Рейсмус электронный igaging, игольчатый, 150мм
Содержание:
Измерение и разметка заготовок штангенрейсмасом
Рас скажем о том, как проводятся измерение заготовок и их разметка при использовании ручного штангенрейсмаса.
Измерения
Измерения ручным штангенрейсмасом проводите в таком порядке.
-
Наденьте держатель для ножки на выступ рамки прибора.
-
Установите ножку в паз держателя. Закрепите ее стопорным винтом.
-
Поместите штангенрейсмас на контрольную эталонную плиту.
-
Удостоверьтесь в том, что прибор стоит ровно.
-
Придерживая основание инструмента левой рукой, переместите рамку вверх и зафиксируйте ножку выше заготовки.
-
Установите изделие под ножку штангенрейсмаса.
-
Опустите рамку до плотного контакта ножки с верхней поверхностью заготовки.
-
Зафиксируйте положение рамки при помощи еще одного стопорного винта.
-
Считайте показания.
Фотография №2: измерение высоты изделия штангенрейсмасом
Разметка
Чаще всего при помощи штангенрейсмасов наносят на заготовки параллельные горизонтальной эталонной плите линии. Для этого:
-
установите рамку на нужную высоту (правильность вы можете оценить по значениям на шкалах прибора);
-
зафиксируйте рамку при помощи стопорного винта;
-
установите в паз держателя чертилку с твердосплавным наконечником;
-
надежно закрепите ее при помощи стопорного винта;
-
разметочный штангенрейсмас и заготовку установите на измерительную плиту (чертилка должна с усилием касаться изделия);
-
для получения горизонтальной линии переместите прибор по плите, придерживая основание.
В результате на поверхности заготовки появится хорошо различимая линия на нужной высоте.
Фотография №3: разметка заготовки штангенрейсмасом
Для чего нужен рейсмус
Однозначно ответить на вопрос, что представляет собой рейсмус, сложно. С одной стороны, так называют незамысловатый вспомогательный инструмент, состоящий из пары-тройки деталей. С его помощью производят точную разметку линий, отверстий, месторасположения шипов, прорезей и т.д. на поверхности какой-либо заготовки. С другой стороны, рейсмусом является деревообрабатывающий станок, выполняющий корректировку толщины с одновременным выполнением чистовой обработки пиломатериала
Возможности оборудования позволяют сократить до минимума отходы производства, что важно и для предприятий, и для частных застройщиков
С немецкого «рейсмус» трактуется как «чертить размер». Ручной инструмент в полной мере соответствует подобному толкованию, так как с помощью именно этого прибора линии с чертежа попадают на заготовку. А вот детализированная разметка пиломатериала на станке относится уже к дополнительным функциям. Само оборудование имеет намного бо́льшие возможности, основной из которых считается заключительное выстругивание деревянных изделий по толщине после обработки их лицевой стороны на фуговальном станке.
Для чего применяется рейсмусовый станок?
Рейсмус предназначен для строгания плоскости деревянных деталей — клееных щитов, брусьев и досок для придания им необходимой толщины в соответствии с заданным размером.
Такая техника является одним из основных видов оборудования, как на деревообрабатывающих предприятиях, так и в домашних мастерских, можно сделать
Рейсмус позволяет равномерно прострогать заготовку по всей площади, в результате чего все обработанные детали имеют равную толщину.
Рейсмусовые станки также являются незаменимым оборудованием в строительстве, когда нужно обработать большое количество широких досок.
Наличие секционных подающих валов, входящих в конструкцию рейсмуса, позволяет загонять в станок заготовки разной толщины.
Некоторые виды бюджетных рейсмусов не позволяют строгать слишком тонкие детали, так как в процессе работы возникают вибрации. Это отрицательно сказывается на качестве обработки.
При помощи специальных приспособлений на рейсмусе можно обрабатывать даже клинообразные детали.
Эффективность работы станка зависит от мощности двигателя. Для домашней мастерской подойдет рейсмус с двигателем 2,2 кВт. Более мощную технику можно использовать для обработки твердых пород дерева: дуба, ясеня, груши, бука.
Для чего нужен рейсмусовый станок?
Основная функция этого станка — простругивание досок в размер по толщине. Пропуская доску через рейсмус и поочередно обрабатывая каждую ее пласть, вы получаете начисто обработанную заготовку с параллельными сторонами и одинаковой толщиной по всей длине.
Калибровка по толщине — это главная, но не единственная функция рейсмуса. Забегая вперед, отметим, что возможности рейсмуса можно использовать и для других операций: фугования кромок, калибровки досок по ширине и даже устранения некоторых видов коробления.
