Нониус
Содержание:
- Считывание результатов
- На что обратить внимание при покупке штангенциркуля:
- Порядок работы и техническое обслуживание.
- «Электронная гравировка» — создание выдавленных надписей
- Технология
- § 17. Измерение размеров деталей с помощью штангенциркуля
- Проверка, настройка и использование индикаторных и микрометрических нутромеров
- Что такое штангенциркуль и для чего он нужен?
- Устройство штангенциркуля
- Микрометричный глубиномер
- Схемы измерения деталей штангенциркулем.
- Основные разновидности
- Виды штангенциркулей
- Практические примеры
- Порядок проведения измерений, проверка исправности
Считывание результатов
Считать показания результатов, которые получены с помощью штангенциркуля, несложно. На неподвижной рамке (штанге), где расположена основная шкала, определяют целое число (мм). Нониусная шкала показывает сотые доли миллиметра. Нужно найти штрих нониусной шкалы на используемом штангенциркуле, совпавший с определённой цифрой на главной шкале. Этот показатель и будет являться значением размера детали в миллиметрах.
По нониусной шкале
Бывает, что при измерениях достаточно целого показателя. Если же требуется установить значение более точно, то нужно осмотреть нониусную шкалу. А на ней необходимо найти точку совпадения двух рисок. Цифра нониусной шкалы будет означать десятое значение. Сложив её с целым числом, пользователь получит точное значение размера детали.
По часовому индикатору
При использовании циферблатного штангенциркуля также целое число в миллиметрах можно увидеть на главной шкале. Как и на аналоговом устройстве оно определяется совпадением рисок на обеих шкалах. Цифра же, представленная на циферблате, показывает значение от 0,01 до 0,99 мм, это зависит от цены деления шкалы. Стрелочный или циферблатный штангенциркуль — более точное устройство, чем механический (аналоговый). Пользоваться им следует при необходимости получения идеально точных данных.
По цифровому табло
Высокоточные (до сотых долей миллиметров) показания результатов, полученных при работе с цифровым штангенциркулем, представлены на жидкокристаллическом дисплее табло. Необходимо при этом помнить, что на нём имеются разные режимы, показывающие результаты измерения как в миллиметрах, так и в дюймах. Такие приборы также оснащены нониусной шкалой. Ею можно пользоваться, если, к примеру, разрядится аккумулятор.
На что обратить внимание при покупке штангенциркуля:
Часто штангенциркули оснащены другими функциями, которые могут вам помочь
Поэтому обратите внимание на них прежде чем покупать прибор
Ползунок, фиксирующий винт для записи измерений
Иногда вам будет трудно прочитать результаты измерений при удерживании объектов. В такие моменты будет легче освободить объект от прогона, чтобы результаты измерений было легче читать. С помощью фиксирующего винта ползунка вам будет легче удерживать ползунок в движении, даже если он отсоединен от объекта. Функция удержания на цифровых суппортах также играет роль стопорных винтов на аналоговых и циферблатах.
Отрегулируйте ползунок одной рукой с помощью ролика большого пальца
Иногда вам трудно измерить объект, потому что вы должны двигать ползунок двумя руками. Для этого ищите прибор с функцией большого пальца ролика. Палец ролика — это винт для медленной регулировки ползунка . Вы можете легко настроить слайдер одной рукой, не отпуская объект другой рукой.
Учитывайте качество вашего продукта и бюджет
Чтобы убедиться, что вы выбираете продукты с высокой точностью, мы рекомендуем выбирать бренд с надежной репутацией.
Одним из известных брендов является бренд из Японии: Mitutoyo. Mitutoyo часто называют лучшим производителем штангенциркулей в мире. У этой марки есть слайдер, который легко перемещать. Их продукты часто используются профессионалами в своих областях. Естественно цена такого прибора будет дороже, чем приборы других производителей. Если у вас есть соответствующий бюджет , мы рекомендуем сначала рассмотреть этот бренд.
Многие пользователи также говорят, что другие бренды обладают достаточными возможностями для повседневного непрофессионального измерения. Поэтому выберите продукт, который лучше всего подходит для вашего использования.
Порядок работы и техническое обслуживание.
8.1. В процессе работы и по окончании ее протирать штангенциркуль салфеткой, смоченной в водно-щелочном растворе СОЖ, а затем насухо чистой салфеткой.
8.2. По окончании работы нанести на поверхности штангенциркуля тонкий слой любого технического масла и поместить в футляр.
