сумеет сделать качественное и прочное соединение.
Широкий арсенал действий
Молоток сварщика рассчитан в первую очередь на быстрое отделение шлака, который образовывается при ручной сварке покрытыми электродами, или остается после сварочного трактора с применением флюса
Отбивать шлак очень важно для проверки качества соединения, а также при многослойных швах, где второй проход всегда осуществляется на чистый металл, без мусора и легко плавящихся примесей
Шлакоотделителем можно выполнять и другие операции во время работы сварщика. Среди самых распространенных:
- Сбивать капли прилипшего металла. При горении дуги происходит частичное разбрызгивание присадочного и основного материала. Раскаленные капли прилипают к поверхности в околошовной зоне, но не привариваются к ней. Чтобы придать эстетичный вид изделию, необходимо острой стороной отбить застывшие брызги.
- Если был допущен непровар, то чтобы качественно переделать этот участок, нужно полностью удалить шлак из точки или расщелины в шве. Если это не выполнить, жидкий металл будет обтекать данное место и заварить его не получиться. Сделать это можно острым узким краем молотка.
- Сварочный инструмент с более массивной конструкцией подойдет для проковки шва на легированных сталях. Простукивание «тупым» краем по стыку упрочит структуру металла в этом месте.
- Это же изделие можно использовать для подгонки сторон до нужного уровня или зазора между ними.
- Загнуть нагретую деталь и пристучать ее к поверхности для более удобного выполнения шва получится «тяжелой» версией инструмента.
- В процессе сварочных работ бывает необходимо отрубить новый кабель от катушки, чтобы удлинить массу или провод держателя. Это можно сделать молотком с широким носиком как у кирки.
Как сделать молоток сварщика своими руками?
Несмотря на разнообразие инструментов для удаления окалины и шлака после сварки, не всегда есть возможность купить готовый молоток сварщика. Однако не стоит расстраиваться. Сделать самодельный шлакоотбойник не составляет особого труда. Главное, чтобы рабочие элементы (лезвие и жало) обладали достаточной твёрдостью, иначе они будут быстро тупиться во время работы.
Обычно в таком случае умельцы используют старое зубило или плоский напильник, поскольку они сделаны из хорошей инструментальной стали и закалены до высокой твёрдости. Проблема может быть только при сваривании их со стальной рукояткой, в качестве которой можно брать любую железку, которая имеется под рукой (цилиндрический или шестигранный пруток, обрезок арматуры, круглая или прямоугольная труба).
https://youtube.com/watch?v=ESIjCqIbUi0
Чтобы исходные детали гарантированно сварились, в качестве бойка можно использовать обрезок арматуры большого диаметра (не менее 20 мм). После сварки необходимо оформить режущие кромки, а затем закалить их.
Внимание: при закалке не следует погружать в воду место сварки во избежание появления закалочных трещин. Выбор шлакоотбойного молотка зависит от предполагаемого объёма сварочных работ. Если использоваться инструмент будет от случая к случаю, можно приобрести самый дешёвый молоток с подпружиненной металлической ручкой
При невозможности купить, вполне под силу изготовить самоделку, используя все, что может заваляться в домашнем хозяйстве будущего сварщика. Ценители хорошего инструмента могут остановить свой выбор на сравнительно дорогой модели известного производителя
Если использоваться инструмент будет от случая к случаю, можно приобрести самый дешёвый молоток с подпружиненной металлической ручкой. При невозможности купить, вполне под силу изготовить самоделку, используя все, что может заваляться в домашнем хозяйстве будущего сварщика. Ценители хорошего инструмента могут остановить свой выбор на сравнительно дорогой модели известного производителя
Выбор шлакоотбойного молотка зависит от предполагаемого объёма сварочных работ. Если использоваться инструмент будет от случая к случаю, можно приобрести самый дешёвый молоток с подпружиненной металлической ручкой. При невозможности купить, вполне под силу изготовить самоделку, используя все, что может заваляться в домашнем хозяйстве будущего сварщика. Ценители хорошего инструмента могут остановить свой выбор на сравнительно дорогой модели известного производителя.
источник
Формы
