Виды, назначение и устройство токарных люнетов
Содержание:
- Подвижный люнет 1К62
- Установка люнетов для токарных станков
- Конструкция подвижного люнета
- Люнет своими руками
- Разновидности
- Некоторые особенности эксплуатации люнетов
- Установка и настройка люнета
- История
- Устройство и принцип работы
- Какие бывают люнеты, их устройство
- Примечания
- Обработка нежестких деталей
- По какому принципу выбирать
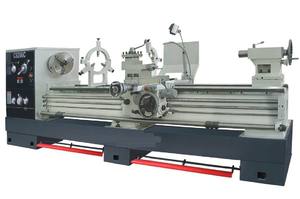
Подвижный люнет 1К62
В комплекте к универсальному токарно-винторезному станку 1К62 идет два люнета (неподвижный и подвижный).
У неподвижного люнета есть крышка. Она крепится к основанию при помощи винтового соединения. На днище имеются пазы. По форме они идентичны направляющим станины станка, благодаря чему удается хорошо зафиксировать люнет и исключить перемещения по любым осям. Позволяет вести обработку прутков и других тел вращения диаметром от 20 до 130 миллиметров.
Подвижный люнет позволяет обрабатывать изделия диаметром 20 – 80 миллиметров. Таким образом, люнет значительно расширяет технологические возможности станочного оборудования (ведь без него минимальный диаметр обработки составляет 40 миллиметров)
Это очень важно. Существуют определенные ограничения по частоте вращения шпинделя (а значит, и заготовки)
Так, максимальная скорость вращения – 2000 оборотов в минуту, а минимальная – 12,5 оборота в минуту.
Станки данного типа уже давно не производятся и считаются морально устаревшими. А вот люнеты до сих пор изготавливаются многими инструментальными и станкостроительными заводами. Это говорит о многом.
Установка люнетов для токарных станков
Для установки люнетов можно использовать несколько методов.
Размещать это приспособление по заготовке можно при выполнении следующего условия: деталь имеет точные геометрические размеры либо уже была подвергнута обработке. Прибегать к этому методу допускается, лишь если планируется проводить грубые работы. В тех ситуациях, когда наблюдается прогиб заготовки, вызванным действием ее собственного веса, к ней нужно сперва подвести два кулачка, а лишь затем зафиксировать верхний.
Если предстоит выполнять чистовые и точные работы, то использовать подобный метод установки люнета недопустимо. Дело в том, что в случае совершения просчётов с размещением этого приспособления высока вероятность того, что заготовка будет иметь различные диаметры по всей длине.
В случае наличия у заготовки обработанной поверхности для установки люнета рекомендуется использовать короткую оправку, в качестве которой обычно выступает цилиндрический валик, диаметром, равным диаметру заготовки в том участке, где она будет контактировать с люнетом. Один конец оправки нужно зафиксировать в патроне, по другому же, который сначала нужно выверить, используя рейсмус или индикатор, или его можно обточить, выполняют установку кулачков люнета. Само же это приспособление должно в этот момент располагаться рядом с передней бабкой, а когда кулачки окажутся на своем рабочем месте, его сдвигают параллельно станине до того момента, пока он не примет необходимое положение.
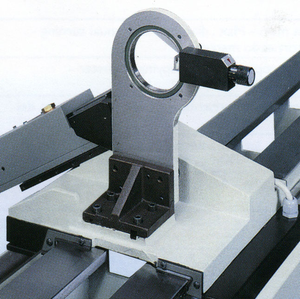
Конструкция подвижного люнета
Подвижный люнет расположен на продольном суппорте станка. Такое положение позволяет ему выполнять движения траекторией, аналогичной движению резца станка. Благодаря этому уменьшается давление, производимое на деталь со стороны токарного резца. У подвижного типа прибора также есть своя классификация:
- по системе зажимов различают кулачковые и роликовые системы фиксации. При помощи кулачкового крепления обеспечивается лучший контроль над положением детали, роликовое крепление помогает удобно скользить заготовке при выполнении работы;
- по специфике обработки: разные типы приборов используют для обточки, шлифовки, и создания подшипников;
- по количеству фиксаторов: в основном такие приборы производят с тремя кулачками, однако, есть модели, у которых количество фиксаторов больше;
- по типу настройки фиксаторов:. кулачки или ролики в данных устройствах могут настраиваться при помощи гидравлического прибора или вручную.
