Чем отличается штангенциркуль от колумбуса?
Содержание:
- Как выбрать штангенциркуль
- Советы по выбору
- Простота и надежность штангенциркуля
- Модификации штангенциркулей, как правильно измерять
- Какие измерения можно выполнять с помощью штангенциркуля
- Компьютерная и бытовая техника, электроника и инструмент
- Схемы измерения деталей штангенциркулем.
- Как снять показания с помощью штангенциркуля
Как выбрать штангенциркуль
При выборе и покупке штангенциркуля следует учитывать, какие измерения с его помощью будут производиться, какая точность измерений нужна, и в каких условиях он будет эксплуатироваться.
Наиболее универсальным и простым в применении является инструмент ШЦ-I — механический, точный, надежный и удобный, он всегда готов к работе, позволяет измерять величины вплоть до 300 мм и более, и при этом имеет доступную цену. Если во главу угла ставится удобство работы с инструментом, то отличным выбором может стать покупка циферблатного или электронного штангенциркуля типа I.
Штангенциркули типа II и III — это уже более специализированные инструменты, которые практически не нужны в быту, но незаменимы в других областях. Так, для измерения и выполнения разметки без применения другого инструмента подойдут штангенциркули типа II, а для работы только с плоскими или цилиндрическими деталями лучшим решением станет инструмент типа III. А в тех ситуациях, когда приходится работать по деталям из твердых марок сталей или с абразивными поверхностями, то следует отдать предпочтение штангенциркулю типа Т-1.
Для бытовых нужд достаточно штангенциркуля со значением отсчета 0,1 мм, для профессионального применения лучше использовать инструменты со значением отсчета 0,05, 0,02 или даже 0,01 мм. Однако следует учитывать, что электронные штангенциркули с отсчетом 0,01 мм имеют меньшую точность, чем циферблатные с отсчетом 0,02 и 0,05 мм, поэтому последние хотя и имеют больший отсчет, но в ряде случае обеспечивают лучшую точность измерений.
Что касается диапазона измерений и погрешности, то здесь есть масса вариантов. Для большинства ситуаций достаточно штангенциркуля с диапазоном измерения до 250 или 300 мм, хотя в случае постоянной работы с небольшими изделиями лучше выбрать инструмент с диапазоном измерения до 150 или даже до 125 мм — такой штангенциркуль дает меньшую погрешность и более удобен в работе.
Наконец, необходимо обращать внимание не только на характеристики штангенциркулей, но и на их маркировку, качество и соответствие ГОСТ. Наилучшую точность и надежность измерений обеспечивают инструменты, изготовленные в соответствии со стандартом, на них присутствует соответствующая маркировка
«Безымянные» штангенциркули могут стоить в разы дешевле, но с их помощью нельзя добиться высокой точности измерений, поэтому эта экономия в будущем выльется в новые затраты.
При верном подборе штангенциркуля вы получите надежный инструмент, который позволит решать самый широкий круг задач в различных сферах.
Советы по выбору
Приобретение любого измерительного инструмента – дело очень важное и ответственное, поэтому к его выбору нужно подходить с особой тщательностью
Первое, на что нужно обратить внимание при покупке прибора – это класс точности и условия, в которых инструмент предполагается использовать

При покупке штангенциркуля, предназначенного для тонких ювелирных работ, лучше остановиться на коротких миниатюрных образцах длиной 12-15 см. Ими гораздо удобнее выполнять замеры небольших предметов, не боясь повредить их поверхности.
Если же на первом месте стоит удобство выполняемых работ, а также скорость измерений, то лучше остановить свой выбор на электронно-цифровой или циферблатно-стрелочной модели. Что касается класса точности, то для бытового применения вполне достаточно прибора с отсчётом 0.1 мм, а для профессиональных образцов требуется куда более высокая точность: шкала отсчёта на таких приборах должна иметь шаг 0.05, 0.02 и даже 0.01 мм.

Следующим важным критерием станет выбор производителя. Специалисты рекомендуют приобретать продукцию известных торговых марок, что будет выступать гарантом надёжности, точности и высокого качества измерительных приборов. Если замеры планируется производить в сложных внешних условиях, лучше приобрести прибор, на котором шкала будет выгравирована на металле, а не нарисована краской. Лучшими профессиональными моделями считаются немецкие, японские и швейцарские образцы, которые в принципе не могут быть дешёвыми. Зато такой штангенциркуль прослужит не один десяток лет и достанется в наследство внукам.