В русскоязычном лексиконе деревообработчиков название «рейсмус» используют для двух разных инструментов. У тех, кто только начинает знакомство с миром столярного ремесла, этот момент может вызывать путаницу. Поэтому не лишним будет напомнить, что «рейсмус» в контексте станка — это тот механизм, о котором мы сегодня говорим; а разметочный рейсмус — это ручной инструмент для нанесения разметки, параллельной прямым кромкам доски.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Сейчас покупают
Цикля прямоугольная ПЕТРОГРАДЪ, 150*50*0.8мм
Цикля прямоугольная ПЕТРОГРАДЪ, 150*50*0.8мм
Размер 50 х 150 х 0.8 мм. Материал — инструментальная сталь. Производство -Чехия
Подробнее
200p
Нож для грунтубеля малого Veritas Small Router Plane, прямой, 6мм (1/4′)
Нож для грунтубеля малого Veritas Small Router Plane, прямой, 6мм (1/4′)
Сменный нож для рубанка-грунтубеля Veritas 05p3850. Материал лезвия — высокоуглеродистая сталь. Ширина лезвия 6 мм. Производство Veritas (Канада). »
Подробнее
1 020p
Свёрла Форстнера, с волнообразной режущей кромкой WaveCutter, Fisch
Свёрла Форстнера, с волнообразной режущей кромкой WaveCutter, Fisch
Свёрла Форстнера диаметром — от 16мм до 70мм. Длина сверл — 90-160мм. Хвостовик диаметром 8мм, 10мм или 13мм, в зависимости от размера сверла. Специальные волнистые режущие кромки (Wave Cutter) работают как пила, позволяя легко получать ровные отверстия. Производство — Fisch (Австрия).
Для выбора сверла нужного диаметра кликните по названию товара.
Подробнее
от 1530p
Подробнее
Подробнее
Уведомить
Пила Z-saw Kataba RIP H-250, 250мм, деревянная рукоять, для продольного пиления
Пила Z-saw Kataba RIP H-250, 250мм, деревянная рукоять, для продольного пиления
Японская безобушковая пила для продольного распила древесины. Имеет переменный шаг зуба (2.2-3.4 мм) уменьшающийся к рукояти, что позволяет легко запиливаться и увеличивает эффективность пиления. Зубья направлены к рукояти, что позволяет получать ровный рез не требующей дополнительной обработки. Длина лезвия 250 мм, общая — 580 мм. Ширина лезвия 50 мм, толщина 0.5 мм (толщина пропила 0.6 мм). Отсутствие обушка позволяет работать по всей ширине ножовки, с высокой эффективностью без ограничений по глубине. Деревянная рукоять обернутая ротангом. Возможность смены лезвия. Произведено в Японии.
Подробнее
3 190p
Цикли фигурные Pax, 0.8мм, 4шт
Цикли фигурные Pax, 0.8мм, 4шт
Набор из 4-х фигурных циклей под маркой Pax. Предназначены для циклевания древесины. Цикля — один из самых простых инструментов, который творит чудеса. Выполнены из жесткой углеродистой стали (похожа на ту, что используется для ручных пил) толщиной 0.8 мм. В комплекте цикли: прямоугольная размером 127 х 53 мм, S-образная, выгнуто-вогнутая, двояковыгнутая. Производство Thomas Flinn & Co (Великобритания).
Подробнее
1 300p
Круги кожаные для станков Tormek, для заточки профильных резцов
Круги кожаные для станков Tormek, для заточки профильных резцов
2 кожаных круга для доводки полукруглых и V-образных резцов для заточных станков Tormek. Толщина круга 6 мм. Большой круг диаметром 120 мм имеет скругление радиусом 3 мм. Малый круг диаметром 90 мм имеет V-образный профиль 45 градусов. Устанавливается на вал со стороны штатного кожаного круга, без его демонтажа. Производство Tormek (Швеция).
Подробнее
4 250p
Устройство настройки геометрических форм,Tormek
Устройство настройки геометрических форм,Tormek
Предназначена для точной настройки углов заточки шпиндельных и полукруглых токарных резцов (bowl gouge, spindle gouge), заточки полукруглых и V-образных клюкарз и полуклюкарз при использованинасадки SVD-185и заточки косых стамесок и косых токарных резцов при использованиинасадки SVS-50. Производство Tormek (Швеция).
Подробнее
1 860p
Стойка для заточки свёрл, диаметр от 3мм до 19мм
Стойка для заточки свёрл, диаметр от 3мм до 19мм
Приспособление для заточки спиральных сверл диаметром — от 3мм до 19мм. Позволяет затачивать и перетачивать режущую кромку сверла в любой угол. На стойку нанесена шкала с фиксированными углами — 176°, 136°, 118°, 98° и CSК (для зенковок). Используется совместно с электрическим точилом.