 Основными рабочими элементами шлакоотбойника является рукоятка и двухсторонняя головка (другое название — боек). Головка может иметь разные формы. Производители предлагают несколько сочетаний подобных конфигураций. Рассмотрим наиболее популярные комбинации, а также какие работы сварщик сможет выполнить с помощью каждого вида.
Основными рабочими элементами шлакоотбойника является рукоятка и двухсторонняя головка (другое название — боек). Головка может иметь разные формы. Производители предлагают несколько сочетаний подобных конфигураций. Рассмотрим наиболее популярные комбинации, а также какие работы сварщик сможет выполнить с помощью каждого вида.
Пика и зубило
Достаточно востребованы у сварщиков молотки с зубилом с одной стороны головки и пикой — с другой. Зубило удобно и эффективно удаляет шлак и отбивает брызги металла; может использоваться для проковки соединения. Пика (жало) помогает избавляться от точек с непроваренными местами, а также станет отличным вариантом для отбивки тонких швов. Производители предлагают модели, где зубило расположено вдоль (параллельно) рукоятки и поперек (перпендикулярно) ней.
 Барс СВ000006758
Барс СВ000006758
- Молоток Барс применяется для контроля качества соединения во время сварки покрытыми электродами; предназначен для отбития шлака и брызг металла.
- С одной стороны головка молотка имеет форму зубила, расположенное параллельно рукоятке, со второй — острое жало.
- Пружинная конструкция обеспечивает смягчение отдачи во время ударов.
- Вес молотка Барс — 440 гр.
Stanley
- Страна производства — США.
- Инструмент предназначен для удаления окалины.
- Головка выполнена из закаленной инструментальной стали, покрытой черным лаком; имеет с одной стороны форму зубила, расположенного поперек рукоятке, с другой — клина.
- Деревянная рукоять выгнутой формы.
- Вес — 300 гр.
- Длина — 240 мм.
Зубило и зубило
Сварщикам предоставляются модели молотков, где с обеих сторон головка имеет форму стандартного зубила. С одной стороны зубило расположено параллельно рукоятке, со второй — перпендикулярно. Инструменты данного типа эффективно удаляют шлак и брызги. Исполнитель может выбрать то расположение зубила, которое будет удобно именно ему.
 NORGAU
NORGAU
- Кованый боек выполнен из специальной стали.
- Эргономичная рукоятка выполнена из древесины гикори, обладающей высоким уровнем устойчивости к разломам.
- Вес — 454 гр.
- Длина — 328 мм.
Z-образная пика — зачем
Некоторые производители предлагают молотки, в которых заостренная часть головки изогнута в форме, напоминающей букву Z. С помощью такого отогнутого жала сварщик может очищать поверхность сварного шва движениями от себя. Данная техника позволяет повысить уровень безопасности проводимых работ.
ESAB SH2
- Молоток изготовлен из высококачественной стали.
- Удобная ручка.
Зубило и плоский боек
Удобным вариантом молотка является инструмент с зубилом и плоским бойком. Зубило удаляет загрязнения, а с помощью плоской головки можно подмять, загнуть и сплющить металл в тех местах, где необходимо. В продаже такие модели отсутствуют. Поэтому рекомендуем ознакомиться с расположенным далее видео и сделать такой молоток самостоятельно.
https://youtube.com/watch?v=ESIjCqIbUi0
Разновидности и их описание
В арсенал сварщика входит большое количество разнообразных инструментов, которые принято подразделять на категории.
Основные принадлежности
Шлакоотбойный молоток (или зубило) является одним из основных инструментов сварщика, без него не сможет обойтись ни один профессионал. Особенно актуальным данный инструмент будет для тех специалистов, которые регулярно имеют дело с ручной дуговой сваркой. Как можно догадаться из названия данного изделия, его основное назначение – это избавление от шлака.
Так, например, в ходе осуществления сварки поверхность шва может покрываться нежелательной коркой (чаще всего это происходит в том случае, если вы осуществляете сварку покрытыми электродами и при автоматической сварке под флюсом). Кроме того, может образовываться окалина, которая, по сути, представляет собой продукт окисления железа при его нагревании. Помимо удаления шлака, с помощью молотка можно чистить первый проход при формировании многослойных швов, снимать капли расплавленного металла с поверхности околошовной зоны, а также вносить корректировки в непосредственную форму заготовки.