Во время покупки следует проверить наличие сопроводительной документации с указанием класса точности и марки стали, а также убедиться в отсутствии люфта между неподвижными и подвижными частями. Кроме того, нулевые отметки обеих шкал при плотно сведённых губках должны обязательно совпадать. В случае некорректной работы инструмента, слишком тугого или, напротив, лёгкого хода измерительной рамки и губок, а также при наличии дефектов и повреждений от покупки прибора следует отказаться.
Как пользоваться штангенциркулем, смотрите далее.
Простота и надежность штангенциркуля
Прежде чем приступить к подробному рассмотрению устройства штангенциркуля и работе с ним, следует отметить несколько важных и общих для различных видов измерительного инструмента требований. Это поможет более точно определить место и область использования штангенциркуля в системе измерений:
- Погрешность измерительного инструмента составляет примерно половину цены деления его шкалы.
- Допуск на измеряемую величину определяет выбор измерительного инструмента.
- Наибольшая цена деления измерительного инструмента должна быть примерно в 3 раза меньше допуска.
Стандартными для наиболее распространенных типов инструмента ШЦ-I и ШЦ-II установлены цены деления 0,1 и 0,05 мм. Следовательно, если изготовление детали включает контрольную операцию, этими штангенциркулями можно контролировать размеры с допуском не менее 0,3 и 0,15 мм соответственно.
Устройство и виды
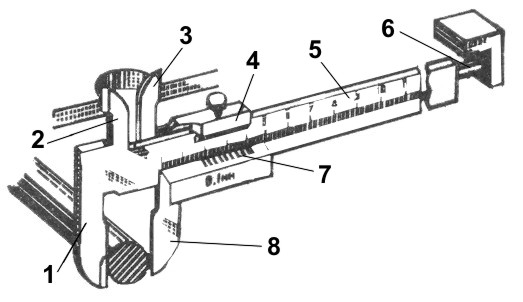
Инструмент состоит из следующих основных частей:
- Штанга с односторонними или двусторонними губками и нанесенной основной шкалой с ценой деления 1 мм. Обе конструкции предназначены для измерения и наружных, и внутренних размеров деталей. Губки, как правило, изготовлены из твердосплавного материала.
- Передвигаемая по штанге каретка с ответным губками и нониусной шкалой. К каретке может быть прикреплен стержень глубиномера.
Наиболее распространенными являются штангенциркули типа ШЦ-I и ШЦ-II с интервалом измерений 0−150 и 0−250 мм соответственно. Модель ШЦ-III предназначена для измерения деталей с размерами до 500 мм, вылет губок составляет до 300 мм. По типу снятия показаний различают механические, индикаторные и цифровые штангенциркули.
Шкала штанги позволяет определить целую часть измеряемого размера. Измерение дробной части и ее точность определяется наличием и ценой деления нониусной шкалы.
Работа со шкалой
Нулевому размеру соответствуют совмещенные деления 0 обеих шкал. Значению 10 нониусной шкалы соответствует значение 39 основной шкалы, при этом она включает в себя 20 делений.
Деление 10 нониуса соответствует значению 39 основной, можно сказать, что она смещена влево на 1,00 мм от деления 40. По правилам геометрической пропорции риска 9,5 нониуса смещена на 0,95 мм от риски 38, далее соответственно и пропорционально: риска 9,0 — на 0,90 мм от риски 36, средняя риска 5,0 нониуса сдвинута влево 0,5 мм от риски 20, и, наконец, деление 0,5 сдвинуто влево на 0,05 мм от деления 2.
При сдвиге каретки вправо в диапазоне от 0 до 1 мм на долю 0,05 мм риски обеих шкал будут последовательно совмещаться: если зазор между губками 0,05 мм — риска 0,05 совпадает с риской 2 мм, зазор 0,10 мм — 1,00 нониуса совмещается с риской 4 мм основной, зазор 1,00 мм — 10 нониуса совмещается с риской 40.
Например, нужно измерить несколько проволочек диаметром до 1 мм. Диаметр проволоки 0,05 мм, если деление 0,05 нониуса наиболее точно совпало с одним из делений основной шкалы. Если риски 0 и 10 нониусной шкалы точно совпали с рисками основной шкалы — проволока имеет диаметр 1,00 мм.