8.3. В процессе эксплуатации не допускать грубых ударов или падения во избежание изгибов штанги и других повреждений, царапин на измерительных поверхностях, трения измерительных поверхностей об контролируемую деталь.
8.4. В процессе эксплуатации следить за состоянием элемента питания. При снижении напряжения в системе питания электронного блока, он автоматически укажет на недопустимое снижение напря-жения питания на дисплее штангенциркуля.
«Электронная гравировка» — создание выдавленных надписей
Это один из наиболее ответственных этапов работы. Если она выполняется впервые, то неплохо бы создать новый файл, скопировав туда готовую штангу, и потренироваться.
Создание делений
Располагаем рабочую плоскость на плоскости штанги. Начало координат совмещаем с предполагаемым расположением будущей цифры «0». Проводим базовый отрезок длиной 5 мм перпендикулярно нижнему ребру. При помощи команды Смещение проводим параллельные отрезки по обе стороны от базового на расстоянии 0,05 мм. Соединяем их концы, удалив базовый отрезок. Делаем область из полученного контура и выдавливаем его вниз на расстояние 0,1 мм. Полученный параллелепипед — заготовка для всех делений штангенциркуля. Далее создаем обычный двумерный массив с количеством строк 1, количеством столбцов 0. Расстояние между столбцами (будьте внимательны!) — 1 мм. Число элементов массива — 165. У каждого пятого параллелепипеда выдавливаем верхнюю грань на 1 мм — это основные деления: целые цифры и половинные доли. Есть возможность автоматизировать эту процедуру, но для единичного образца подобный способ построения не слишком утомителен, а самое главное — гарантирует абсолютную точность и отсутствие ошибок. Вполне возможно, что глубина в 0,1 мм избыточна, но при повторе этот недостаток легко исправить. Далее вычитаем из 3D-тела «штанга» 165 вспомогательных параллелепипедов. Вы должны получить результат, изображенный на рис. 8.
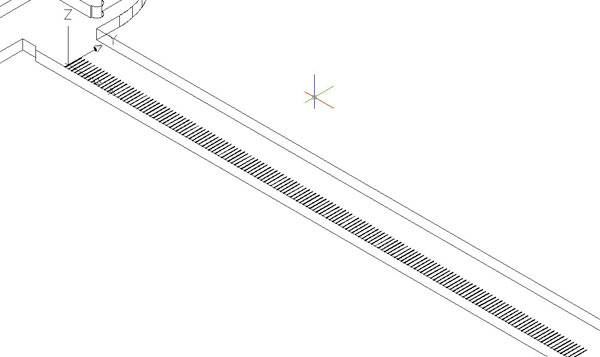
Рис. 8
Создание цифр
Создаем текстовый стиль. Для создания цифр очень хорошо подходит шрифт romans.shx с высотой цифр 2 мм. Располагаем ПСК на верхней плоскости штанги (можно также использовать ДПСК — динамическую пользовательскую систему координат). Наносим цифры по основным делениям. Для нанесения цифр используем однострочный текст. После нанесения текста его необходимо расчленить до полилиний. Для этого нам потребуется заголовок строки меню EXPRESS (если вы поклонник классического интерфейса) или соответствующая вкладка ленты (рис. 9).
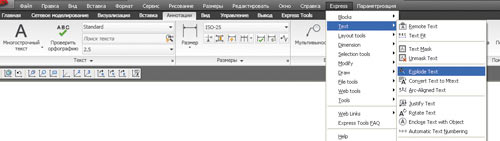
Рис. 9
Примечание. Опция EXPRESS устанавливается только при инсталляции системы на ваш компьютер.
Итак:
EXPRESS→TEXT→EXPLODE TEXT
В ответ на запрос командной строки выделите все однострочные тексты.
Внимание! Для многострочного текста эта команда не работает!
Теперь все ваши тексты превратились в полилинии. При помощи команды Подобие (Смещение) сделайте из них конгруэнтные фигуры. Величина смещения — 0,05 мм от осевой линии
Осевую линию удаляйте осторожно, не все цифры сразу готовы к операции Выдавить. Придется повозиться с цифрами 3, 4, 5, 8 — в противном случае будет выдавлена поверхность
Выдавливая полилинии (бывшие цифры) по направлению внутрь штанги на глубину 0,1 мм, мы получим 3D-тела. Вычитая их из штанги, получим углубления — абсолютно точный электронный аналог процесса гравировки. Так же как и в случае с нанесением рисок, не настаиваю на глубине 0,1 мм. Экспериментируйте! Результатом вашей работы должно стать изображение как на рис. 10.