Еще один важный инструмент для профессионального сварщика – это электрододержатель. Традиционно данное устройство используется для надежного закрепления электрода и подвода к нему сварочного тока. Существуют определенные требования, которые выдвигаются со стороны специалистов по отношению к электродержателям.
Так, например, данный инструмент в обязательном порядке должен выдерживать минимум 8000 зажимов и при этом обладать небольшой массой. На сегодняшний день на рынке можно найти 2 основных типа электродержателей: винтовой (в его конструкцию входит держатель, который не проскальзывает в руке, верхняя поворотная часть, которая удерживает электрод) и устройство с зажимом.

Также к основным инструментам сварщика можно отнести стальную щетку, которая предназначена для очистки металла от различного рода загрязнений, ржавчины, пыли и т. д. Сварочные кабели – это те изделия, которые применяются для отдвода тока к электрододержателю и изделию от источника питания
Важно, чтобы эти кабели были достаточно гибкими, поэтому большое количество профессиональных сварщиков отдает предпочтение таким маркам как РГД, РГДО, РГДВ, КГ, КОГ, КПГ, КСсш. При этом наиболее оптимальной длиной кабель является показатель в 200-300 см
Измерительное оборудование
Важную роль в работе сварщика, помимо основных инструментов, играет измерительное оборудование. К нему можно отнести такие приборы, как катетомеры, интроскопы, дефектоскопы и мн. др. Так, например, интроскоп используется, чтобы выявить наличие дефектов и недостатков изделия (например, трещин или пор). С другой стороны, дефектоскоп используют, например, для измерения амплитуды и координат положения максимума сигнала.
Важно отметить тот факт, что необходимость того или иного прибора по большей части обусловлена спецификой работы сварщика: его опытом и квалификацией, характеристиками изделия, с которым он взаимодействует, конкретным характером работ, условиями окружающей среды и т. д


Вспомогательные инструменты и аксессуары
Вспомогательные инструменты и аксессуары не являются обязательными для использования, но могут значительно упростить работу специалиста и увеличить уровень комфорта. В зависимости от ваших профессиональных потребностей и предпочтений, вы можете приобретать их как по отдельности, так и в наборе. Например, шумопоглощающие перегородки и кабины чаще всего используются для организации рабочего места сварщика.
При этом их прямое функциональное назначение – защита окружающих людей от нежелательного шума, который может сопровождать процесс сварки, а также от опасных для здоровья человека искр. Существует несколько разновидностей шумопоглощающих перегородок и кабин.