Модификации штангенциркулей, как правильно измерять

По способу снятия показаний, существуют следующие разновидности инструмента:
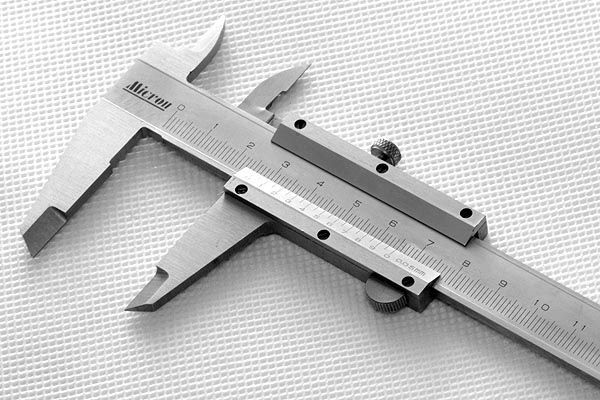
Штангенциркуль с нониусом
Нониусом называется дополнительная шкала, перемещение которой вдоль основной, увеличивает точность измерения до 0,05 мм (поз. 7).

Все измерения происходят механическим способом. Оператор согласно инструкции и класса точности, вычисляет показания, совмещая основную шкалу и разметку нониуса. Пример для снятия показаний штангенциркулем с классом точности 0,1 мм.
Единицы миллиметров определяем до нулевой отметки шкалы нониуса. Затем находим совмещение ближайшей к началу шкалы миллиметровой отметки и риски на вспомогательной шкале.
Пример для снятия показаний прибора с классом точности 0,05 мм.
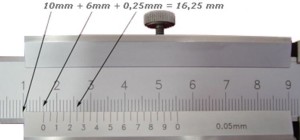
Единицы миллиметров считываются так же, как в предыдущем примере. После запятой в расстоянии будет двузначное число (сотые доли миллиметра с точностью 0,05).
Для более точного позиционирования, подвижную измерительную рамку часто оснащают подстроечным винтом. Это позволяет плавно подводить губки к измеряемой детали. Особенно актуально такое дополнение при измерении мягких предметов.
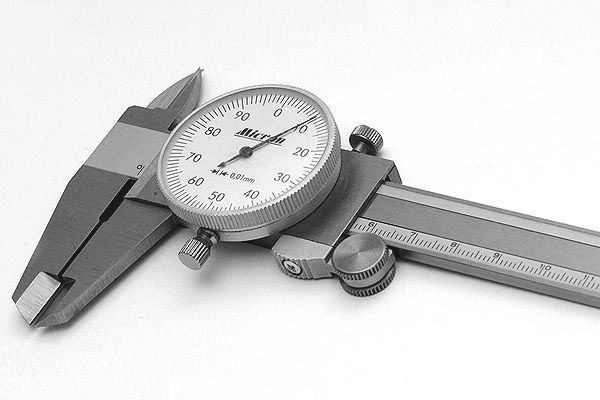
Штангенциркуль с круговой шкалой
Так же, как и нонинус – относится к механическим измерительным инструментам.

Такой инструмент облегчает считывание значений, что существенно экономит время. Нет необходимости совмещения рисок и вычисления истинного значения. Измерение штангенциркулем с круговой шкалой, доступно для работы с точными инструментами людям со слабым зрением.
Значение целых миллиметров, по прежнему считываются с основной линейной шкалы. А вот десятые (или сотые доли) – отображаются на стрелочном приборе.
Технически инструмент не очень сложный, что благоприятно сказывается на его стоимости. По штанге перемещается ролик, связанный со стрелкой. Механизм имеет возможность фиксации стрелки, для сохранения значения после проведения измерения.
Цифровая индикация
Измерение производится механическим путем, а вот считывание информации – представлено в цифровом виде.

Вместо подвижной измерительной рамки, по штанге перемещается корпус с электронным модулем. Все перемещения, с точностью, указанной в спецификации – отображаются на жидкокристаллическом дисплее.
Одна деталь принимается за эталон, затем производится обнуление штангенциркуля. Вторая деталь измеряется относительно эталона.
Считывание показаний в реальном времени, моментальное восприятие. Пожалуй, самый удобный вариант исполнения. Более продвинутые (и соответственно дорогие) модели, оснащены памятью последнего результата измерения.
