Квадратное сверло или как просверлить отверстие квадратной формы разными способами
Содержание:
- Достоинства и недостатки
- Станки и инструменты для выполнения сверления
- Как маркируются сверла корончатого типа
- Как правильно выбрать фрезу по металлу
- Типы сверл для глубокого сверления
- Оборудование и приспособления для сверления
- Что такое корончатое сверление?
- Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
- Что нужно знать о коронках по дереву (кольцевых пилах), обзор производителей
Достоинства и недостатки
Корончатые сверла получили широкое распространение в металлообработке благодаря сочетанию ряда положительных свойств, среди которых можно выделить следующие:
- При помощи данного инструмента можно получить на простом оборудовании отверстия диаметром до 200 миллиметров. В то время как обычные спиральные сверла вырезают металл по всему сечению отверстия, корончатые обрабатывают его только по периметру. Соответственно, количество вырезаемого металла значительно меньше. Поэтому происходит значительная экономия затрачиваемой на работу энергии.
- При сверлении крупных отверстий обычными сверлами нужно предварительно выполнять пилотные пазы небольших диаметров. Затем происходит переработка в стружку всего объема материала, находящегося внутри будущего отверстия. Корончатое сверло выполняет отверстие за одну операцию и значительно быстрее. Таким образом, их применение приводит к экономии времени на работу и повышает производительность процесса.
- Конфигурация режущего профиля сверла коронки благоприятствует получению высоких показателей шероховатости внутренней поверхности отверстия. Добиться такой чистоты поверхности обычными сверлами очень трудно. Для этого будет необходимо дополнительно обрабатывать металл при помощи других технологических операций механической обработки.
- Кольцевые сверла по металлу из быстрорежущей стали прослужат в работе очень долго, поскольку они могут поддаваться многократной заточке. Причем режущие кромки можно восстанавливать до тех пор, пока это позволяет постепенно уменьшающаяся длина инструмента. Конечно, режущий профиль зубьев имеет довольно сложную конфигурацию, а поэтому правильная заточка требует определенной квалификации мастера или наличия чертежа, на который можно ориентироваться.
- При помощи кольцевых сверл можно сверлить отверстия не только на плоских поверхностях, но и в деталях со сложной криволинейной поверхностью. Работа со спиральными сверлами в таких случаях предполагает множество подготовительных операций и применение различных хитростей. Коронками же можно с легкостью сверлить трубы. Обработку труб больших диаметров, которые невозможно поместить в станок, можно легко осуществить с помощью магнитных сверлильных станков с установкой в патрон корончатого сверла. Для этого хорошо подходят сверла из быстрорежущей стали.
- Благодаря своей конструкции сверлильные коронки имеют значительно меньший вес по сравнению с традиционным инструментом. Особенно эта разница велика на больших диаметрах. Маленькая масса позволяет работать корончатыми сверлами на маленьких сверлильных станках и даже на ручном электроинструменте.
- Проводить операцию механической обработки с помощью корончатого сверла по металлу значительно проще, чем спиральным инструментом. Данный инструмент даже без подготовительных операций хорошо центрируется и позволяет получить ровное перпендикулярное к поверхности отверстие.
- При установке на металлообрабатывающие станки специальных сборных корончатых сверл легко добиться хорошего охлаждения и смазки инструмента. Смазывающе-охлаждающая жидкость подается к зоне обработки через внутреннее отверстие в инструменте, а поэтому попадает на режущую кромку в достаточном количестве.
Несмотря на огромное количество вышеперечисленных достоинств, кольцевое сверло по металлу имеет и несколько весомых недостатков, среди которых можно выделить следующие два:
- При помощи этого инструмента можно получить в металле только лишь сквозные отверстия. Для выполнения глухих отверстий придется применять другой режущий инструмент.