Другие
Помимо инструмента, который использует сварщик, очень важно уделять внимание обмундированию специалиста. Так, чтобы обеспечить максимальный уровень безопасности специалиста, необходимо, чтобы он был одет в соответствующую специальную одежду. Рабочий комплект должен включать брюки и кофту (или комбинезон), обувь, перчатки, маску и т
д
Рабочий комплект должен включать брюки и кофту (или комбинезон), обувь, перчатки, маску и т. д.
Сделать молоток самому просто
Молоток сварщика своими руками изготовить несложно. Понадобится несколько предметов и манипуляций. Свой проект можно начать с создания ударного элемента. Основная задача, которая стоит перед мастером — это подобрать материал, позволяющий долго сохранять острую форму конусу или плоскому срезу. Частое подтачивание на точиле отвлекает от работы, а тупым молотком неудобно отбивать шлак. Поэтому нужно правильно подобрать материал.
Отличной основой может послужить старое зубило или долото. Делают шлакоотделители из строительных кирок небольшого размера или напильников. Правда, последний имеет свойство откалываться при значительных нагрузках, поэтому его стоит применять только для отбития шлака! Для ударной части необходима выше описанная деталь длиной 120-150 мм. Хорошим материалом послужит пика от перфоратора с победитовым наконечником. Заточив подобный инструмент один раз можно работать всю неделю по восемь часов.
Но если высокоуглеродистого железа нет под рукой, то специально покупать новое долото не нужно. Из куска арматуры можно сделать самому хороший ударный материал. Необходимо отрезать кусок длинной 150 мм и, нагрев его в печи или на огне, расплескать край. После остывания нужно заточить его до готового вида. Затем, резаком нагревается острая сторона до белого цвета металла и опускается в машинное масло. В этот момент происходит закалка материала и его упрочнение. Процедуру достаточно повторить один раз.
Рукоятку можно изготовить из прутка 6-8 мм в диаметре. Длина должна быть 200 мм. Практично будет загнуть нижний край в два слоя, чтобы сделать ручку более толстой и удобной для захвата. На нее можно надеть шланг или рукоятку от старого велосипеда, чтобы инструмент не выскальзывал во время работы. Некоторые сварщики делают себе металлическое кольцо на поясе, чтобы вставлять молоток в него. Так, он всегда будет под рукой в нужный момент.
Молоток сварщика — очень нужная вещь, которая помогает подгонять стороны изделия под сварку и проверять качество шва под слоем шлака. Хороший молоток можно сделать своими руками, вместо покупки магазинной версии, которая недолговечна.
источник
Почему когда варишь электродами много шлака
Многие сварщики, особенно начинающие, задаются вопросом: почему, когда варишь электродами много шлака. В основном, появление шлаков является результатом высокой скорости затвердевания раскаленного сварочного шва, также может указывать на низкий профессионализм сварщика или на низкое качество электродов. Давайте в этой статье подробно разберем каждую из причин более подробно.
Первая причина – высокая скорость затвердения и остывания металла. Если для сварки вы подбираете качественные электроды, которые образуют в сварочной ванне много шлака, расплавленный металл может больше находиться в жидком состоянии, благодаря чему шлаки и другие ненужные составляющие всплывут на поверхность. Также если вы для сварки используете качественные электроды, наплавленный металл будет более высокого качества и менее засорен шлаками и им подобными включениями.
Часто вероятность образования шлаков можно определить по марке сварочных электродов. Если вы применяете электроды с тонкой обмазкой, будьте внимательны, потому как вероятность формирования шлаков в сварочном шве очень высока. Если варите хорошими электродами с большим содержанием шлака – ваша работа будет проходить быстрее и более успешно.

Шлаковые включения можно поделить на микроспопические и макроскопические. Макроскопические включения имеют форму сферы, а также продолговатые вытянутые хвосты. Они могут образовываться в сварочном шве из-за плохой очистки кромок свариваемого металла. Микроскопические шлаковые включения появляются при образовании химических соединений во время плавления металла. Они проявляют себя в момент, когда металл начинает кристаллизоваться.
Следующая причина – низкий профессионализм сварщика. Если у вас совсем немного опыта, а перед вами стоит задача сварить ответственную конструкцию, то лучше пригласите профессионала. Это избавит вас от мучений с плохими сварочными швами, а также даст гарантию долгой службы конструкции. Чтобы получить опыт, начинайте варить простые вещи. Если будете браться за любую мелкую работу, связанную со сваркой, сможете быстро освоиться в этом деле, и совсем скоро будете выполнять ответственные и сложные швы.
В заключение можно сказать, что при хорошем старании можно научиться варить так, чтобы избегать попадания шлака в сварочный шов. Для того, чтобы сварочный шов был ровным, а присутствие шлака в нем было сведено к нулю, применяйте качественные электроды. Чаще всего для сварки применяются электроды АНО, которые дают возможность начинающим сварщикам набраться опыта и делают сварочный процесс более удобным и простым. С помощью этого вида электродов вы можете даже не будучи профессионалом сварочного дела, варить качественные швы и прочные конструкции.
Электроды Vistec Ударная вязкость при сварке электродами Электроды для тонкого металла
За сколько можно купить?
Чтобы иметь представление о том, сколько может стоить молоток сварщика, предлагаются к рассмотрению несколько конкретных моделей:
Барс СВ000006758 — российское изделие. Ручка снабжена витой пружиной для амортизации удара. Вес головки — 300 г. Стоит около 250 рублей.

- Молоток сварщикаESAB (Швеция) с аналогичным исполнением захватного элемента можно купить за те же деньги (240–300 руб.)
- Изделие той же фирмы с деревянной рукояткой продаётся за 350–400 руб.
- Молоток ESAB SH3 обладает стальной приваренной ручкой. Для удобства захвата последняя снабжена пластмассовой оболочкой. Цена инструмента около 600 руб.
- Модель SH2 с отогнутым концом жала несколько дороже: 750–900 руб.