Мобильный люнет крепится к каретке суппорта. Его используют при необходимости сделать резьбу на кулачках или произвести чистую обточку. Благодаря настраиваемым кулачкам мобильный люнет, как и неподвижный, может фиксировать абсолютно разные по диаметру детали.
Наибольший диаметр обрабатываемой заготовки находится в диапазоне от 20 до 250 мм и зависит от модели устройства. Основные элементы конструкции подвижного люнета:
- крышка откидная;
- заготовка для обработки;
- корпус;
- колодки;
- заготовка для обработки.
Перед тем как начать работу необходимо обточить зону на детали, в которой она будет касаться фиксатора. Кулачки следует зажимать медленно и плавно для размерного и надежного зажатия. Если фиксация произведена правильно, заготовка останется неподвижной даже при сильных нагрузках. Закончив работу, кулачки постепенно отводят и открывают крышку устройства.
Люнет своими руками
Многие домашние мастера имеют в своем хозяйстве токарные станки для обработки металла и древесины. И, сталкиваясь с проблемой точения длинных деталей, они задаются вопросом: как изготовить самодельный люнет?
Для начала необходимо найти в интернете и скачать чертеж на оригинальную конструкцию, предназначенную под используемый тип оборудования. Чтобы изготовить люнет для токарного станка своими руками, необходимо подобрать материал. Если для деревообрабатывающего станка с минимальными нагрузками достаточно будет древесины, то для металлорежущего токарного станка необходимы стальные заготовки.
Заводские модели производятся из чугуна и имеют значительную массу. Самодельные конструкции будут отличаться легкостью. Используется профильная труба или стальной лист достаточной толщины.
Из листа вырезается основание с внутренним отверстием, диаметр которого должен быть чуть больше обрабатываемых деталей. Прижимающие элементы изготавливаются из более толстостенного материала. Заменить винтовую пару для подачи опор можно сдвижными элементами. Но они должны иметь направляющие и надежный зажим болтом с гайкой.
В качестве вращающихся опорных элементов многие берут ролик от роликовых коньков или простые подшипники качения. После изготовления конструкции ее необходимо отцентрировать относительно оси обработки. Любое значительное смещение приведет к поломке конструкции.
Люнет для токарного станка по дереву может выполнять двойную функцию. Первая — это поддержка деревянной заготовки. Вторая — использование в качестве задней бабки. После того, как произведено наружное точение, убирается задняя бабка и конец фиксируется в люнете.
К торцу заготовки открывается свободный доступ и можно производить внутреннее растачивание.
Каким бы ни был люнет, он должен содержать три точки опоры, расположенные по кругу через 120°. Так обеспечивается необходимый зажим заготовки. После изготовления самодельной конструкции ее необходимо проверить.
Первоначально проверяют положения: перпендикулярность к станине и параллельность к патрону станка. Потом проводится динамическая проверка с вращающейся деталью. Сначала выставляются минимальные обороты, а затем постепенно скорость увеличивается до максимума.
Разновидности
Люнеты разделяются по разным факторам: размеры, способы закрепления изделия на токарном станке, дополнительные элементы конструкции, масса, количество креплений.
Неподвижный люнет
Неподвижный люнет применяется для того чтобы удерживать длинные детали. Деталь закрепляется на оборудовании с помощью крепежных болтов, которые вкручиваются в опорную пластину.
Особенность неподвижных конструкций — она имеет три кулачка, один из которых оказывает упор сверху, два других — снизу. Для закрепления на заготовках, неподвижный люнет имеет откидной шарнир, который упрощает этот процесс.
Подвижный люнет
Подвижные детали имеют несколько отличий от предыдущих. На токарном станке присутствует продольный суппорт, на который закрепляются люнеты. Благодаря этому движение резцов с дополнительной деталью происходит одновременно. Это позволяет проводить более равномерную обработку. Режущий инструмент не заклинивает, сохраняет свою целостность длительный промежуток времени.
Еще одна особенность подвижной детали — наличие двух кулачков для упора детали. Один располагается на верхней части конструкции, другой на боковой. Роль третьего упора выполняет резец.