- Более распространены корончатые кольцевые сверла, режущая часть которых выполнена из наплавленных твердосплавных зубьев. Такой инструмент не поддается затачиванию зубьев, а поэтому после того как его режущие свойства ухудшились, он приходит в состояние негодности.
Станки и инструменты для выполнения сверления
Свёрла
Сверление цилиндрических отверстий, а также сверление многогранных (треугольных, квадратных, пяти- и шестигранных, овальных) отверстий выполняют с помощью специальных режущих инструментов — свёрл. Свёрла в зависимости от свойств обрабатываемого материала изготавливаются нужных типоразмеров из следующих материалов:
- Углеродистые стали (У8, У9, У10, У12 и др): Сверление и рассверливание дерева, пластмасс, мягких металлов.
- Низколегированные стали (Х, В1,9ХС,9ХВГ и др): Сверление и рассверливание дерева, пластмасс, мягких металлов. Повышенная по сравнению с углеродистыми теплостойкость (до 250 °C) и скорость резания.
- Быстрорежущие стали (Р9, Р18, Р6М5, Р9К5 и др): Сверление всех конструкционных материалов в незакалённом состоянии. Теплостойкость до 650 °C.
- Свёрла, оснащенные твёрдым сплавом, (ВК3, ВК8, Т5К10, Т15К6 и др): Сверление на повышенных скоростях незакалённых сталей и цветных металлов. Теплостойкость до 950 °C. Могут быть цельными, с напайными пластинами, либо со сменными пластинами (крепятся винтами)
- Свёрла, оснащённые боразоном: Сверление закалённых сталей и белого чугуна, стекла, керамики, цветных металлов.
- Свёрла, оснащённые алмазом: Сверление твёрдых материалов, стекла, керамики, камней.
Операции сверления производятся на следующих станках:
- Вертикально-сверлильные станки: Сверление — основная операция.
- Горизонтально-сверлильные станки: Сверление — основная операция.
- Вертикально-расточные станки: Сверление — вспомогательная операция.
- Горизонтально-расточные станки: Сверление — вспомогательная операция.
- Вертикально-фрезерные станки: Сверление — вспомогательная операция.
- Горизонтально-фрезерные станки: Сверление — вспомогательная операция.
- Универсально-фрезерные станки: Сверление — вспомогательная операция.
- Токарные станки: Сверло неподвижно, а обрабатываемая заготовка вращается.
- Токарно-затыловочные станки: Сверление — вспомогательная операция. Сверло неподвижно.
- Агрегатном станке.
- : Сверление — вспомогательная операция. Сверло может быть неподвижно (статический блок) или вращаться (приводной блок)
И на ручном оборудовании:
- Механические дрели: Сверление с использованием мускульной силы человека.
- Электрические дрели: Сверление на монтаже переносным электроинструментом (в том числе ударно-поворотное сверление).
- перфораторы
Для облегчения процессов резания материалов применяют следующие меры:
- Охлаждение: Смазочно-охлаждающие жидкости и газы(вода, эмульсии, олеиновая кислота, углекислый газ, графит и др.)
- Ультразвук: Ультразвуковые вибрации сверла увеличивают производительность и дробление стружки.
- Подогрев: Подогревом ослабляют твёрдость труднообрабатываемых материалов.
- Удар: При ударно-поворотном сверлении (бурении) камня, бетона.
Как маркируются сверла корончатого типа
По маркировке, которая в обязательном порядке наносится на упаковку корончатых сверл, можно узнать все их наиболее важные характеристики. Так, маркировка содержит следующую информацию:
- торговую марку или наименование компании-производителя;
- марку материала изготовления или буквенное обозначение, по которому можно определить, что перед вами кольцевые сверла по дереву, металлу или по бетону;
- основные геометрические параметры сверла, позволяющие определить размер отверстия, выполняемого с его помощью.