Молоток сварщика PICARD PI-0031300 немецкого производства отличается повышенной надёжностью и удобством в работе, что характерно для германской продукции. Отличительными признаками этого инструмента являются: необычная форма заострённого наконечника, ручка из цельнокатаной трубы переменного сечения и довольно большой вес головки — 450 г. Неудивительно, что цена его составляет около 1600 рублей.

Молотоксварщика

При проведениисварочных работ, кроме основного сварочного оборудования – аппарата,электродов, костюма и защитной сварочной маски, необходим и дополнительныйинструментарий, например – молоток сварщика
В этой статье мы рассмотрим, почемуон так важен для сварщиков, какие молотки такого плана бывают, и какие лучше.Также, вы сможете узнать, какой лучше купить молоток сварщика, и на какойобратить внимание при покупке
Назначение ихарактеристики инструмента
Начнем впервую очередь с того, где используется молоток. Из названия становится,очевидно, что инструмент используется при сварочных работах, но где именно, икогда? – Так, молоток сварщика используется для удаления шлака с поверхностисварочного шва. То есть, после выполнения сварочного шва, сварщику, для тогочтобы удалить шлак, образовавшийся на поверхности, и проверить качествопроделанной работы, берет в руку молоток, и несильными ударами снимает шлак споверхности шва. Далее, шов проверяется на качество, и сварщик переходит квыполнению следующего сварного соединения.
То есть, посути, молоток сварщика – шлакоотбойный инструмент, с помощью которого удаляютсяокалины во время сварочных работ. Также, с помощью этого инструмента можноудалять брызги, который также активно образуются во время сварки штучнымиэлектродами. Конструкция молотка очень проста и эффективна – так, инструментимеет боёк, с одной стороны которого расположено зубило, с другой же стороны –острое жало. С помощью этого жала удаляются остатки шлака в корне сварного шва.
Рукоятьинструмента, также как и у любого другого молотка, может быть изготовлена либоиз дерева – деревянная ручка очень проста, дешева и удобна в эксплуатации. Илиже, она может быть цельнометаллической – это обеспечивает повышенную прочность,но во время работы с удалением окалин и шлака, как правило, это свойство далеконе главное. Боек изготовлен из качественной инструментальной стали, котораяподвергается термической закалке.
Потребительскийанализ моделей молотков
Теперь,предлагаем вашему вниманию несколько моделей молотков сварщика, купить которыеможно в интернете, либо же в строительных гипермаркетах. Это, в свою очередь,поможет вам определиться с выбором и ценами, которые установлены на этотинструмент.
МолотокСварщика Juco, вес 350 г. Классический молоток, боек которого изготовленный изинструментальной стали, покрытой черным лаком для предотвращения ржавения икоррозии металла. Имеет достаточно длинную рукоять в 300 мм, изготовленную издерева – бука. Простой и удобный молоток, который станет хорошей альтернативойстандартному молотку сварщика, идущему в комплекте с инверторным сварочнымаппаратом, например (потому как такие молотки, не всегда удобны). Ценаинструмента – около 5-6$ за единицу.
Молотоксварщика Stanley, вес300 г. Более легкий и эргономичный молоток, имеющий деревянную рукоять выгнутойформы. Это, в свою очередь, позволяет сварщику более удобно удерживать молоток,находясь в сварочных рукавицах – за счет такой формы, молоток не выскочит изрук. Также как и в предыдущей модели, боек изготовлен из инструментальнойзакаленной стали, покрытой черным лаком. Цена инструмента, если бытьобъективным, несколько завышена и составляет около 12$, вероятнее всего за счеттого, что изготавливается инструмент в США.
Молотоксварщика Topex, вес 300г. Данная модель инструмента имеет цельнометаллическую рукоять, соединенную сударной частью молотка. Для удобства, молоток имеет более широкую металлическуюручку, что обеспечивает удобное удержание в руках. Материал бойка –инструментальная сталь, на 30 мм закаленная с обеих сторон. Это повышаетэффективность инструмента во время работы, а также обеспечивает ему быстроеудаление шлака и окалин во время работы. Отметим, что, несмотря на производствоинструмента за рубежом – в Польше, он имеет достаточно низкую и доступнуюстоимость, всего в 3-4$.
Таким образом,из представленных моделей молотков сварщика, достаточно просто определиться свыбором – это может быть дешевый молоток с цельнометаллической ручкой, или жеболее дорогой инструмент с удобной в работе рукоятью. Выбор остается лишь завами.
Еще статьи из раздела молотки и ломы:
— Виды и назначение молотков
— Киянка резиновая
— Молоток слесарный
— Молоток-гвоздодер
— Молоток кровельный
— Лом строительный
— Лом-гвоздодёр
— Кувалда
— Кирка
— Молоток каменщика
— Породный молоток
— Столярный молоток
Причины образования шлаковых включений
На появление шлаковых включений влияют следующие факторы:
- Непрофессионализм сварщика. Зачастую новички делают ошибки при работе со сварочным аппаратом, а именно выбирают не ту скорость, беспричинно изменяют длину дуги и угол наклона электрода и флюса. Неравномерное перемещение инструмента также является причиной образования шлаковых включений.
- Некачественное зачищение кромки.
- Использование электрода низкого качества. При этом процесс плавления происходит неравномерно, а частицы покрытия электрода попадают в сварочную ванну.
- Силы поверхностного натяжения шлака имеют высокие показатели, что создает препятствие для его выхода наружу. Это происходит за счет того, что в поверхностном слое шлака имеется повышенное содержание оксида кальция, магния и алюминия, приводящее к повышению поверхностного натяжения, при котором увеличиваются силы сцепления между поверхностными частицами шлака.
- Одна из причин отсутствия возможности выхода шлака за пределы сварочной ванны является быстрое застывание металла.
- Эксплуатация электродов и флюса из тугоплавких металлов и большого удельного веса.
- Малые показатели раскисления металла. Раскисление – процесс удаления растворённого кислорода из металлических сплавов, содержащие железо. Как правило, кислород является разрушителем механических свойств металла.
- Наличие на изделии остатков промышленных отходов, ржавчины, масел может замедлить или ухудшить процесс нагревания и плавления в сварочной ванне.
Критерии выбора
Выбор сварочного инструмента – это важная и ответственная задача, так как от используемого в ходе работы оборудования зависит итоговый результат. В связи с этим к покупке инструментов следует подходить максимально внимательно и ответственно.