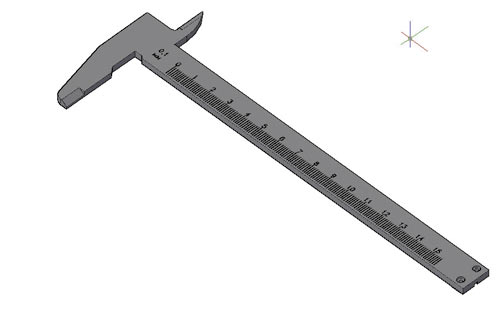
Рис. 10
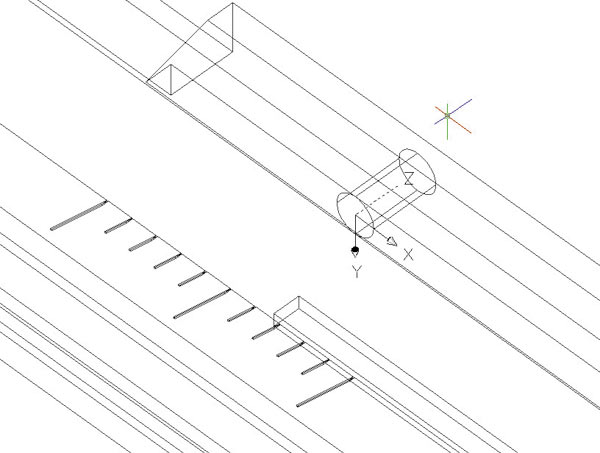
Рис. 11
Технология
§ 17. Измерение размеров деталей с помощью штангенциркуля
При изготовлении деталей из тонколистового металла и проволоки можно воспользоваться простейшими контрольно-измерительными инструментами: линейкой, слесарным угольником и др. Для измерения и контроля деталей с большей точностью применяют штангенциркули. Они предназначены для измерения наружных и внутренних размеров деталей и глубины отверстий, пазов, канавок. Штангенциркули бывают разных типов и отличаются пределами и точностью измерения.
На рисунке 63 показан штангенциркуль ШЦ-1 с пределами измерения от 0 до 125 мм и точностью — 0,1 мм. Он состоит из штанги 1, имеющей шкалу 6 с миллиметровыми делениями. По штанге перемещается подвижная рамка 4, которая может быть закреплена в нужном положении зажимным винтом 3. К рамке прикреплён глубиномер 5.
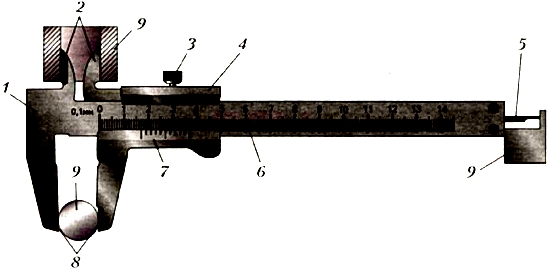
Рис. 63. Штангенциркуль ШЦ-1: 1 — штанга; 2 — губки для внутренних измерений: 3 — зажимный винт для фиксации рамки; 4 — подвижная рамка; 5 — глубиномер; 6 — шкала штанги; 7 — нониус; 8 — губки для наружных измерений; 9 — измеряемые детали
Нижние губки 8 служат для измерения наружных размеров, верхние 2 — для измерения внутренних размеров. Глубиномером измеряют глубину пазов и отверстий.
Каким же образом удаётся измерять десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления? Для этой цели служит вспомогательная шкала, называемая нониусом 7. Длина нониуса 19 мм. Нониус поделён на 10 равных частей, следовательно, цена каждого деления равна 1,9 мм.
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис. 64), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы.

Рис. 64. Шкала штанги и нониус
Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 — 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса. Десятые доли миллиметра — по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы (рис. 65).
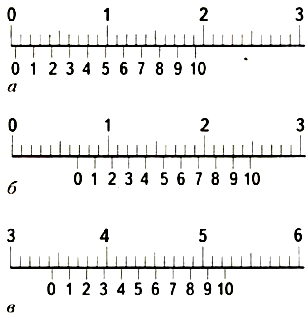
Рис. 65. Примеры измерения штангенциркулем. Положение шкалы штанги и нониуса при измерении размерон: а — 0,4 мм; 6 — 6,9 мм; в — 34,3 мм
Помните! Штангенциркуль — это дорогостоящий измерительный инструмент, требующий бережного обращения.