Непосредственно на корончатое сверло наносится, помимо логотипа, диаметр и рабочая длина. Предназначение и специфика насадки отображается на упаковке или в сопроводительной документации
Как правильно выбрать фрезу по металлу
Чтобы выбрать фрезу по металлу для комплектации электрической дрели, следует обращать внимание на такие параметры, как:
- диаметр;
- расположение и конструкция режущих кромок;
- тип хвостовика, при помощи которого инструмент фиксируется в патроне дрели;
- материл изготовления корпуса и режущей части;
- качество заточки.
Формы твердосплавных фрез по металлу для дрели
В том случае, если вам надо приобрести для дрели фрезу сборного типа, следует обращать внимание еще и на то, насколько качественно выполнено крепление режущей части. Режущие пластинки, которые крепятся преимущественно методом пайки, должны плотно прилегать к телу инструмента, в противном случае они могут вылететь в процессе выполнения обработки
Качество заточки – важный параметр, который напрямую влияет на производительность и качество обработки. Несмотря на то, что многие производители стараются выполнять заточку своих фрез по уникальной технологии, отдавать предпочтение следует инструментам, заточка которых проведена по одной из стандартных схем.
Каждая фреза предназначается для обработки поверхностей определенной конфигурации
От материала, из которого выполнена фреза, зависит как ее долговечность, так и качество и производительность обработки. Для выполнения с помощью дрели разовых фрезерных работ, к качеству которых не предъявляется высоких требований, можно выбирать цельный инструмент, выполненный из стали одной марки. Если же фрезой придется пользоваться часто, при этом надо получать изделия высокого качества, лучше отдать предпочтение более дорогостоящим инструментам, режущая часть которых изготовлена из твердосплавных пластин.
Самодельные фрезы-шарошки, изготовленные из высоких каленых гаек и приваренных к ним шаров от подшипников
Многие домашние мастера, желающие сэкономить на фрезах по металлу для дрели, изготавливают их из подручных средств. Конечно, качественного результата с помощью такого самодельного инструмента добиться трудно, но справиться с элементарными задачами он вполне способен. Для его изготовления подходят следующие подручные средства:
- рифленое колесико от кремниевой зажигалки (использоваться такая микрофреза может достаточно долго, а при выходе из строя быстро и с минимальными затратами заменяется на новую);
- дюбель, на шляпке которого формируются режущие кромки (так можно изготовить небольшую отрезную фрезу, которая справится с изделиями не только из пластика и древесины, но из цветных металлов).
Типы сверл для глубокого сверления
В качестве сверл для глубокого сверления могут быть использованы:
- спиральные с цилиндрическим хвостовиком, параметры которых регламентирует ГОСТ 886-77 (по своей конструкции спиральные сверла с цилиндрическим хвостовиком относятся к инструментам длинной серии, при помощи которых создают отверстия с глубиной, превышающей величину, равную 15 диаметрам);
- ружейные, режущая часть которых полностью выполнена из твердого сплава;
- ружейные, на режущей части которых твердосплавные пластины фиксируются при помощи пайки;
- ружейные, оснащенные не только основными, но и промежуточными твердосплавными пластинами;
- эжекторные, которые используются для выполнения глубокого сверления на станках с горизонтальным расположением режущего инструмента;
- пушечные, на поверхности которых имеется V-образная канавка, предназначенная для удаления стружки (обработка при помощи сверл данного типа является устаревшим методом получения глубоких отверстий).
Сверла для глубокого сверления
ГОСТ 886-77 Сверла спиральные с цилиндрическим хвостовиком. Длинная серия. Основные размерыСкачать
Спиральные сверла с цилиндрическим хвостовиком, производимые в соответствии с требованиями, которые приводит ГОСТ 886-77, отличаются удлиненной рабочей частью. В соответствии с положениями вышеуказанного стандарта от 77-го года, такой удлиненный инструмент может полностью изготавливаться из быстрорежущей стали или оснащаться режущими пластинами, выполненными из твердого сплава.