При этом специалисты рекомендуют руководствоваться несколькими ключевыми факторами.
Функциональные особенности и назначение
В первую очередь, в процессе приобретения оборудования для сварки свое внимание следует уделять функциональным характеристикам и назначению того или иного инструмента. Приобретайте только те изделия, которые нужны для выполнения конкретных задач, ориентируйтесь на вашу специализацию.
Соответствие ГОСТу
Для того чтобы оборудование полноценно выполняло свои функции, оно должно соответствовать положению действующих ГОСТов. Если в процессе выбора и приобретения устройств для сварки вы не будете учитывать данное правило, то существует возможность приобрести некачественный инструмент, который будет плохо выполнять необходимые задачи.
Производитель и место приобретения. Отдавайте предпочтение только проверенным и пользующимся доверием среди профессионального сообщества фирмам-производителям. Таким образом, вы сможете быть уверены, что приобретаете изделия, которые были изготовлены с учетом всех необходимых стандартов и нормативов. Кроме того, совершать покупку следует только в фирменных магазинах и официальных представительствах. Благодаря этому вы минимизируете шанс приобретения подделки.
Стоимость. Сегодня на рынке сварочного оборудования можно найти инструменты самых разных ценовых категорий. Считается, что оптимальными являются варианты из среднего ценового сегмента. С другой стороны, не рекомендуется приобретать самые дешевые модели, так как они отличаются непродолжительным сроком службы.
Отзывы потребителей
Прежде чем приобретать ту или иную модель устройства, очень важно найти и изучить правдивые и актуальные отзывы потребителей. Таким образом, вы сможете понять, соответствуют ли заявленные производителем свойства и характеристики инструмента реальному положению дел.


В следующем видео вы сможете ознакомиться с набором инструментов для начинающего сварщика.