Приборная погрешность не зависит от способа представления информации. Если пара «колесико-штанга» имеют точное сочленение, и качественно изготовлены – можно не беспокоится за точность. Высокая погрешность может быть у дешевых китайских подделок. Если изделие произведено на профильном заводе – смело пользуйтесь.
Какие измерения можно выполнять с помощью штангенциркуля
Измерение штангенциркулем

При разметке и обработке деталей широко используется контрольно-измерительный инструмент. С простейшим из них — измерительной линейкой вы уже знакомы. Она позволяет определить размеры деталей с точностью до 1 мм. Для измерения с большей точностью (до 0,1 мм) применяют штангенциркуль. Это универсальный измерительный инструмент. С его помощью можно измерять наружные и внутренние размеры деталей и глубину отверстия.
В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка». Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой. В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР фирмой «Маузер»
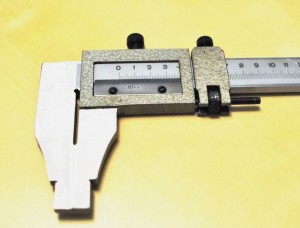
Штангенциркули бывают разных видов, они отличаются пределами и точностью измерения. На рисунке справа показан штангенциркуль ШЦ-1. Он состоит из штанги с неподвижными губками 1 и 2, по которой перемещается рамка 4 с подвижными губками 3 и 8. Рамку можно закреплять в нужном положении стопорным винтом. На штанге 5 нанесены деления, которые образуют миллиметровую шкалу. Цена ее деления—1 мм. Длина миллиметровой шкалы — 150 мм.
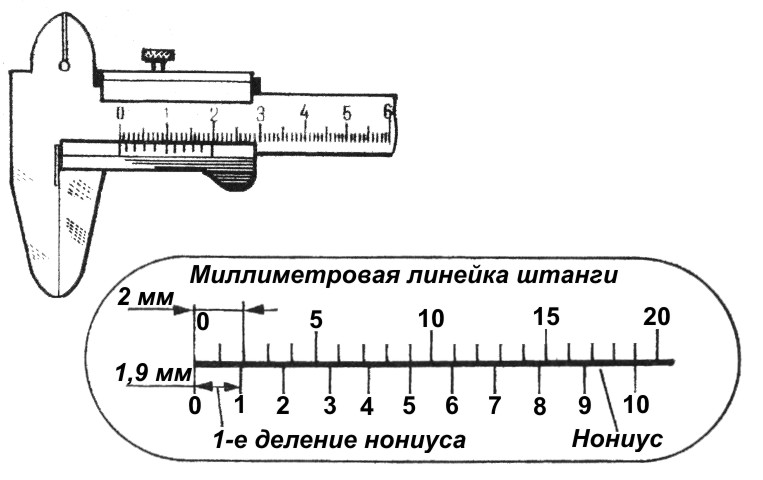
На подвижных губках нанесена вспомогательная шкала, называемая нониусом (рис. слева). Она разделена на 10 равных частей, а вся длина нониусной шкалы составляет 19 мм. Значит, длина каждой части равна 1,9 мм. Эта величина является ценой деления нониуса.
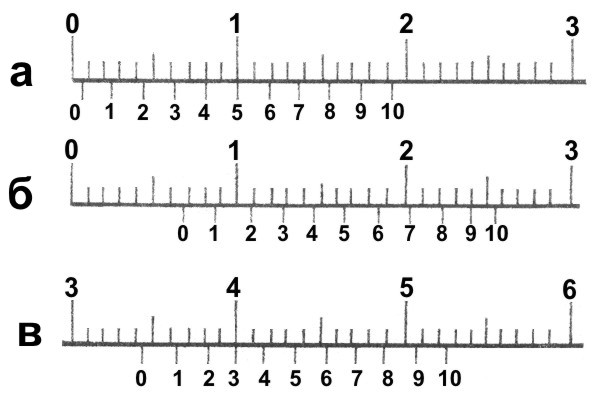
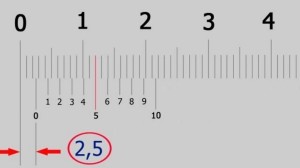
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале до нулевого штриха нониуса, а десятые доли миллиметра — по шкале нониуса начиная от нулевой отметки до той риски, которая совпадает с какой-либо риской миллиметровой шкалы (рис. справа). На рисунке показаны положение шкал штангенциркуля при отсчёте размеров: а – 0,5 мм; б – 6,9 мм; в – 34,3 мм.