ГОСТ 886 от 77-го года также оговаривает, что охлаждение сверл данного типа может обеспечиваться за счет не только наружного, но и внутреннего подвода СОЖ. Спиральные сверла, как указывает ГОСТ 886-77, могут производиться не только с цилиндрическим хвостовиком, но и с хвостовиками конического типа. Сам процесс глубокого сверления, осуществляемый посредством таких сверл, может выполняться как с их периодическим извлечением из выполняемого отверстия, что необходимо для удаления из него образовавшейся стружки, так и без выполнения такой процедуры. Если сравнивать спиральные сверла с ружейными и пушечными, то при использовании первых производительность сверления повышается практически в 8 раз.
Примеры рабочих головок ружейных сверл
Пушечные и ружейные сверла относятся к инструментам однорезцового типа, при помощи которых можно создавать глубокие отверстия с диаметрами, находящимися в интервале 0,5–100 мм. Охлаждение сверл данного типа осуществляется через отверстие, выполненное в их внутренней части, а стружка, образующаяся в процессе обработки, отводится при помощи специальной канавки, выполненной на их наружной поверхности. Пушечные и ружейные сверла, оснащенные режущими твердосплавными пластинами, отличаются конической конфигурацией рабочей части, что обеспечивает лучшее направление инструмента в зону выполнения обработки.
Принцип работы эжекторным сверлом
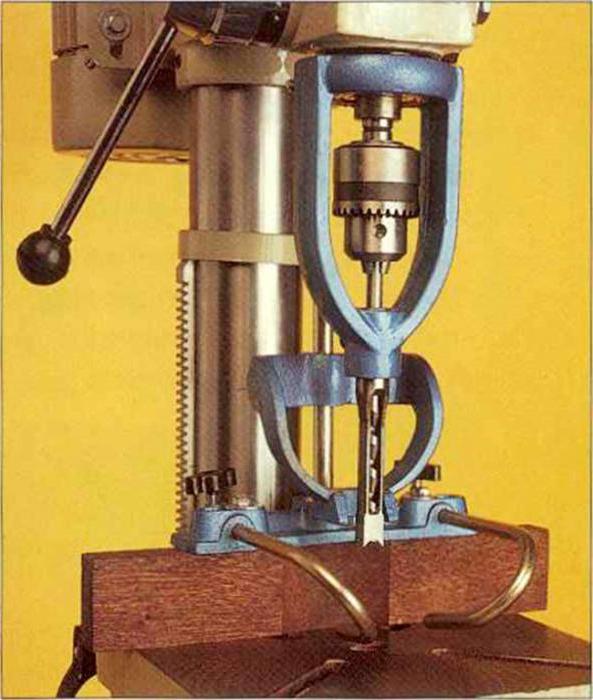
Оборудование и приспособления для сверления
Для каждого из этапов разработан инструмент для сверления отверстий. На подготовительной стадии применяются следующие инструменты, позволяющие производить точную разметку места положения будущего отверстия. Для этого применяют: керн, специальный шаблон или кондуктор. Керн представляет собой хорошо заточенный стержень из прочной инструментальной стали. С его помощью наносят углубление на поверхности заготовки, в точке, где планируется произвести сверление. Попадая в это углубление, сверло не скользит по поверхности и производится точное сверление.
Для повышения производительности на предприятиях с массовым производством изготавливают специальные шаблоны. Они позволяют производить разметку мест будущих отверстий у однотипных заготовок. Специальные шаблоны применяют для высверливания на цилиндрических поверхностях. Их изготавливают из стальной полоски, согнутой под прямым углом. На одной из поверхностей сверлят небольшое отверстие, которое в дальнейшем позволит керном наносить отметку на цилиндрической поверхности.
Для получения повышенной точности разметки, соблюдения вертикального положения сверла и соблюдения заданного расстояния, между отверстиями применяется инструмент называемый кондуктором. Кроме этого его применяют при сверлении тонкостенных изделий, для которых не возможно сильное механическое воздействие (например, удар молотка по керну).