Подробнее
3 590p
Стамески подрезные (длинные) Narex
Стамески подрезные (длинные) Narex
Стамески подрезные Narex. Длина полотна — 245мм, ширина 6мм, 13мм, 19мм, 25мм, 32мм. Полотно выполнено из хром-марганцевой высоколегированной стали и закалено до твердости 59HRc. Общая длина — 390мм. Эргономичная рукоять из древесины Граба, размер ручки — 145х37мм. Производство — Narex Bystrice (Чехия).
Для выбора стамески нужного размера кликните по названию товара.
Подробнее
от 1000p
Подробнее
Подробнее
Уведомить
Зажимы пружинные и клещи для рамок
Зажимы пружинные и клещи для рамок
Клещи для рамок. Длина клещей — 230мм, размер скоб — 130*70мм. Используются для зажима рамок при помощи пружинных скоб. В комплект входят клещи и 4 скобы для зажима планок толщиной 35-50мм. Очень эффективный инструмент для фиксации рамок. Также дополнительно можно приобрести скобы для зажима планок толщиной от 15 до 65мм.
Подробнее
от 500p
Подробнее
Подробнее
Уведомить
Фуговально-рейсмусовый станок
Представляет собой комбинированный агрегат, в котором органично сочетаются функции рейсмусового и фуговального станка. Его преимущество и заключается в этом функциональном объединении.
После первоначального распила и предварительной обработки досок они поступают для обработки рейсмусом и фугованием. Задача спаренного оборудования заключается в устранении всех неровностей. Станок состоит из рабочего стола, закрепленного со станиной. На станину подают заготовку, а для приема предназначен рабочий стол, между ними располагается ножевой вал с лезвиями.
Заготовка подается на станину и посредством автоматической или ручной подачи передвигается в сторону рабочего стола. При этом она вступает во взаимодействие с лезвиями ножей, которые вращаются и очищают плоскость детали. Отличие этого типа станка от фуговального оборудования заключается в возможности строгать на заданную глубину. Нож у рейсмусового оборудования располагается сверху, но некоторые модели предусматривают нахождение ножей на поверхности рабочего стола и под ним. Для высоты выставления лезвия служит линейка, располагающаяся на корпусе.
Фуговальный и одновременно рейсмусовый станок делает две операции одновременно, поэтому его применение оправдано в условиях промышленного производства больших масштабов. Его можно применять на стройке многоэтажек. Качественная обработка гарантирована, да и поступающий первичный пиломатериал может быть исправлен на месте без особых проблем.
Особенности работы и устройства
Если в работе будет только фуговальный или рейсмусовый агрегат, то достичь правильно обработанной поверхности не удастся:
- нижняя поверхность для обработки на рейсмусовом оборудовании должна быть выровнена, чего можно достичь предварительным фугованием;
- при необходимости можно обрабатывать две поверхности — одну фугованием, другую окончательно — рейсмусом;
- рейсмусовая и фуговальная одновременная обработка возможна только на станке с этими совмещенными функциями;
- рейсмусово-фуговальный станок отлично справляется с заготовками, на которых была проведена не очень качественная первоначальная обработка;
- ФРС состоит из двух частей, каждая из которых отвечает за определенные функции.
Рекомендации при выборе оборудования
На деревообрабатывающем рынке представлен большой ассортимент ФРС
При выборе достойного агрегата обращают внимание на такие параметры и характеристики:
- число ножей на рабочем валу;
- размеры и вес станка в комплекте;
- мощность двигателя;
- скорость передвижения заготовки в процессе обработки.
Виды станков
Станки представляют собой единую систему строгания и обработки рейсмусом. Мощный асинхронный двигатель защищен посредством ременной передачи от повышенных перегрузок и работает с пониженным выделением шума.
Если во время работы произошел сбой в электрическом питании, то повторное самопроизвольное включение невозможно из-за использования в конструкции магнитного пускателя. Для уменьшения трения поверхность станины и рабочего стола выполнены из шлифованного чугуна. Для удобства работы приемный стол и для подачи сделаны довольно длинными. Переключение со строгания на рейсмус и обратно происходит быстро, для каждого режима у патрубка есть два положения. Работа станка происходит без вибрации.
У станков с одновременным строганием и рейсмусовой обработкой есть неоспоримые преимущества и усовершенствования:
- выключатель выполнен в виде поворотного блока;
- при покрытии станины применяется порошковая окраска;
- долговечность станины и ее защита от коррозии обусловлена применяющимся материалом — чугуном;
- подачу можно отключить любое время;
- предусмотрена защита человека от древесной пыли;
- для удобства установки высоты предусмотрена удобная рукоятка;
- на некоторых моделях применяются ножи с двойными лезвиями.
Популярные модели
КРАТОН 01 ptwm оснащен жесткой станиной, предусмотрена автоматическая подача деталей, магнитный пускатель служит защитой от произвольного включения, встроенная турбина собирает отходы стружки и пыли, мощность двигателя — 1,6 кВт, предельный размер захвата — 2,5 мм, обороты составляют 8 тыс. в минуту.
