Все, что нужно знать о сварочных швах
Содержание:
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Классификация сварных швов
Даже в одном типе соединения сварочные швы могут отличаться по конфигурации, протяженности, технологии и т. д. Поэтому в нормативных документах они сгруппированы по параметрам.
По положению в пространстве
По пространственному положению сварные швы могут быть:
Нижними, когда стык находится внизу относительно сварщика. Расплавленный металл не вытекает из сварочной ванны, а шлак и газы беспрепятственно поднимаются на поверхность. При сварке электрод или пламя горелки ведут вдоль стыка с небольшими поперечными движениями.
Горизонтальными, если сваривают вертикально установленные детали справа налево или наоборот. Для предотвращения стекания металла нижнюю заготовку смещают на 1 мм, чтобы получился уступ. После завершения работы разница будет незаметна
Важно не ошибиться со скоростью сварки, поскольку при медленном перемещении дуги или пламени горелки появятся потеки, а при быстром ― непровары.
Вертикальными, когда вертикально установленные детали соединяют сверху вниз или в обратном направлении. Для удержания расплава в сварочной ванне сварку ведут снизу вверх прерывистой дугой на малом токе.
Потолочными, если стык расположен над головой мастера
Расплавленный металл удерживается поверхностным натяжением.
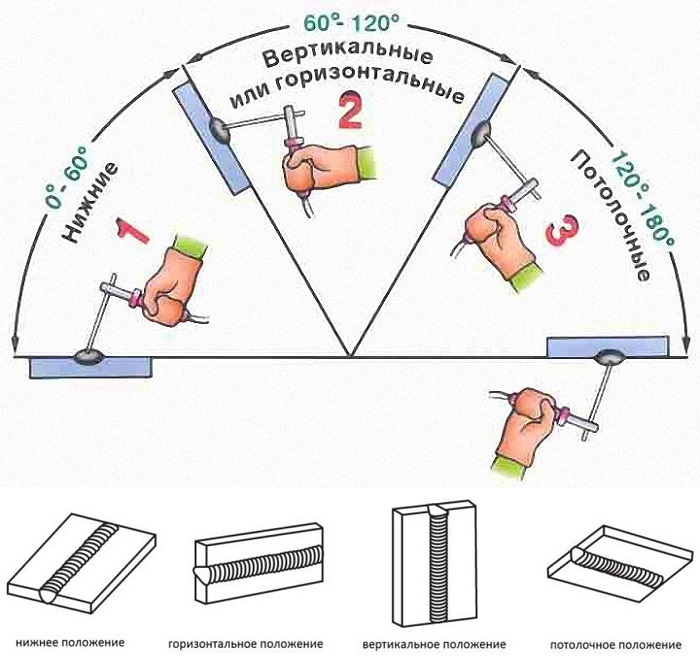 Сварные швы по положению в пространстве
Сварные швы по положению в пространстве
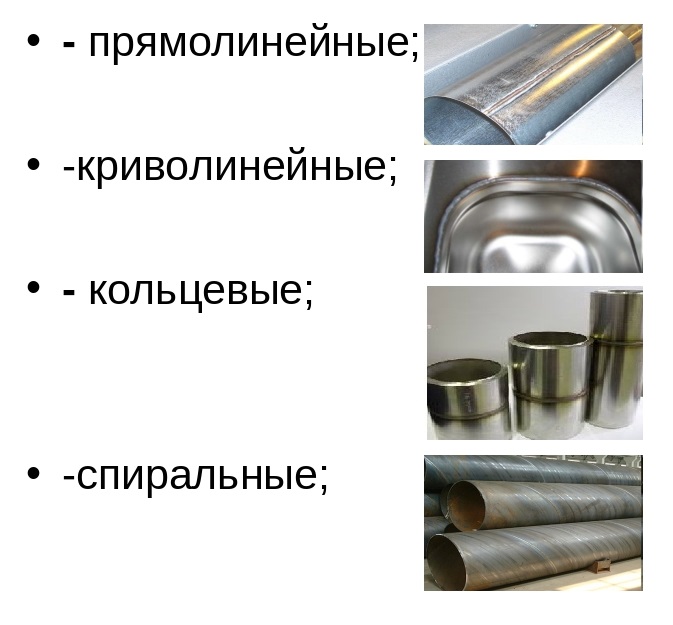
По конфигурации
В эту группу занесены три вида сварочных швов, которые зависят от формы стыков. Они бывают прямолинейными, криволинейными, кольцевыми (спиральными). Конфигурация швов не зависит от пространственного положения заготовок.
