Мебельные конфирматы: размеры, сверла и отверстия под евровинт (еврошуруп)
Содержание:
Разметка мест сверления
Чтобы идеально скрепить две детали, необходимо максимально точно разметить места их креплений.
На детали, которая будет накладываться на торец (та, на которой будет сквозное отверстие), нужно сделать два замера – по длине (обычно 5-10 см) и от края – ровно 8 мм (это если толщина плиты 16 мм).
На детали, которая ложится перпендикулярно, точку сверления отмечаем на торце. Здесь нужно выдержать такое же расстояние по длине (5-10 см от начала), а по ширине – строго по центру (8 мм от края).
Разметку делать нужно максимально точно, особенно по длине, т.к. при неправильной разметке ваши детали при стыковании могут иметь лишние зазоры или выступы.
Лучше сделать сквозное отверстие в первой детали, приложить ее ко второй — и сразу же сверлом наметить место сверления в торце второй детали. А далее, отдельно уже , спокойно досверлить отверстие.
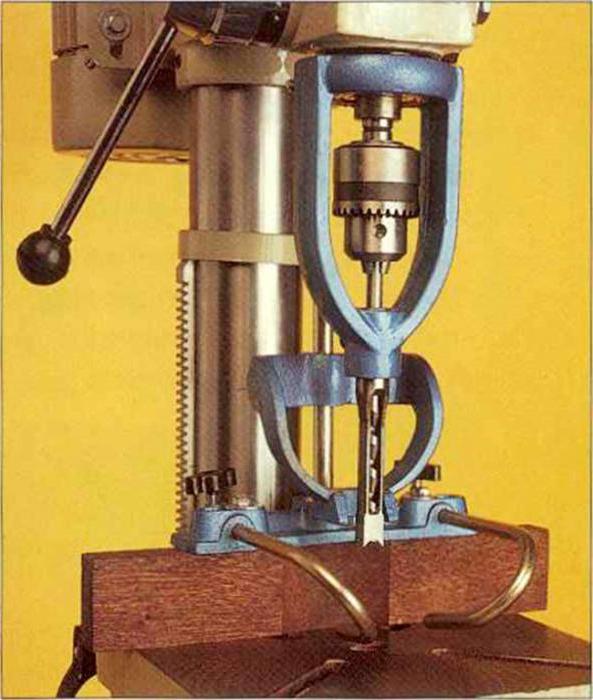
Правила сверления
 Одно из самых важных условий — отверстия необходимо высверливать строго перпендикулярно к поверхности заготовки. Особенно это актуально для углублений, выполняемых в торцах плит ЛДСП. В настоящее время используются панели ЛДСП, толщина которых составляет 16 мм. Поэтому при любом отклонении от вертикали можно просто испортить заготовку. Чтобы избежать этого, на практике пользуются несложным приспособлением — шаблоном, благодаря которому сверло всегда входит в деталь под углом 90 градусов.
Одно из самых важных условий — отверстия необходимо высверливать строго перпендикулярно к поверхности заготовки. Особенно это актуально для углублений, выполняемых в торцах плит ЛДСП. В настоящее время используются панели ЛДСП, толщина которых составляет 16 мм. Поэтому при любом отклонении от вертикали можно просто испортить заготовку. Чтобы избежать этого, на практике пользуются несложным приспособлением — шаблоном, благодаря которому сверло всегда входит в деталь под углом 90 градусов.
Если отверстие одновременно выполняется в двух сопряжённых деталях, то они должны быть надёжно зафиксированы, например, с помощью струбцин, чтобы избежать смещений. Под одиночную заготовку при сквозном сверлении необходимо подкладывать ненужный предмет из дерева или ДСП. Это уменьшит вероятность образования сколов на поверхности ЛДСП в месте выхода сверла.
И, наконец, недопустимо сверлить углубления под евровинты обычным сверлом. Если его диаметр будет соответствовать гладкой части конфирмата, то при его вкручивании не будет нарезаться резьба, и такое соединение ничего не удержит. Если же диаметр инструмента будет подобран под резьбу, при закручивании евровинта ЛДСП может лопнуть под давлением гладкой части крепления.
Сверло под мебельный евровинт
Для того чтобы сократить количество операций и ускорить сборку, разработано специальное сверло для конфирмата. Инструмент состоит из трёх частей. Первая предназначена для проходки части отверстия под резьбу. Вторая — для гладкой части евровинта. Третья — для зенковки конусовидного углубления под головку.
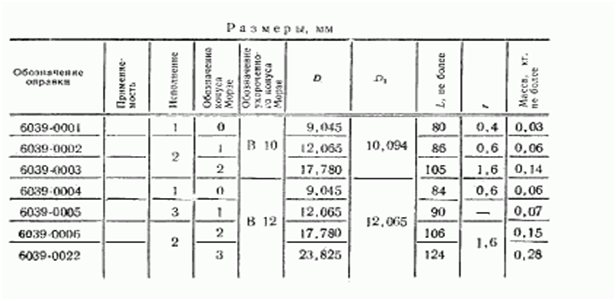
Диаметр сверла под конфирмат определяется по наиболее популярным размерам евровинтов.
Основные маркировки
Распространены свёрла следующих маркировок:
- HSS 5×50;
- HSS 6,3×50;
- HSS 7×50;
- HSS 7×70.
 HSS расшифровывается как «быстрорежущие инструментальные стали». Именно такие стали (отечественные марки Р18 и Р9М5 или зарубежный аналог — HSS4341) используются для производства свёрл.
HSS расшифровывается как «быстрорежущие инструментальные стали». Именно такие стали (отечественные марки Р18 и Р9М5 или зарубежный аналог — HSS4341) используются для производства свёрл.