Перед началом измерений штангенциркулем надо осмотреть его и проверить на точность. Для этого надо совместить губки инструмента. При этом нулевые риски обеих шкал должны совпасть. Одновременно должен совместиться десятый штрих нониуса с девятнадцатым штрихом миллиметровой шкалы.
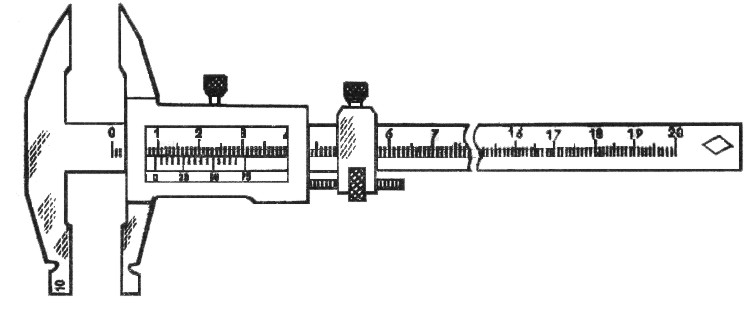
Штангенциркуль ШЦ-II (см. рис. слева) можно применять не только для измерения, но и для разметки. С его помощью наносят прямые риски от строго прямолинейных базовых кромок или поверхностей заготовок, делают засечки, проводят окружности.
Штангенциркуль является дорогостоящим и точным инструментом, поэтому бережное обращение с ним должно быть основным правилом работы. Перед началом работы штангенциркуль протирают чистой мягкой тканью, удалив смазку и пыль (особенно тщательно очищают измерительные поверхности). Нельзя очищать инструмент шлифовальной шкуркой или ножом. Измерять можно только чистые и сухие плоскости деталей, без задиров, заусенцев, стружки и царапин. Инструмент нельзя класть на нагревательные приборы и держать на солнце. Измерение следует выполнять чистыми и сухими руками.
Измеряя деталь, нельзя допускать перекоса губок штангенциркуля
Положение их обязательно фиксируется стопорным винтом.Читая показания штангенциркуля, надо держать его прямо перед глазами.Губки штангенциркуля имеют острые концы, поэтому при пользовании им соблюдайте осторожность.Штангенциркуль должен лежать на рабочем месте так, чтобы им было удобно пользоваться. На него не должны попадать стружки, опилки.После работы штангенциркуль надо протереть чистой ветошью
Ниже вы можете проверить свои умения пользования штангенциркулем.
1.Выбираете заготовку
2.Находите на шкалах штангенциркуля(справа) размер.
3.Вписываете в прямоугольник внизу полученное значение и получаете оценку вашего ответа
ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее, чем чтение отсчёта по нониусу.
ШЦЦ — с цифровой индикацией (электронный) может измерять с точностью до сотых долей миллиметра.
Компьютерная и бытовая техника, электроника и инструмент
Не мог удержаться, чтобы не создать тему. Узнал я наконец-то, почему. Прошло-то всего ничего, как спрашивал тут — http://forum.dwg.ru/showthread.php?t=10353.Оказывается, в молодой стране Советов покупали меритель фирмы «Columbus». Надо, думаю, дополнить, что другое название «маузер» тоже по фирме-производителю, а не по форме инструмента. В военной отрасли и авиастроении нужно было использовать штангели повышенной точности, которые изготавливала немецкая фирма «Mauser».
PS Информация с другого форума, но и в вики тоже появилась статья с этим упоминанием. Штангенциркуль (см. «интересные факты»)
Сообщение от Laborant: Ни разу про Колумбик не слышал.
Видно у вас только на повышенной точности и работали Я это слово на первый или второй же день работы после ВУЗа услышал. Потом спрашивал у всех возможных знакомых. Слово знали все, а вот происхождение никто.
Впервые такой термин здесь узнал. На всех заводах, где я с ним сталкивался, он был либо «штангель», либо «маузер», «колумбиком» его никто не называл, и мне, за более чем 30 лет, не попадался этот термин ни разу. Впрочем я все время в авиастроении работал, а там поставщик этого штангенциркуля был «Mauser», — этот же измерительный инструмент, но повышенного качества.