Правила обращения со штангенциркулем
Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль
Нельзя очищать инструмент шлифовальной шкуркой или ножом.
Нельзя класть инструмент на нагревательные приборы.
Измерять можно только чистые детали без задиров, заусенцев, царапин.
Губки штангенциркуля имеют острые концы, поэтому при измерении нужно соблюдать осторожность.
Не допускать перекоса губок штангенциркуля. Фиксировать их положение зажимным винтом.
При чтении показаний на измерительных шкалах держать штангенциркуль прямо перед глазами.
На предприятиях штангенциркуль является одним из основных измерительных инструментов. Им пользуются рабочие различных специальностей и контролёры станочных и слесарных работ. В настоящее время всё чаще применяют штангенциркули с цифровыми индикаторами (на батарейках), позволяющие измерять детали с точностью до 0,01 мм.
Знакомимся с профессиями
Контролёр отдела технического контроля (ОТК) — специалист, который на предприятии отвечает за качество выпускаемых деталей. Он следит за тем. чтобы изготовленные детали в точности соответствовали чертежам. Это очень ответственная работа, так как если в изделие попадёт бракованная деталь, не соответствующая чертежу, то изделие быстро выйдет из строя. Контролёры ОТК должны знать правила настройки и регулирования контрольно-измерительных инструментов и приборов, методы проверки качества поверхностей, правила приёмки деталей и т. д.
Лабораторно-практическая работа № 17
Измерение размеров деталей штангенциркулем
-
Выполните в рабочей тетради эскиз выданного учителем ступенчатого валика (рис. 66).
- Измерьте каждый размер валика штангенциркулем и запишите результаты в миллиметрах в таблицу.

- Проставьте полученные размеры на эскизе, выполненном в рабочей тетради.
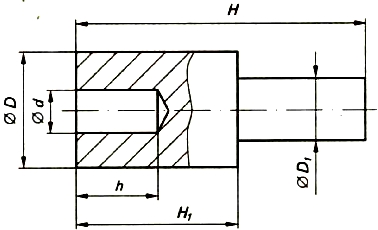
Рис. 66. Эскиз детали «ступенчатый валик» (к пп. 1-3)
Проверяем свои знания
-
Из каких основных частей состоит штангенциркуль?
-
Сколько измерительных шкал имеет штангенциркуль?
-
Какие измерения можно выполнять с помощью штангенциркуля?
-
Во сколько раз точность измерения штангенциркулем превышает точность измерения линейкой?
- Как по штангенциркулю производят отсчёт целых и десятых долей миллиметра?
Проверка, настройка и использование индикаторных и микрометрических нутромеров
Согласно инструкциям нутромеры нужно проверять и настраивать перед каждым использованием. Это необходимо для получения максимально точных измерений, а также определения соответствия характеристик прибора нормативным показателям.
Проверка микрометрических нутромеров
Чтобы проверить нутромер, действуйте так.
-
Визуально осмотрите прибор, проверьте маркировку и убедитесь в отсутствии заметных повреждений.
-
Опробуйте нутромер и убедитесь в правильности взаимодействия всех частей инструмента.
-
При помощи инструментального микроскопа измерьте ширину штрихов на стебле и микрометрическом барабане.
-
Проверьте расстояние от края торца барабана до стебля.
-
Проверьте радиусы кривизны измерительных поверхностей на наконечнике и микрометрической головке.
-
При помощи горизонтального оптиметра определите погрешность показаний микрометрической головки.
-
При помощи оптиметра или горизонтального длинномера определите суммарную погрешность головки с присоединенными удлинителями.
-
Определите биение точки касания измерительной поверхности нутромера.
-
Определите размеры установочной меры в точках ее измерительной поверхности.
Обратите внимание! Приборы с верхним пределом измерения более 1250 мм требуют дополнительной проверки на жесткость.
Как настроить микрометрический нутромер и пользоваться им
-
Первый этап — подготовка. Используя установочную меру, настройте нутромер на ноль. Для этого поворачивайте барабан до точного совпадения нулевой отметки с продольной линией стебля. После этого затяните контргайку.
-
После настройки нутромера удлините его до нужного размера при помощи удлинителя (-лей). Несколько приспособлений крепите в порядке убывания размеров.