 Классификация сварных швов по конфигурации
Классификация сварных швов по конфигурации
По степени выпуклости
По форме поперечного сечения сварные швы квалифицируют как:
- Выпуклые (усиленные). Используют для сборки узлов эксплуатируемых с большой статической нагрузкой.
- Вогнутые (ослабленные). Используют при сварке тонкого металла.
- Нормальные (плоские). Хорошо противостоят динамическим и разнонаправленным воздействиям.
- Специальные в виде неравнобедренных треугольников применяют в угловых и тавровых соединениях, на которые действуют переменные нагрузки.
 Типы сварных швов по степени выпуклости или по внешнему виду
Типы сварных швов по степени выпуклости или по внешнему виду
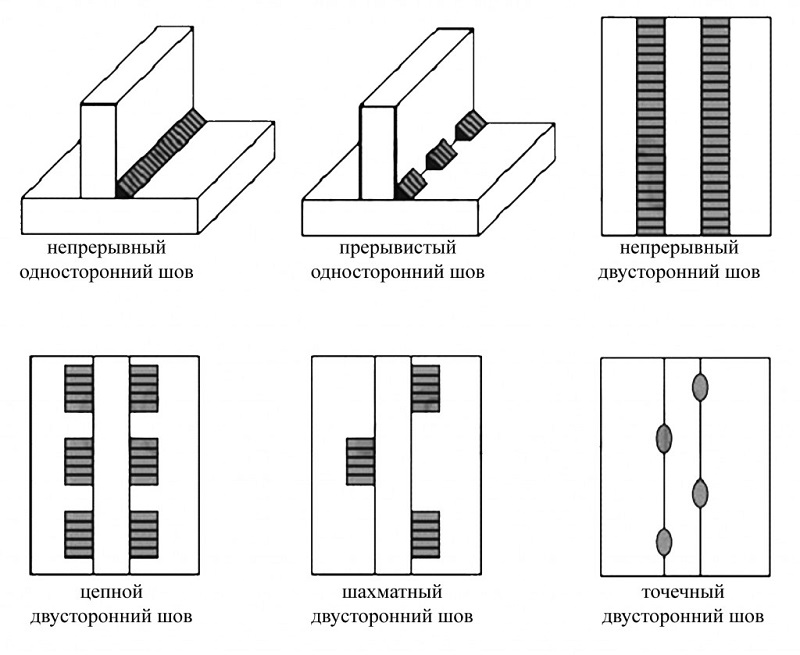
По протяженности
В эту классификацию входят сплошные и прерывистые сварные швы, которые выполняют отрезками по 10 — 30 см, но учитывается суммарная протяженность соединения. По расположению отрезков сварки прерывистые типы называют:
- цепными одно или двухсторонними, если разрывы равномерно расположены по обе стороны заготовки;
- шахматными двухсторонними, когда отрезки сварки на одной стороне сдвинуты относительно участков на другой;
- точечными при контактной сварке.
 Виды сварных швов по протяженности
Виды сварных швов по протяженности
В зависимости от длины сварные швы относят к трем категориям:
- короткие ― до 25 см;
- средние ― 25 — 100 см;
- длинные ― больше 1 м.
По количеству проходов
Независимо от типа сварочные швы выполняют одним или несколькими проходами. Выбор варианта определяется толщиной металла и необходимой прочностью. При каждом проходе наплавляется один валик. Если их расположить на одном уровне образуется слой сварного шва.
Детали толщиной до 5 мм соединяют однопроходными швами. Угловые соединения из заготовок со стенками 6 — 8 мм сваривают одним слоем, а стыковые двумя. Многослойные швы используют при работе с толстостенными элементами и для предотвращения термических деформаций.