STARK 1700 PWJ разработан немецкими конструкторами, модель отличается высокими качественными характеристиками. На валу расположено 2 ножа, ширина строгальной полосы составляет 203 мм, скорость движения детали — 6 м за минуту, мощность двигателя — 1,7 кВт, частота оборотов вала — 9 тыс. оборотов за минуту.
Виды фуговальных станков
Деревообрабатывающее оборудование постоянно совершенствуется. Вместо простеньких устройств с жесткой станиной и вращающимся валом все шире внедряются комбинируемые механизмы, способные выполнять несколько важнейших операций. Приобретая фуговальный станок по дереву для домашней мастерской, следует рассмотреть все приемлемые и оптимальные варианты:
- Фуговальный станок – только строгание деталей.
- Фуговально-рейсмусовый станок – строгание и калибровка заготовки на одном оборудовании.
- Станок фуговально-пильный (фуговально-циркулярный) – продольное и поперечное пиление досок, выборка пазов, фрезерование, строгание.
- Универсальные многооперационные станки – сверлильно-пазовые операции, фугование, пиление, рейсмусование.
Односторонний фуговальный станок
Данное оборудование обладает лишь одним рабочим валом, поэтому за один проход на нем осуществляется обработка только одной нижней плоскости. Односторонний фуганок – это преимущественно механизм с ручной подачей заготовки со скоростью строгания древесины до 10 м/мин. Такие деревообрабатывающие станки обслуживает один оператор, предназначены они для работы в небольших столярных мастерских. Вначале на односторонних фуганках проходят большую плоскость, а затем строгают боковую поверхность.
Двухсторонний фуговальный станок
Совмещение операций ускоряет деревообработку в разы. Двухсторонний станок для фугования разрешает строгать одновременно основную плоскость и смежную кромку, осуществлять выборку пазов. Важный плюс такого устройства – при деревообработке точно соблюдается угол между обработанными поверхностями по всей длине бруса. Данное оборудование оснащается автоматической подачей, его может обслуживать сразу два столяра. За пару проходов такой фуговальный станок разрешает получать полностью строганное с четырех сторон изделие.
Как работает рейсмус?
Из всех видов рейсмусов именно портативные модели снискали наибольшую популярность как оснащение для домашних мастерских.

Режущим инструментом рейсмуса выступает подвесной ножевой вал со сменными лезвиями. В отличие от фуганка при рейсмусовании не нужно управлять доской. Ее подают в рейсмус, где она прижимается двумя подающими валами; вращаясь, они протягивают деревянную заготовку через станок, в котором она обрабатывается режущими элементами. Рукояткой регулировки высоты строгания опускают ножевой вал, устанавливая толщину съема материала с доски за один проход. Передний (подающий) и задний (принимающий) столы обеспечивают нужное базирование заготовки, и поддерживают ее на входе и выходе из станка.
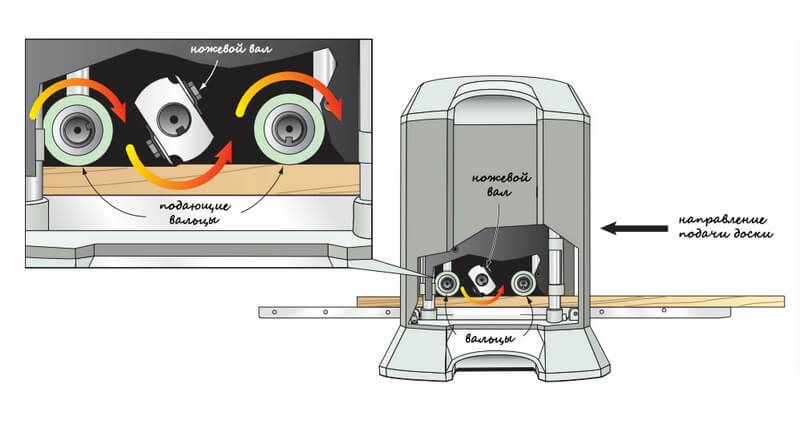
Подающие вальцы прижимают доску с большой силой. Проходя через рейсмус, заготовка даже с самым сильным короблением становится ровной. Ножевой вал обрабатывает плоскую поверхность, но на выходе материал принимает свою прежнюю форму. Доска становится тоньше, но изначальная покоробленность остается.
Именно поэтому перед рейсмусованием минимум одну пласть заготовки простругивают на фуговальном станке. Нижняя поверхность доски должна быть максимально ровной и не иметь зазоров со столом рейсмуса. В этом случае ножевой вал остругает верхнюю пласть строго параллельно нижней. Забегая вперед, отметим, что существуют приемы, которые позволяют выравнивать рейсмусом покоробленные доски. Об этих профессиональных хитростях мы поговорим ниже.