-
Можно приступать к измерениям. Введите нутромер в измеряемое пространство, приложив наконечник к одной из поверхностей. Затем вращайте барабан до тех пор, пока второй наконечник не коснется противоположной поверхности.
Изображение №1: использование микрометрического нутромера
Проверка индикаторных нутромеров
Чтобы проверить индикаторный нутромер:
-
визуально осмотрите устройство, проверьте комплексность, убедитесь в отсутствии видимых повреждений;
-
проверьте правильность взаимодействия частей прибора;
-
удостоверьтесь в том, что технические и метрологические характеристики в норме.
Что такое штангенциркуль и для чего он нужен?
Штангенциркуль — это измерительный инструмент с ползунком, который можно сдвигать замеряя размеры нужного предмета. Этот инструмент измеряет толщину и диаметр, зажимая предметы. Вы можете точно измерить внешние и внутренние диаметры объектов, которые трудно измерить с помощью обычных линеек. Этот инструмент может измерять размеры ˂ 1 мм. Кроме того, при правильном использовании вы также можете рассчитать разницу в размерах и измерить глубину объекта.
Многие считают, что штангенциркули используются только профессионалами, используясь в лабораториях, производствах, строительстве или полевых исследованиях. На самом деле много простых людей, которые используют суппорты при изготовлении пластиковых деталей для сборных моделей, измерения различных диаметров как внутренних так и наружных. Причина в том, что штангенциркули проще в использовании и имеют высокую точность по сравнению с обычными линейками.
Существует множество суппортов по доступным ценам.
Устройство штангенциркуля
Инструмент, согласно ГОСТ 166-89, изготавливается из нержавеющей либо углеродистой стали, покрытой хромированным составом. Состоит из:
- жесткой металлической линейки, именуемой штангой (откуда и название инструмента – штангенциркуль);
- измерительных выступов – губок;
- вспомогательной рамки с нониусной шкалой, называемой по-другому верньером, которая позволяет производить замеры с точностью до десятых и сотых долей миллиметра, в зависимости от типа инструмента;
- подвижной линейки глубиномера, жестко соединенной с губками.


Шкала штангенциркуля «нониус» может иметь различную длину и количество делений. 10 делений на шкале нониуса дают возможность измерять с точностью до 0,1 мм, 20 делений дают точность измерений до 0,05 мм:

Губки могут быть верхними и нижними. На поверхности нижних — указывается минимальный размер замеряемых деталей. Концы нижних губок выполнены в виде прямоугольников. Верхние — заостренные и скошенные по вертикали, что позволяет производить ими разметку на любых материалах и деталях, без использования других разметочных приспособлений (т. е. прямо губками можно прочертить линию точно по размерам за счет острых концов).
При помощи верхних губок проводится измерение внутренних размеров отверстий, диаметров труб, пазов, различных выемок. Для измерения наружных параметров используются нижние губки. Для измерения длины глубоких отверстий используется линейка глубиномера, которая выдвигается из основной штанги:



Чтобы зафиксировать на линейке подвижную рамку с нониусной шкалой существует особый крепежный винт. Некоторые модели штангенциркуля оснащаются шкалой круглой формы и подвижной рамкой, шкала которой рассчитана на проведение измерений в дюймах. При этом шкала нониуса подобного прибора позволяет производить измерения с точностью до 0,128 дюйма.
Микрометричный глубиномер
Этот прибор состоит из базовой основы, в ней зафиксирован микроболт с измерительными границами в 25 мм, также есть заменяемые измерительные вставки различной длины. Предельный показатель замеров – 300 мм.
https://youtube.com/watch?v=ypPNNlR-JJQ
Такие приборы так же, как МК, являются механическими, цифровыми устройствами.
Погрешность включает в себя:
- Неточность измерительного узла.
- Неточности плоскостности, параллельности винта с пяткой. Они возникают при поворотных углах, стопорении. Такой вид неточности бывает разным в разнообразных формах (круглых, плоских). Также есть неточности объектов при усилии во время замера.
- Изменение скобы вследствие усилия.
- Неправильность мер установки.
- Неточность вследствие действия температуры, она характерна для больших приборов.
- В электронных приборах может возникнуть неисправность электродеталей.
Погрешность допускается для головки, в случае если она выступает отдельным устройством, в пределах установленных ГОСТом 6507-90. Есть специальные системы с границами погрешностей для приборов, Они имеют показатели, зависящие от границ замеров. Сетка неточностей указывает на допускаемую ошибку G прибора в пункте границ замеров.