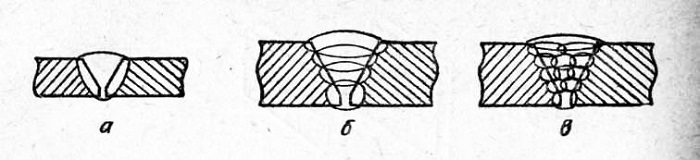 Типы сварных швов по количеству проходов: а) однослойный, однопроходной; б) многослойный; в) многопроходной
Типы сварных швов по количеству проходов: а) однослойный, однопроходной; б) многослойный; в) многопроходной
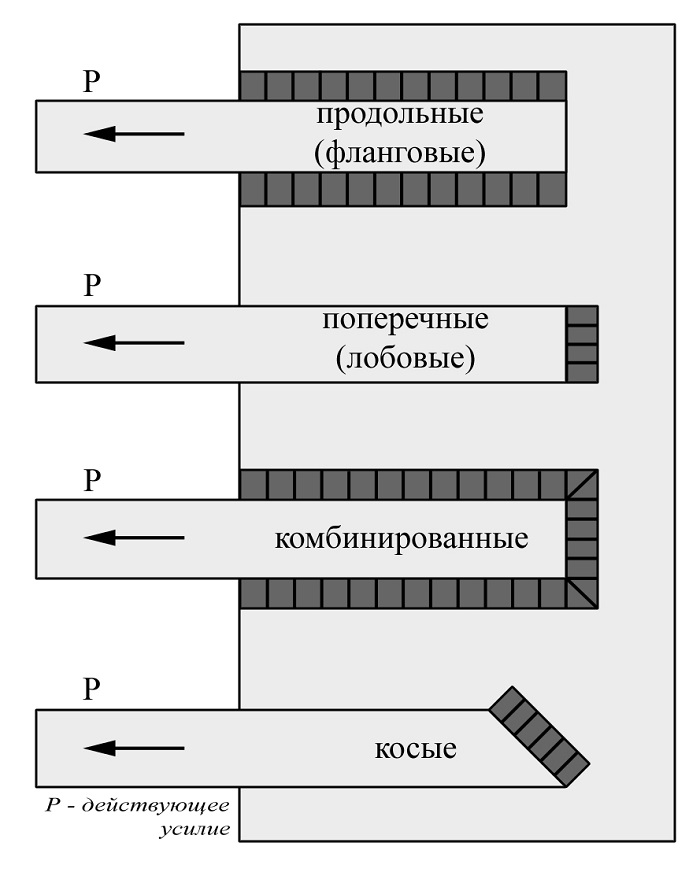
По направлению действующего усилия и вектору действия внешних сил
По этим критериям соединения и швы подразделяются на 4 вида:
- продольный (фланговый) ― усилие параллельно стыку;
- поперечный (лобовой) ― вектор направлен под углом 90⁰;
- комбинированный ― сочетает признаки предыдущих;
- косой ― направление усилия меньше 90⁰.
 Виды сварных швов по направлению действующего усилия
Виды сварных швов по направлению действующего усилия
По виду сварки
Классификацию по этому критерию проводят по типу сварочного аппарата, который создает условия для выполнения сварки. Из длинного списка технологий можно выделить основные виды;
- ручная электродуговая;
- автоматическая;
- в среде инертных газов;
- плазменная;
- лазерная;
- газопламенная.
Виды сварных соединений
В зависимости от того как расположены заготовки между собой к основным видам сварочных соединений относят:
- стыковые;
- угловые;
- нахлесточные;
- тавровые;
- торцевые.
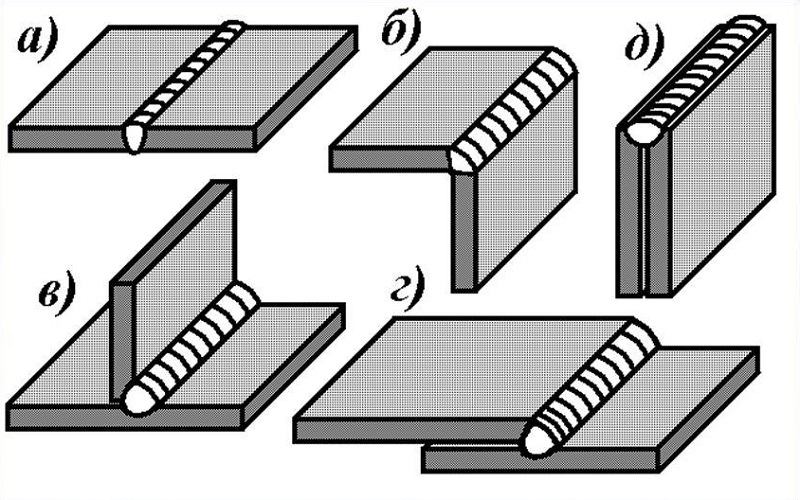 Типы сварных соединений: а) стыковое; б) угловое; в) тавровое; г) нахлесточное; д) торцевое
Типы сварных соединений: а) стыковое; б) угловое; в) тавровое; г) нахлесточное; д) торцевое
Стыковые
Самые простые по выполнению швы даже для начинающих сварщиков. Ими соединяют заготовки, примыкающие друг к другу торцами, размещенные в одной плоскости или на ровной поверхности. При сварке деталей с разной толщиной допускается смещение поверхностей. Стыковым способом сваривают конструкции из листового проката, резервуары, трубы. Сравнительно с другими сварными соединениями сокращаются сроки выполнения работы и расход материалов, но нужно тщательно подготавливать кромки.