Рассмотрим для примера наиболее часто используемый евровинт 7×50. Диаметр отверстия под резьбу для него равен 4,7 мм, для цилиндрической части — 6,7 мм. Соответствующие диаметры сверла — 4,5 и 6,5 мм либо 5 и 7 мм. Для точности центровки отверстия наконечник инструмента выполнен в виде пера. Сверло бывает как неразборным, так и составным, что позволяет производить точную подстройку размеров.
Производители устройств
Инструменты такого типа выпускаются как отечественными предприятиями, так и рядом зарубежных компаний. Какой производитель лучше? Наиболее дешёвыми являются свёрла, сделанные в КНР. Но китайские изготовители зачастую не соблюдают технологическую культуру. В частности, используют не быстрорежущие, а другие марки инструментальных сталей.
Необходимо учитывать, что подготовка отверстий для евровинтов выполняется высокооборотным инструментом и в больших объёмах. Это приводит к довольно сильному нагреву инструмента. Не предназначенная для этого сталь отпускается, её твёрдость снижается. В результате приходится прикладывать большие усилия при сверлении, что может привести к браку при подготовке отверстий.
Гораздо качественней инструменты производства американской компании DeWalt или швейцарской Archimedes. Однако стоимость их в 2−3 раза больше, чем отечественных, при вполне сопоставимом качестве. Поэтому в большинстве случаев вполне достаточно приобрести отечественное изделие, например, выпущенное Тульским инструментальным заводом.
Чем сверлить?
Зачастую домашним умельцам приходилось сталкиваться с ситуацией, когда использовать приходится то, что имеется в наличии.
Применение 3 сверл, отличающихся по диаметру
Этот метод сгодится для небольших по объему работ, поскольку предполагает большие временные затраты. Отверстие подготавливается в 3 этапа.
- Сверловка на всю длину конфирмата сквозь 2 детали. Диаметр режущего инструмента должен соответствовать аналогичному параметру тела евровинта, но без учета резьбы (об этом мы уже говорили). Это делается с целью, чтобы винтовая поверхность резьбы создавала в материале ответную резьбу.
- Рассверливание уже имеющегося отверстия под ровную часть крепежной детали, что должна сидеть плотно, но не чересчур, чтобы не разорвать материал. Расширение осуществляется сверлом, одинаковым по толщине с шейкой, при этом глубина должна соответствовать ее длине.
- Обработка отверстия для утапливания шляпки в материал. Это осуществляется посредством режущего инструмента большего диаметра. Специалисты советуют делать это зенкером, чтобы не было сколов.
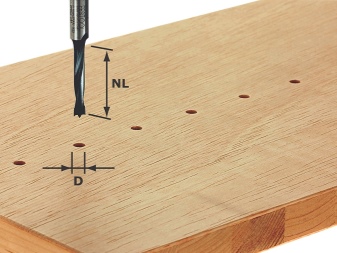

Специализированное сверло под евростяжку – 3 в 1
Работать со специализированным сверлом под евростяжку значительно легче, так как оно обладает особой ступенчатой конструкцией, и вся процедура проделывается за один проход.
К тому же конфирматное сверло имеет заход с заостренным концом, обеспечивающим точное вхождение режущего инструментария, и не допускает его ухода от центра в начале высверливания.


Конструктивные особенности сверл под конфирматы
Евровинты ставят, как на изделия из твердых пород древесины, так и на мебель из ЛДСП и ЛМДФ. В этих случаях, нагрузка на инструмент высокая. При выборе некачественных изделий происходит заметный износ режущей кромки. Нужно убедиться при покупке, что сверло под конфирмат имеет твердость 61−64 по Роквеллу. На упаковке уважающий себя производитель это значение указывает.
Если же сверло попало в руки мастера без информации об изделии, то нужно посмотреть на корпус изделия. Отечественные изготовители пишут марку стали. Лучшими считаются сверла из сплавов Р9М5 и Р18. Среди импортной продукции отличные эксплуатационные качества у из изделий из HSS 4341. Аббревиатура расшифровывается как High-Speed Steels, то есть, так же, как и Р9М5 и Р18 это быстрорежущая сталь.
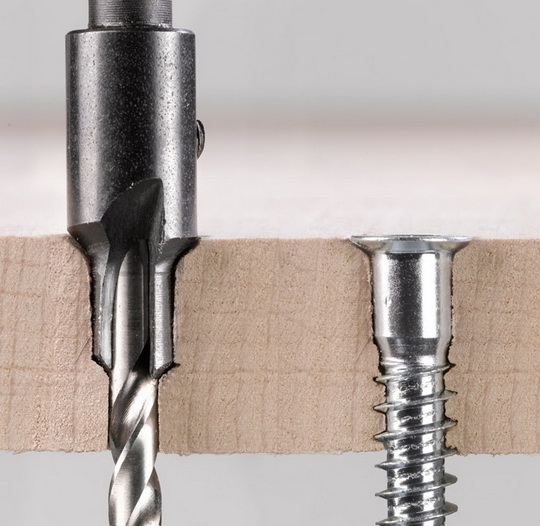
Наиболее удобно использовать готовое изделие, где точно подобран диаметр сверла под конфирмат и имеется дополнительная режущая кромка для головки, где нет резьба отсутствует, и создания фаски для шляпки. Конструкция повышает производительность работы в несколько раз.
Одним проходом выполняются три операции. Можно воспользоваться набором сверел нужного диметра. Однако для лучшей производительности из нужно доработать. Заводское приспособление имеет более острый угол заточки режущих граней. Это облегчает заход, делает его более точным.