Эти граничные показатели состоят из неточности микрометрического узла, неточности от деформации скоб прибора, от бугристости, непараллельности замеряемых плоскостей.
Калибрование, настройку (поверку) микрометра выполняют, используя показатели концевых мер в нескольких пунктах границ замеров, соответственно, ISO 3611:2010, DIN 863, ГОСТ 6207-90. Они берутся, чтобы узнать значение G, то есть предельную неточность устройства во всех пунктах диапазона замеров. Вот стандартные, желательные параметры под концевые меры замеров, под настройку устройства: 3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9; 25 мм.
Схемы измерения деталей штангенциркулем.
При контроле деталей необходимо правильно держать штангенциркуль для получения наиболее точных результатов. И от того на сколько вы овладеете данным искусством будет зависеть как вы будете измерять детали и получать достоверные данные о качестве получаемой заготовки. Мы рассмотрим четыре наиболее часто применяемые схемы измерения деталей штангенциркулем. На самом деле их намного больше но это как говорится классика жанра.
p, blockquote 18,0,0,0,0 —>
1. Измерение валов штангенциркулем.
p, blockquote 19,0,0,0,0 —>
p, blockquote 20,0,0,0,0 —>
И так как мы видим из предоставленной схемы мы видим, что при помощи штангенциркуля можно измерять наружный диаметр вала и его общую длину.Сразу поясню, линия измерения это прямая между двумя точками касания измеряемой заготовки с губками колумбика. Когда проводите измерение деталей штангенциркулем сконцентрируйтесь и будьте внимательны.
p, blockquote 21,0,0,0,0 —>
Линия измерения 1 — показывает как необходимо установить штангенциркуль для корректного измерения диаметра вала. То есть линия измерения должна быть перпендикулярна оси измеряемого вала. Хотя в принципе если вы все делаете аккуратно то все получится без особых усилий.
p, blockquote 22,0,0,0,0 —>
Линия измерения 2 — при таком виде контролируется длина вала. Линия измерения параллельна оси заготовки но в тоже время перпендикулярна губкам штангенциркуля.
2. Измерение внутреннего отверстия штангенциркулем.
p, blockquote 24,0,0,0,0 —>
При таком измерении губки штангенциркуля (специально для этого предназначенные) вставляются в отверстия таким образом, чтобы линия измерения проходила через центр отверстия и в тоже время была перпендикулярна его оси. Вроде ясно, а то как то круто загнул 🙂 .
p, blockquote 25,0,0,1,0 —>
3. Измерение деталей штангенциркулем, внутренних прямолинейных поверхностей.
p, blockquote 26,0,0,0,0 —>
При измерение внутренних прямолинейных поверхностей необходимо вставить губки колумбика таким образом, чтобы угол между линией измерения и поверхностью заготовки был равен 90 градусов. Если же вы при измерении будете держать колумбик с перекосом, то не получите достоверных результатов. По этому я рекомендую проводить измерения несколько раз, дабы исключить возможные ошибки.
p, blockquote 27,0,0,0,0 —>
4.Измерение глубины линейкой глубиномера штангенциркуля.
p, blockquote 28,0,0,0,0 —>
При таком измерении необходимо установить ваш штангенциркуль таким образом, чтобы линейка глубиномера была строго перпендикулярна двум поверхностям между которыми измеряется расстояние. Можно сказать, что для измерения глубины различных деталей штангенциркуль подходит не совсем идеально и есть другие приборы более точные.
p, blockquote 29,0,0,0,0 —>
Подробная видео инструкция как пользоваться штангенциркулем (Советую к просмотру) :
p, blockquote 30,0,0,0,0 —>
p, blockquote 31,0,0,0,0 —>
Пожалуй на сегодня хватит информации :). Подытожим сегодня мы с вами поговорили про измерение деталей штангенциркулем в условиях производства и я надеюсь, что моя статья поможет вам в самообразовании и вы поняли, что проводить измерение деталей штангенциркулем не так уж и сложно. Ожидайте новых постов. ПОКА ДРУЗЬЯ.
p, blockquote 32,0,0,0,0 —>
С вами был Андрей !
p, blockquote 33,0,0,0,0 —> p, blockquote 34,0,0,0,1 —>
Штангенциркуль – это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
Основные разновидности
В зависимости от длины передвижного шпинделя (винта) микрометры классифицируют по типоразмерам. Приборостроительная промышленность производит устройства для измерения размера деталей в диапазонах:
- от 0 до 25 мм,
- от 25 до 50 мм,
- от 50 до 75 мм,
- до 500−600 мм.