 Способы выполнения стыковых соединений
Способы выполнения стыковых соединений
Угловые
Это сварные соединения двух металлических деталей под любым углом. Если заготовки разной толщины, толстостенную размещают снизу, чтобы на тонкой не появились прожиги и подрезы, сварочную ванну создают за счет плавления металла толстой заготовки. Для повышения прочности соединения швы накладывают с обеих сторон. Внутренний угол сваривают малым током, чтобы снаружи не образовалось закругление.
Угловые сварные соединения удобно выполнять способом «в лодочку». Заготовки прихватывают под нужным углом, затем устанавливают так, как будто это плывущий кораблик. После расплавления металл будет равномерно растекаться по обеим сторонам без образования дефектов.
Угловым способом сваривают каркасы небольших строений, емкости, навесы, кузова грузовиков. Кроме этого устанавливают детали конструкций в труднодоступных местах.
 Способы выполнения угловых соединений
Способы выполнения угловых соединений
Нахлесточные
Такими сварными швами соединяют параллельно расположенные металлические пластины, которые наложены одна на другую с небольшим перекрытием. Для повышения прочности на разрыв и предотвращения проникновения влаги внутрь сварку выполняют с обеих сторон. Этим способом можно соединять листы толщиной до 12 мм. Для выполнения нахлесточных соединений от сварщика не требуется высокая квалификация, так как нет опасности прожога и не нужно подготавливать кромки. Недостатком считают повышенный расход металла.
 Способы выполнения соединений внахлест
Способы выполнения соединений внахлест
Тавровые
Это сварное соединение торца одной детали с боковой поверхностью другой под прямым или небольшим углом. Если толщина заготовки больше 4 мм сварка проводится с обеих сторон с тщательной подготовкой кромок вертикальной пластины. Тавровые соединения применяют преимущественно при сборке несущих конструкций. Поэтому, если есть возможность изменения положения, сварку ответственных узлов лучше выполнять «в лодочку».
 Способы выполнения тавровых соединений
Способы выполнения тавровых соединений
Торцевые
При выполнении таких соединений сваривают торцы заготовок, которые плотно примыкают одна к другой или расходятся от места стыка под углом не больше 30⁰. Способ применяют при производстве кожухов, вентиляционных коробов, контейнеров, металлических шкафов и пр. К достоинствам торцевого типа сварочных соединений относят низкую вероятность образования прожогов и внутренних напряжений, вызывающих деформацию. Недостатками считают завышенный расход материала и появление коррозии при проникновении воды между листами через дефекты шва.
Перечень технологий
Еще одна эффективная методика изготовления поделок из металлолома своими руками — горячая ковка. Под воздействием высоких температур и последующей механической обработки металл становится пластичным.
Если воздействовать на металл изгибанием, опрессовыванием, можно получить разные элементы декора дворов и помещений. Такая методика называется холодной ковкой. Она предусматривает соединение элементов рисунка при помощи сварки.
Гибка и чеканка
К современным методам создания металлических украшений относят арт-сварку. Технология предусматривает применение газовой сварки. Путём нагрева раскрашиваются изделия цветами. Чтобы придать изогнутую форму листовому металлу, трубе, проволоке, используется гибка либо гнутьё. С помощью первой методики формируются металлические каркасы самоделок.
Другие технологии:
- Выколотка. Способ заключается в нанесении ударов молотком по тонкому и холодному металлическому листу с целью его вытягивания, загибания. Технология используется, чтобы украсить посуду.
- Скань. Считается ювелирной техникой, позволяющей получить ажурные узоры из витой проволоки.
- Чеканка. Способ нанесения рисунка на поверхность за счет ударов молотком. Между листом и молотком устанавливается инструмент, который должен придать конкретную форму.
Горячая и холодная ковка
С помощью горячей ковки можно сделать разные предметы, так как металл становится пластичным. За счет нагрева сырью придают нужную форму. Для горячей ковки характерны следующие нюансы:
- соблюдение противопожарной безопасности;
- выбор металла с учетом его свойств;
- высокая стоимость оборудования;
- температурное воздействие на сырьё.
Новым течением в области сварки считается арт-технология. Она вывела техническую сварку на уровень тонкого искусства. С помощью арт-сварки получают тонкие поделки из металла. Методика предусматривает наличие сварочного аппарата, расходников, заготовок из железа. Основные материалы для изготовления поделок — титан, цирконий, нержавеющая сталь.
https://youtube.com/watch?v=Dc7PH3HqNEA
Чтобы сделать поделку из металла, потребуется железная заготовка, металлолом, специальные инструменты и оборудование. Для обработки материала по технике холодной ковки потребуются станки: гибочные, торсионные. Для обработки стальной болванки с помощью горячей ковки нужны клещи, кувалда, ручник, фасонный молоток. Компоновка конечного изделия осуществляется с помощью токарного станка.