Кроме этих изделий применяют инструменты и приспособления позволяющие производить сверление дрелью при её жесткой фиксации. С этой целью применяю:
- направляющий фиксатор;
- удерживающая стойка;
- кондуктор для направления движения сверла.
Первые два приспособления изготавливаются под конкретную конструкцию электродрели. Кондуктор позволяет точно направлять сверло к месту будущего отверстия. Его успешно используют для размеров, не превышающих 20 миллиметров. Поэтому при изготовлении отверстий большого диаметра с помощью кондуктора производят предварительное рассверливание.
Все эти проблемы легко решаются при применении сверлильных или токарных станков. Сверлильные станки делятся на три категории:
- универсальные;
- специализированные;
- специальные.
Они классифицируются по следующим признакам:
- конструкцией стола;
- уровню автоматизации;
- количеству имеющихся шпинделей;
- степени точности;
- наличию дополнительных возможностей.
Первая категория станков позволяет решать практически весь спектр задач по производству отверстий. Серьёзным ограничением служит допустимое расстояние, на которое может двигаться патрон с закреплённым сверлом. Это обстоятельство не позволяет производить сверления на большую глубину. В этом случае применяют специализированные станки. Для повышения производительности труда и увеличении количества выпускаемых однотипных деталей конструируют специальные агрегаты. Они способны выполнять перечень необходимых операций с высокой точностью и скоростью.
По конструкции такие станки выпускаются с одним или несколькими шпинделями. Конструкция стола отличается многообразием: обычные, плавающие, подъёмные и другие. Уровень автоматизации определяется способом выполнения операций сверления. Самыми простыми станками являются ручные и механические. Более совершенными являются автоматические и станки с числовым программным управлением.
Кроме сверлильных станков для решения этих задач используют различные токарные станки.
На токарных станка можно выполнять весь перечень операций связанных с получением отверстий: непосредственно само сверление, рассверливание с последующим развёртыванием или зенкованием.
Что такое корончатое сверление?
Корончатое сверление — современный и эффективный метод обработки металла. Этот метод сверления на магнитном станке незаменим там, где отверстия приходится делать в массивных деталях, транспортировка которых на обычный сверлильный станок затруднена или невозможна.
Корончатое сверление имеет много преимуществ по сравнению со сверлением спиральным сверлом:
- высокий ресурс до переточки благодаря равноудаленным от центра режущим кромкам;
- энергозатраты на сверление отверстия меньше до 70%;
- нет необходимости в ступенчатом рассверливании отверстия;
- возможна идеальная подача СОЖ из центра сверла наружу.
Ценные преимущества корончатого сверления соседствуют также с некоторыми недостатками:
- корончатое сверло достаточно хрупкое и не выдерживает сильных радиальных и осевых нагрузок, отсюда и высокие требования к сверлильному станку;
- сложность заточки сверл;
- относительно высокая цена сверления отверстия.
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях. Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло. Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории. Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами. Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Изготовление устройства для сверления квадратных отверстий
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Что нужно знать о коронках по дереву (кольцевых пилах), обзор производителей
- Сфера использования, основные характеристики
- Конструкционные особенности
- Подготовка к работе
- Модели
- Зубр
- DeWalt
- Bosch
Для формирования отверстий большого диаметра применяется метод кольцевой резки. Для работы используется ручной электроинструмент, кольцевая насадка на дрель. Один из видов кольцевых сверл — коронка по дереву.
Сфера использования, основные характеристики
Коронки по дереву предназначены для вырезания сквозных отверстий, чаще всего применяются для обеспечения посадочного места под подрозетник. С их помощью, используя насадку с определенным напылением, обрабатывают дерево, ДСП, фанеру, бетон, пластик, металл.