Ряд измерительных приборов дополнительно укомплектован установочными концевыми мерами для возможности выставления устройства в позицию «на ноль».
Микрометры имеют различие по видам (по ГОСТ 6507–90 ) в зависимости от назначения и конструктивной принадлежности (ручные и настольные).
Широко распространены в использовании следующие виды измерительных микрометров:
гладкие — предназначены мерить наружные размеры;
листовые — для толщины лент и листов, оснащены стрелочным циферблатом;
трубные — для толщины трубных стенок;
проволочные — для толщины проволоки;
микрометрические головки — для измерения перемещения;
зубомерные — измеряют нормали зубчатых цилиндрических колес, что важно для контроля качества при их производстве.
Помимо отображенных в ГОСТ, используются и другие виды инструмента:
- рычажные микрометры — принцип действия прибора основан на механизме измерения линейных величин с помощью метода сравнений и оценок (модель МРИ);
- микрометры призматические — для измерения внешнего диаметра инструмента со множеством лезвий (серия МТИ, МПИ, МСИ);
- нутромеры микрометрические — для измерения внутренних параметров различных деталей (НМ, НМИ);
- канавочные;
- резьбомерные;
- универсальные и прочие.
Электронный инструмент
Для скоростных обмеров предназначены приборы с наличием электронной «цифровой» индикации, значение произведенных измерений у которых отображается на отдельном табло (к примеру, микрометр модифицированный МК — МКЦ).
Современные микрометры с цифровой индикацией имеют ряд определенных достоинств:
- Внутренняя электронная начинка в составе устройства и цифрового табло индикации значительно облегчает работу, связанную с измерением, и экономит время, расходуемое на считывание результатов. Табло индикатора электронного микрометра отображает все полученные измерительные данные, при этом проблемы со снятием данных, как правило, отсутствуют.
- Ощутимое преимущество цифровых устройств (ГОСТ 6507−90) составляет цена деления шкалы 0,001 мм и малые значения предела допустимой погрешности.
- Модели электронных микрометров способствуют осуществлению не только абсолютных, но и относительных измерений.
- Существует возможность из какого-либо положения в диапазоне измерений выставить прибор в нулевое значение. Это свойство полезно при техническом контроле, разбраковке изделий, сложных обмерах.
- Разбраковку и контроль качества деталей реально ускорить, если в память микрометра заложить допустимые граничные значения измерительных величин. Современные прогрессивные модели микрометров обладают такими функциональными возможностями.
- Устройства последних модификаций имеют разъемы, позволяющие отображать статистические данные измерений при помощи компьютера. Эта функция полезна при анализе серии измерений и для ведения отчетной документации испытаний.
- Универсальность цифрового прибора при пользовании также является плюсом, она дает возможность использовать как метрическую, так и английскую систему измерений.
Ощутимым недостатком цифровых измерительных устройств является ненадежность в работе. Всякая цифровая техника нуждается в особо аккуратном обиходе. Механическая модель микрометра при возможном падении не особо пострадает, хотя это отразится на способности работать в дальнейшем. При цифровом аналоге в таком случае существует риск немедленного прекращения работы, ремонтных затрат или даже замены прибора.
https://youtube.com/watch?v=2hpbMqMTYnI
Лазерный микрометр
Лазерный микрометр — новейший универсальный измерительный инструмент. Главное отличие прибора от механических аналогов — это потребность в автономном источнике питания.
Микрометр служит для бесконтактных измерений линейных величин, определения зазоров, ширины, толщины, внутренних диаметров в технологических объектах. Посредством лазерного устройства измеряют уровни сыпучих веществ, отслеживают положение объекта.
По причине высокой себестоимости лазерный манометр пока не пользуется большим спросом в частных кругах.
Originally posted 2018-03-28 15:34:19.
Виды штангенциркулей
Существуют три основных типа таких устройств. Использование их для определённого вида работы обусловлено её особенностями.
- Штангенциркули нониусные или аналоговые. Измерения производятся по нониусной шкале. Эти механические инструменты простые и недорогие. Они наиболее распространены.
- Штангенциркули циферблатные или стрелочные. Для измерения на них вместо шкалы имеется циферблат, который показывает результаты, и не требует проведения вычислений. Стоимость их выше, чем аналоговых моделей. Пользоваться ими несложно.