Если самоделка выполняется из листового материала, понадобятся следующие инструменты:
- нож;
- ножницы;
- молоток;
- зубило.
Техника безопасности и нюансы обработки
Как и любые другие сварочные работы, художественная сварка требует строгого соблюдения правил безопасности.
Неправильно используя оборудование, можно получить удар током, частично или полностью ослепнуть при воздействии ультрафиолета или попадании окалины, отравиться испарениями, возникающими от обработки металла, получить ожог в результате плавления материала или случайного взрыва баллона.
Подобные последствия опасны для здоровья и жизни, поэтому надо пользоваться маской и защитной одеждой. Лучше всего выбрать изделие со стеклом «хамелеон», которое меняет степень затемнения в зависимости от количества ультрафиолета, попадающего на поверхность
Перед тем как начать сваривать сталь, требуется освободить от посторонних предметов место работы. Начинать эксперименты в художественной сварке лучше с изделий простой формы.
Необходимо также хорошо изучить сварочную технику, чтобы прочно соединять детали конструкции и затрачивать на это минимум времени.
Залог красивого шва
Чтобы в результате получить хороший, красивый сварочный шов нужно знать методики его создания, потому что недостаточно просто поставить детали близко друг к другу и провести ровно электрод.
У каждого из методов создания сварочных соединения есть общий принцип – это плавное введения электрода вдоль какой-то дорожки, чтобы получить ровный след. Чтобы этот след был красивым, орудие, которым мы работаем, нужно повернуть на 60 градусов к детали сплавки.
Проводить нужно плавно с одинаковой скоростью, иначе если задержаться на одном месте – можно пропалить материал. Самый простой и распространённый способ – это метод зигзага. Он используется для разных видов материалов.
Проводник нужно вести из правого угла в левую сторону как бы по диагонали, а потом в зеркальном отображении двигаться вправо. Создается впечатление, что на изделии рисуется зигзаг.
Лучше всего начинать также с правого, а потом вести горизонтальную линию в левую сторону, затем диагональную, которая стремится вниз, к средине шва. Потом под таким же углом линию вверх до точки, которая находится выше, чем та с которой начали.
Так образуется немалое количество треугольничков, образующих елочку. Также красивое сварочное соединение получается исполненный методом петелька.
Его зачастую используют при работе с тонким металлом, когда работают такими инструментами как полуавтомат. Соединения накладываются движениями, которые напоминают непрерывное написание ряда петелек.
Основная работа
На этом этапе мастер выбирает материал. Так, для небольших и изящных фигурок или скульптур может использоваться титан в чистом виде или с небольшими добавками циркония, придающего изделиям особенный блеск.
Если художественная сварка используется, чтобы создать ограждение, калитку, мебель или иные крупные предметы, в качестве основного материала обычно используется сталь. Конструкция из нержавейки не подвержена негативному влиянию влаги, устойчива к случайным и направленным ударам.
После определения материалов, формы и габаритов мастер, используя сварочный аппарат, изготавливает нужный предмет.
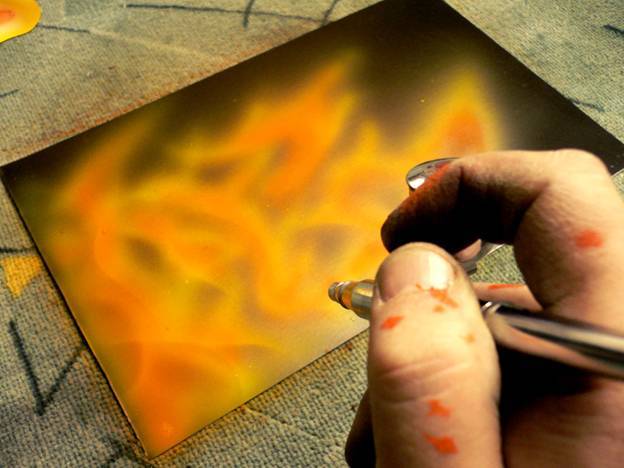
Поверхность может быть отполированной, иметь гравировку, в некоторых случаях отдельные фрагменты украшают цветами побежалости. Это эффект, при котором стальная поверхность становится радужных оттенков с переливами, и его достигают посредством воздействия высоких температур. После того как изделие будет готово, оно должно остыть.
Образец
В эту группу швов вошло 30 украшающих отделок, некоторые из которых показаны на данном образце.