Для многих видов работ подходят образцы диаметром 68 мм.
Корончатые сверла шириной до 65 мм комплектуются хвостовиком диаметром 19 мм. Образцы большего размера — крепежной деталью диаметром 32 мм. Количество зубчатых сегментов на кольце зависит от типоразмера коронки для дрели. В среднем кольцевые пилы имеют от 2 до 16 зубьев.
Кольцевые сверла используются и для формирования чистого реза с гладкой внутренней поверхностью паза. После работ не нужно дорабатывать заготовку, устранять заусенцы, так как они не образуются.
Перед выпиливанием отверстий нет необходимости предварительно центрировать, рассверливать обрабатываемую поверхность. В результате время работ сокращается, качество возрастает. Просверливать отверстия удается без пыли, шума.
Корончатая фреза обеспечивает комфортную работу.
Конструкционные особенности
Независимо от того, для обработки какого материала предназначена коронка, она включает несколько обязательных элементов. Состоит из режущей головки, хвостовика и направляющего сверла с заостренным концом. Также в комплект входит шестигранник, при помощи которого сверло зажимается в патроне.
Режущая головка производится в виде цельной цилиндровой кромки с острыми зубьями или как разборная конструкция с круглым посадочным гнездом, в которое вставляется режущее кольцо необходимого диаметра.
Кольцо после установки в гнездо не смыкается, имеет конфигурацию разрезанного цилиндра. Обычно приобретают рабочий инструмент с набором фрез различного диаметра и одним хвостовиком.
Наборные кольца позволяют делать пазы определенного размера, менять насадки. Каждая корончатая фреза имеет характерные прорези или отверстия: через них осуществляется выброс стружки, удаление деревянной пробки. На образцах большого диаметра технологические отверстия расположены сверху, на меньших моделях — сбоку.
При самостоятельном изготовлении корончатой насадки используется металлическая труба необходимого диаметра.
Подготовка к работе
Технологическое отверстие на чашке имеет неправильную форму, что препятствует проворачиванию насадки в гнезде. Рекомендуется сильно закручивать зажимную гайку, чтобы при просверливании пазов в дереве с высокой нагрузкой кольцевая коронка не расшатывалась.
После того как центровочное сверло и режущая насадка плотно зафиксированы на своих посадочных местах, патрон устанавливают в ручной электроинструмент, начинают сверление. Отверстие вырезают строго перпендикулярно.
Для мягкой древесины достаточно 300 об/мин, для твердых пород лучше выставлять регулятор дрели или перфоратора на отметке 500 об/мин. Заточка коронок осуществляется в мастерских или дома.
Зубр
Компания «Зубр» выпускает коронки по дереву с центрирующими сверлами из высокотехнологичной инструментальной стали. Центрирующее сверло обеспечивает повышенную жесткость в процессе работ с мягкой и твердой древесиной. Коронки устанавливаются на обычную бытовую дрель, пригодны для работы с древесиной, пластиком, фанерой, ДСП, МДФ, гипсокартоном.
DeWalt
Коронки используют для формирования пазов, отверстий при выполнении электромонтажа, прокладки коммуникационных магистралей. Биметаллические изделия долго не тупятся, даже при контакте с гвоздями, арматурой, выносливы.
Bosch
Коронки выносливы, не перегреваются, не деформируются в процессе пиления, выдерживают большое количество циклов сверления без повторной заточки.
В таблице представлены размеры, цены на коронки различного типа.
| Модель | Диаметр, мм | Глубина сверления, мм | Тип | Цена, руб |
| DeWaltDT8118 | 160 | 38 | Биметаллическая | 630 |
| Зубр «Эксперт» | 152 | 38 | Биметаллическая | 1031 |
| Энкор 19157 (набор) | 67, 73, 83 | 25 | Инструментальная сталь | 272 |
| Bosch (набор) | 25 – 63 | 18 | Инструментальная сталь | 623 |