- Штангенциркули цифровые или электронные. Это устройства, на которых имеются жидкокристаллические цифровые дисплеи с аккумуляторными батареями. Применение таких приборов позволяет получить наиболее точные результаты. Они показывают данные как в миллиметрах, так и в дюймах.
Все разновидности штангенциркулей имеют свои обозначения в зависимости от особенностей применения.
- ШтангенциркульШЦ-1. Им измеряются детали, их внешние и внутренние размеры с помощью двух пар губок. Им так же можно пользоваться при измерении размеров отверстия, используя глубиномер.
- ШЦ-1С. Такие устройства оснащены стрелочными головками, благодаря чему процесс измерения упрощён.
- ШЦК. Конструкции, имеющие круговую шкалу с пружинным механизмом. Пользоваться им можно для измерений, когда не требуется идеальная точность.
- ШЦТ-I. Устройства, оснащённые губками с твердосплавным покрытием для предупреждения истирания поверхности. Устойчивы к износу, пользоваться ими можно долгое время.
- ШЦ-II. Помимо губок такие устройства имеют также механизм для подачи рамки. Благодаря этому можно наносить разметку.
- ШЦ- III. Этот прибор имеет крупные размеры. Губки на нём односторонние. Для измерения глубины непригоден.
- ШЦЦ. Устройство с цифровой шкалой, с которой снимаются показания.
Каждый тип штангенциркуля изготавливается соответственно действующему в настоящее время ГОСТу 166-89 и имеет соответствующую маркировку.
Практические примеры
Качество измерения зависит как от индивидуальной квалификации специалиста, так и от способности человеческого глаза оценивать объект измерения. Именно по этой причине класс точности штангенциркулей ограничен делением 0,05 мм — более мелкая нониусная шкала с трудом воспринимается зрением и может привести к ошибке. Хотя бывают и штангенциркули повышенной точности — до 0,02 мм. Основная шкала этого прибора имеет цену деления 0,05 мм.
Примеры измерений:
- Замер наружного диаметра втулки. Целое число делений основной шкалы — 33, совпавшей риской нониуса считаем 0,05. Наружный диаметр втулки 33,05 мм.
- Замер внутреннего диаметра втулки. Результат — 27,30 мм.
- Проверка осуществляется замером толщины стенки — 2,80 мм. Пересчет по двум первым замерам дает (33,05−27,30)/2=2,90 мм.
- Замер высоты втулки губками инструмента — 40,40 мм.
- Замер высоты глубиномером — 40,40 мм.
Чем объясняется полученная погрешность 0,05 при замере толщины стенки? Можно назвать три причины:
- погрешность инструмента;
- качество изготовления детали. У втулки при отрезке не сняты заусенцы, что привело к недостоверному результату при замере внутреннего диаметра, а результат замера должен заставить токаря исправить это отклонение;
- третья причина точно сформулирована великим творцом Возрождения Микеланджело: «Циркуль следует иметь в глазу, а не в руке, ибо рука работает, а глаз судит». Глубиномер при замере можно было установить не строго вертикально, полученный замер получился бы недостоверным.
Инструкция инструмента предписывает простые правила, как правильно измерять штангенциркулем — при замере (в том числе глубины) инструмент должен быть установлен строго вдоль или перпендикулярно оси детали, губки должны быть плотно прижаты к измеряемой поверхности, а каретка зафиксирована винтом.
Доступные всем онлайн-справочники машиностроителя указывают, что установленные выше допуски на размер ±0,3 и ±0,15 мм для валов в диапазоне размеров от 50 до 1000 мм соответствуют квалитетам точности от h8 до h12. По этим квалитетам изготавливают неответственные детали техники и машин — втулки, оси, фланцы, крышки. С помощью штангенциркуля нельзя проточить шейку вала под посадку подшипника с квалитетом к6 и допуском до +0,02 мм.
При изготовлении деталей в пределах 8−12 классов точности применяются и другие модификации и виды штангенциркуля. Штангенглубиномер вместо губок оснащен опорными лапками для установки на края или буртики отверстий. Каретка штангенрейсмаса с установленной чертилкой позволяет использовать его для разметки высотных размеров.
По совокупности своих характеристик штангенциркуль нашел свое место в геральдике и эмблемологии, характеризующих его присутствие на гербах некоторых городов или на эмблемах ведомств и структур как символ технической вооруженности.
Originally posted 2018-04-06 09:29:21.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.