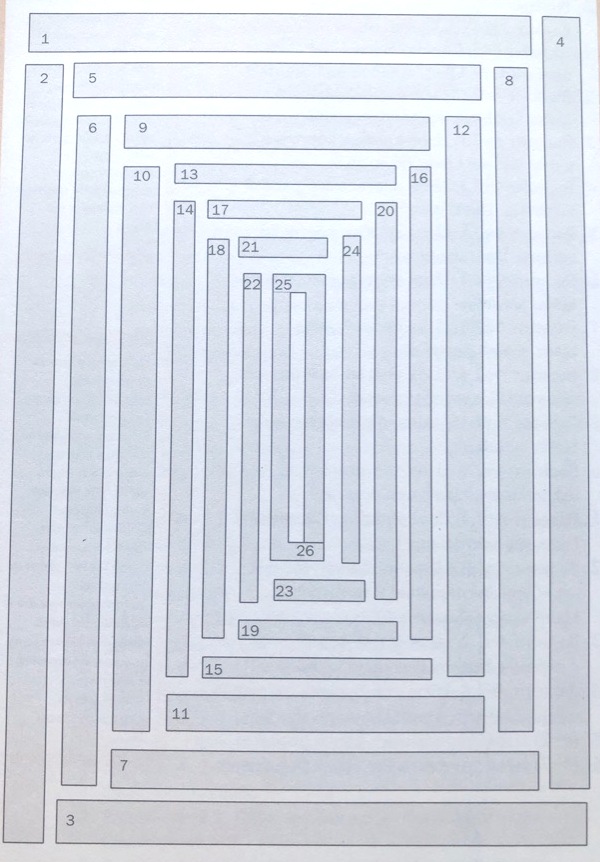
Располагая украшающие отделки в разных направлениях, можно вышить оригинальное панно. картину, узор для ширмы, декоративной подушки и т.п., что прекрасно видно на данном образце.
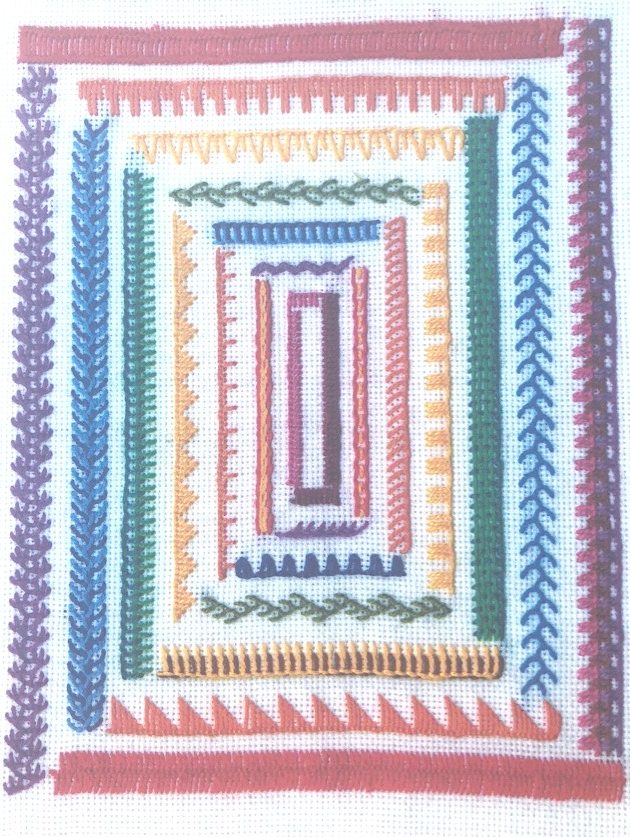
Вышивка ведется по канве нитками «ирис» различных цветов. Геометрический узор образца представляет собой фрагменты отделок, расположенных в прямоугольнике, равном 110 х 135 клеток канвы (см. схему).
- Вариант 4-1.3. Шов «тамбурный двойной». Цвет: красный.
- Вариант 4-2.13. Шов «кисточка». Цвет: фиолетовый.
- Вариант 4-3.2. Шов «рыбьи косточки плотный». Цвет: красный.
- Вариант 4-2.10. Шов «подвесной в три яруса». Цвет: розовый, фиолетовый, бордовый.
- Вариант 4-2.3. Шов «петельный разной высоты». Цвет: оранжевый.
- Вариант 4-3.4. Шов «рыбьи косточки воздушный двумя рядами». Цвет: темно-синий, синий.
- Вариант 4-2.6. Шов «петельный разной высоты». Цвет: оранжевый.
- Вариант 4-3.3. Шов «рыбьи косточки воздушный». Цвет: синий.
- Вариант 4-2.15-б. Шов «галочки». Цвет: желтый.
- Вариант 4-2.9. Шов «подвесной в два яруса». Цвет: зеленый, светло-зеленый.