Хотя аналогия напрашивается с термином «шведик«, ибо так называли разводной ключ по простой причине, первые разводные ключи, прибыли из Швеции. Так и с колумбиком, вероятно, те кто это термин придумали получили эти штангенциркули от фирмы «Columbus»
Сообщение от T-Yoke: «колумбиком» его никто не называл,
«Колумбус»- слышал много раз, «колумбик» — в этой теме впервые слышу
Сообщение от Laborant: Маузер да, мастер в УПК так его назвал однажды.
Сообщение от Солидворкер: «Колумбус»- слышал много раз, «колумбик» — в этой теме впервые слышу
Особенности местных диалектов, получается. Я вот не слышал ни от кого «колумбус».
Сообщение от : Особенности местных диалектов, получается.
Мои наставники «колумбиком» называли только одну деталь штангенциркуля, шток для измерения глубины отверстий. Ведь есть штангенциркули и без него.
Сообщение от Bull: Особенности местных диалектов, получается. Я вот не слышал ни от кого «колумбус».
Слышал все два названия — и «колумбик» и «маузер». Причём «маузер» на ВПК, «колумбик» в «энергетике». «Колумбус» не слыхал ни разу.
Сообщение от kp+: Мои наставники «колумбиком» называли только одну деталь штангенциркуля, шток для измерения глубины отверстий. Ведь есть штангенциркули и без него.
У нас тоже колумбиком называют такой штангель со штоком.
Сообщение от pan: У нас тоже колумбиком называют такой штангель со штоком.
Сообщение от Serge Krasnikov: Т.е. мой уже будет называться Колумбом
Не-а. Колумбик — сам шток. Остальное штанген.
Сообщение от Бахил: Не-а. Колумбик — сам шток. Остальное штанген.
Сообщение от Бахил: Так у тебя ещё и типа «Маузер».
Сообщение от tankist: С чем тогда ассоциятия такого штангеля?
Сообщение от tankist: С чем тогда ассоциация такого штангеля?
Схемы измерения деталей штангенциркулем.
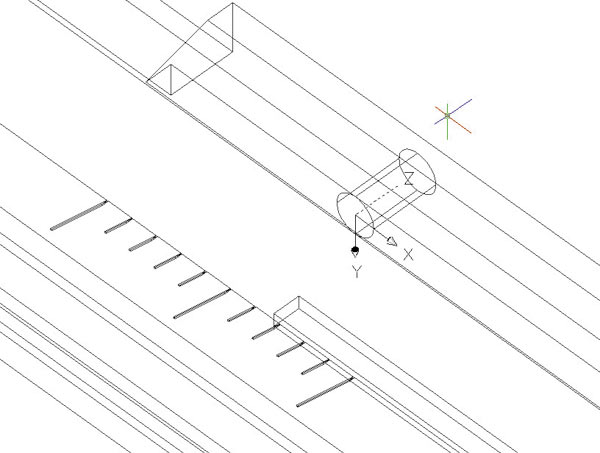
При контроле деталей необходимо правильно держать штангенциркуль для получения наиболее точных результатов. И от того на сколько вы овладеете данным искусством будет зависеть как вы будете измерять детали и получать достоверные данные о качестве получаемой заготовки. Мы рассмотрим четыре наиболее часто применяемые схемы измерения деталей штангенциркулем. На самом деле их намного больше но это как говорится классика жанра.
1. Измерение валов штангенциркулем.
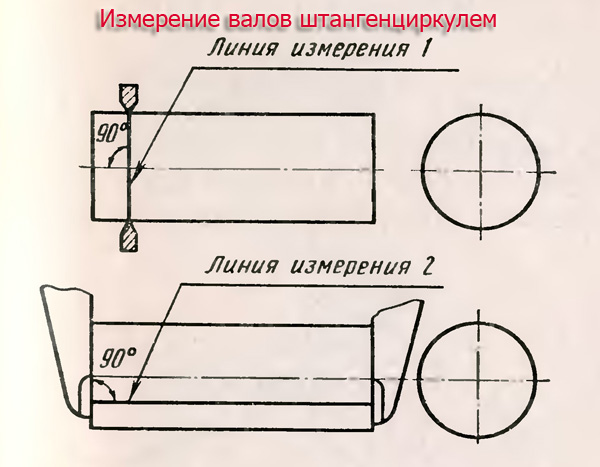
И так как мы видим из предоставленной схемы мы видим, что при помощи штангенциркуля можно измерять наружный диаметр вала и его общую длину.Сразу поясню, линия измерения это прямая между двумя точками касания измеряемой заготовки с губками колумбика. Когда проводите измерение деталей штангенциркулем сконцентрируйтесь и будьте внимательны.