- Вариант 4-2.7. Шов «петельный сдвоенный». Цвет: коричневый, желтый.
- Вариант 4-2.11 Шов «штопка». Цвет: зеленый, светло-зеленый.
- Вариант 4-3.1. Шов «рыбьи косточки с наклоном». Цвет: болотный.
- Вариант 4-2.5. Шов «петельный разной высоты». Цвет: желтый.
- Вариант 4-3.5. Шов «рыбьи косточки зигзаг». Цвет: болотный.
- Вариант 4-2.2. Шов «петельный пучками». Цвет: желтый.
- Вариант 4-2.8. Шов «коробочка». Цвет: синий, голубой.
- Вариант 4-2.4. Шов «петельный разной высоты». Цвет: оранжевый.
- Вариант 4-2.16. Шов «прямоугольный». Цвет: синий.
- Вариант 4-2.1. Шов «петельный наклонный». Цвет: оранжевый.
- Вариант 4-1.1. Шов «тамбурный зигзаг». Цвет: фиолетовый.
- Вариант 4-1.6. Шов комбинированный «тамбурный открытый и тамбурный». Цвет: красный, желтый.
- Вариант 4-1.2. Шов «тамбурный с перехлестом». Цвет: фиолетовый.
- Вариант 4-1.5. Шов «тамбурный открытый с украшением». Цвет: красный, желтый.
- (4-2) Шов «петельный». Цвет: розовый.
- (4-2) Шов «петельный». Цвет: бордовый.
Украсить вышивку можно продержкой цветной нити в ткань. Для этого из ткани выдергивают три нити, сначала первую и третью, а к средней привязывают цветную нить. При выдергивании средней нити цветная нить занимает ее место.
Пасмой называется толстая нить, скрученная из шести тонких нитей. Поэтому «вышивать в пасму» означает вышивать в шесть ниток. Как правило, в целую пасму вышивают только крупные крестики, а для мелких работ из этой пасмы вытаскивают нужное количество нитей. Фабричные нитки для вышивки продаются в моточках, состоящих из нескольких таких пасм.
Сварка угловых швов наклонным электродом
На практике далеко не всегда есть возможность установить сварное соединение
«в лодочку». Если нет этой возможности, угловые швы сваривают наклонным
электродом (см. рисунок):
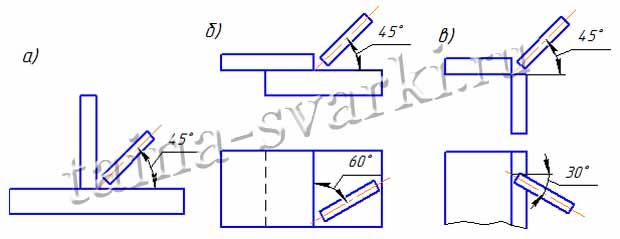
а) тавровое соединение; б) соединение внахлёст; в) угловое соединение
Недостаток способа сварки наклонным электродом заключается в том, что при таком
способе достаточно тяжело добиться хорошего провара наплавляемого металла по
нижней поверхности из-за того, что жидкий металл постоянно стекает на неё.
Также тяжело избежать подреза на вертикальной плоскости. Такой дефект
в сварном шве получается из-за того, что жидкий металл постоянно стекает
с вертикальной поверхности. Учитывая эти факторы, сварку угловых швов наклонным
электродом применяют для выполнения небольших катетов, до 8мм.
Кроме этого, при сварке наклонным электродом затруднён провар корня шва. Из-за
этого, в односторонних швах, или двусторонних без разделки кромок, может получиться
непровар. Этот дефект, может послужить причиной
образования горячих трещин, или холодных
трещин при сварке.
Для исключения подобных дефектов, при сварке ответственных соединений толщиной
более 4мм, выполняют одностороннюю разделку, а при толщине более 12мм — двустороннюю
разделку кромок. Рекомендуемые режимы сварки угловых швов указаны в таблице:
| Тип сварного шва | Толщина металла, мм | Число слоёв (проходов) | Диаметр электрода, мм | Сила тока, А |
|
Односторонний тавровый или угловой шов со скосом кромок под углом 45° |
4 | 1 | 3-4 | 120-160 |
| 6 | 1 | 4-5 | 160-220 | |
| 8 | 1-2 | 4-5 | 160-220 | |
| 12 | 3-4 | 4-6 | 160-300 | |
| 20 | 6-8 | 4-6 | 160-300 | |
|
Односторонний тавровый или угловой шов с двумя симметричными кромками под углом 45° |
10 | 2-4 | 4-6 | 160-320 |
| 20 | 4-6 | 4-6 | 160-360 | |
| 40 | 8-16 | 4-6 | 160-360 | |
| 60 | 16-30 | 5-6 | 220-360 |
При сварке угловых многопроходных швов наклонными электродами, первый валик
наплавляют на горизонтальной поверхности. Этот валик будет помогать при выполнении
последующего валика, т.к. будет препятствовать стеканию жидкого металла из сварочной
ванны.
При сварке угловых швов электроду сообщают поперечные колебательные движения,
начиная с нижней поверхности, а затем переходить на вертикальную поверхность.
Об этом мы уже говорили на странице «Сварка
швов в нижнем положении». Необходимо выбрать оптимальную траекторию
движения электрода. При выборе правильной траектории риск возникновения непроваров
и других дефектов в сварном шве, существенно снижается.
Дополнительные материалы по теме:
|
Сущность |
Технология ручной дуговой сваркиСварка стыковых швовСварка вертикальных, горизонтальных и потолочных швов |
Форма и протяженность
 Форма шва может быть выпуклой, ровной (плоской). Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Форма шва может быть выпуклой, ровной (плоской). Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Вогнутые места сплавов хорошо выдерживают динамические нагрузки. Универсальностью характеризуются плоские швы, которые делают чаще всего.
По протяженности швы бывают сплошными, не имеющими интервалов между сплавленными соединениями. Иногда достаточно швов прерывистого типа.
Интересной промышленной разновидностью прерывистого шва является соединение, которое образует контактная шовная сварка. Делают ее на специальном оборудовании, оснащенном дисковыми вращающимися электродами.
Часто их называют роликами, а такой вид сварки – роликовой. На таком оборудовании можно выполнять также сплошные соединения. Полученный шов очень прочен, абсолютно герметичен. Способ используют в промышленных масштабах для изготовления труб, емкостей, герметичных модулей.
https://youtube.com/watch?v=z1m34-RYFb0
Вертикальный шов
Сварка вертикального шва может осуществляться двумя различными методами: сверху вниз и наоборот. Проще всего вертикальная сварка выполняется в случае работы снизу вверх. В данном варианте сварочная ванна поднимается дугой, формируемой электродами, и не опускается.
Формируя вертикальные швы снизу вверх без отрыва дуги, электроды необходимо перемещать в одном направлении без смещений по горизонтали. При этом должен соблюдаться наклон в 80-90 градусов. В таком случае шов получается почти плоским.
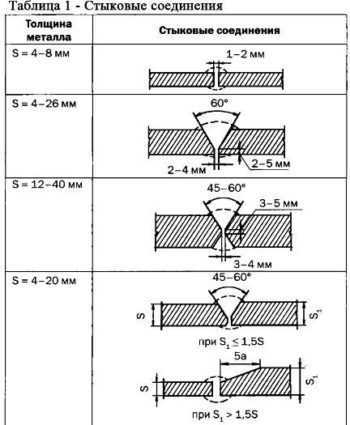 Таблица стыковых соединений.
Таблица стыковых соединений.
Чтобы понять, как варить вертикальный шов, следует четко представлять алгоритм последовательности действий:
- в первую очередь в нижней точке зажигается дуга;
- проводится подготовка горизонтальной поверхности, равной сечению шва;
- сварочная ванна удерживается дугой, контролируемой наклоном электрода.
В таком виде работы электроды должны перемещаться достаточно быстро. Важен полный контроль над процессом сваривания. В случае вытекания сварочной ванны с одного края, следует перейти к другому краю с одновременным движением вверх.
Осуществлять данный тип соединения можно и с отрывом дуги. Подобный вариант будет особенно удобен начинающим сварщикам. За время отрыва деталь успевает охладиться. Подобный способ позволяет даже опирать электрод на полочку сварного кратера.
Схема перемещения стержня аналогична движению без отрыва: из стороны в сторону, коротким валиком, петельками.
Стоит обратить внимание на влияние величины силы тока на шов. Чтобы правильно варить вертикальный шов, следует задавать ток на 5-10 ампер меньше рекомендованного значения, соответствующего выбранному электроду для вертикального шва и толщине изделия
Однако это утверждение не всегда справедливо, и в ряде случаев ток необходимо подбирать экспериментально
Чтобы правильно варить вертикальный шов, следует задавать ток на 5-10 ампер меньше рекомендованного значения, соответствующего выбранному электроду для вертикального шва и толщине изделия. Однако это утверждение не всегда справедливо, и в ряде случаев ток необходимо подбирать экспериментально.
Выполнять сварку сверху вниз не очень удобно. Этот вид работы предполагает высокий контроль сварной ванны. Тем не менее при должном профессионализме таким методом можно сформировать отличное соединение.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.