Линия измерения 1 — показывает как необходимо установить штангенциркуль для корректного измерения диаметра вала. То есть линия измерения должна быть перпендикулярна оси измеряемого вала. Хотя в принципе если вы все делаете аккуратно то все получится без особых усилий.
Линия измерения 2 — при таком виде контролируется длина вала. Линия измерения параллельна оси заготовки но в тоже время перпендикулярна губкам штангенциркуля.
2. Измерение внутреннего отверстия штангенциркулем.
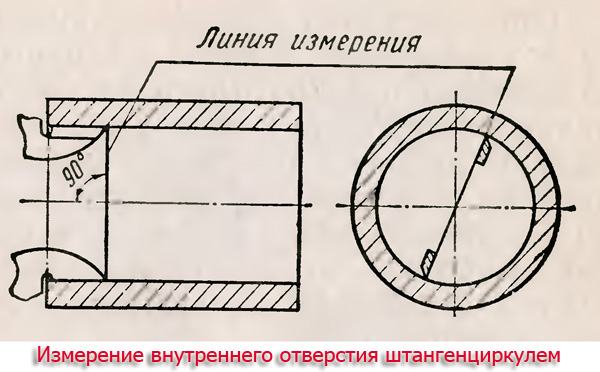
При таком измерении губки штангенциркуля (специально для этого предназначенные) вставляются в отверстия таким образом, чтобы линия измерения проходила через центр отверстия и в тоже время была перпендикулярна его оси. Вроде ясно, а то как то круто загнул .
3. Измерение деталей штангенциркулем, внутренних прямолинейных поверхностей.
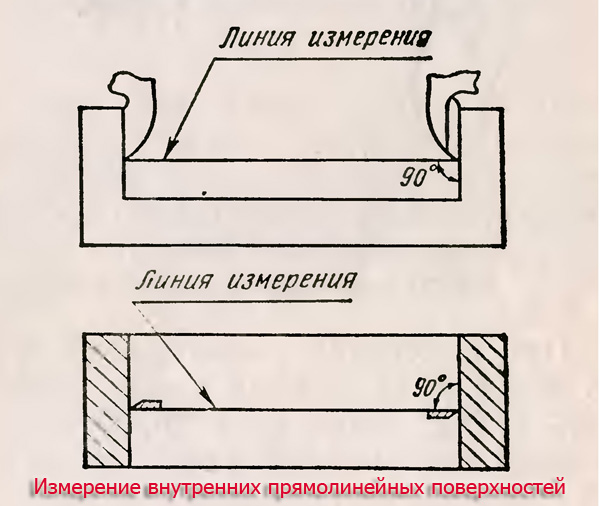
При измерение внутренних прямолинейных поверхностей необходимо вставить губки колумбика таким образом, чтобы угол между линией измерения и поверхностью заготовки был равен 90 градусов. Если же вы при измерении будете держать колумбик с перекосом, то не получите достоверных результатов. По этому я рекомендую проводить измерения несколько раз, дабы исключить возможные ошибки.
4.Измерение глубины линейкой глубиномера штангенциркуля.

При таком измерении необходимо установить ваш штангенциркуль таким образом, чтобы линейка глубиномера была строго перпендикулярна двум поверхностям между которыми измеряется расстояние. Можно сказать, что для измерения глубины различных деталей штангенциркуль подходит не совсем идеально и есть другие приборы более точные.
Подробная видео инструкция как пользоваться штангенциркулем (Советую к просмотру) :
Пожалуй на сегодня хватит информации :). Подытожим сегодня мы с вами поговорили про измерение деталей штангенциркулем в условиях производства и я надеюсь, что моя статья поможет вам в самообразовании и вы поняли, что проводить измерение деталей штангенциркулем не так уж и сложно. Ожидайте новых постов. ПОКА ДРУЗЬЯ.
Как снять показания с помощью штангенциркуля
Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
В процессе измерения учтите следующие рекомендации:
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
- Определите целое число миллиметров по основной шкале.
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.
- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.