Подвижной люнет на станке
Это интересно: Манометры для измерения давления — устройство, классификация, выбор
Некоторые особенности эксплуатации люнетов
Один торец заготовки зажимается в трехкулачковый самоцентрирующий токарный патрон (может быть цанга, поводковый патрон или другое приспособление), а другой – подпирается центром задней бабки. Заготовка контактирует с тремя кулачками или роликами. При этом, если заготовка не точная (литье или поковка), то место контакта роликов и кулачков с деталью нужно прочить.
Материалом для изготовления кулачков подвижного люнета служит, как правило, чугун. Этот сплав имеет хорошие антифрикционные свойства, однако опасность повредить заготовки из мягкой отожженной стали все же существует. Поэтому рекомендуется устанавливать на кулачки насадки из бронзы или из баббитов. Это уберет чистовую поверхность ответственного изделия от царапин и от истирания. Если нет возможности изготовить такие насадки, то предпочтение следует отдать роликам качения. Это предотвратит повреждение поверхности детали. Впрочем, если впоследствии рассматриваемая поверхность изделия будет обрабатываться на станке, то можно и не опасаться повреждений.
Установка и настройка люнета
Оборудование для токарного станка можно установить только в тех случаях, когда:
- Деталь в месте установки имеет идеальную цилиндрическую поверхность. Это может быть уже готовая круглая заготовка, или на участке соприкосновения болванку специально протачивают на токарном станке под опорное приспособление.
- Заготовка не имеет неисправимой деформации (она долго не хранилась в изогнутом состоянии и не успела принять форму прогиба), иначе выставить люнет будет очень сложно.
Вначале под деталь заводят нижние кулачки, с помощью измерительного прибора проверяют расстояние по всей длине: от заготовки до станины токарного станка (имеется в виду расстояние от участков болванки с одинаковыми диаметрами). Кулачками поднимается деталь на тот уровень, чтобы все расстояния были предельно одинаковыми. Далее деталь фиксируется сверху третьим кулачком.
В случае, когда нужно установить токарный люнет для финишной обработки изделия, метод установки и настройки отличается от рассмотренного выше:
- Вначале определяются с местом на детали, где будет установлено устройство токарное.
- Замеряют диаметр этого места и подбирают или вытачивают специальную короткую оправку, которая идеально соответствует промеренному диаметру.
- Оправку закрепляют в передней бабке и по ней выставляют люнет.
- Оправку снимают, а на ее место ставят обрабатываемую заготовку. Люнет же закрепляют на заранее подобранное место, соблюдая строгую параллельность с тем местом, где он настраивался по оправке.
История
Для защиты личного состава формирований от действий противника на поле боя или в качестве облегчённого опорного пункта инженеры вооружённых сил Великих держав того времени (впервые их использовала Французская армия) предложили создавать люнеты, укрепления требующие меньших затрат сил, средств и времени для их сооружения.
Открытая тыльная часть, называвшаяся горжей, всегда обращалась к своим войскам; если укрепление было закрыто с тыла, это был уже редут. В фортификационных постройках (бастион, люнет и прочие) между фасом и фланком укрепления находился исходящий угол называемый Плечной угол.
В полевом люнете, обыкновенно, располагалась одна — четыре роты пехоты с одним — четырьмя орудиями. Люнеты строились на важных участках оборонительных позиций c XVII до начала XX века.
Появление в 1872 году линемановской пехотной лопаты и введение её в качестве инженерного вооружения стрелка (пехотинца), в последующие годы во всех вооружённых силах мира, привело к всеобщему применению окопов на поле боя наравне с редутами и люнетами. Русско-японская война окончательно показала, что заметные высокие укрепления для стрелков и артиллерии мало пригодны в современных боевых действиях для широкомасштабной позиционной войны, и что единственно приемлемой формой защиты на поле боя для стрелков и артиллерии от огня противника являются малозаметные, замаскированные окопы с небольшим бруствером.
Устройство и принцип работы
Люнеты для токарных станков — сложные элементы, которые состоят из нескольких составляющих:
- Цельнометаллическое основание, которое имеет отверстия под крепежные болты. С их помощью конструкция закрепляется на станине токарного станка.
- Опоры с механизмом выдвижения. Выделяется два вида — первый вариант с роликами, с помощью которых опоры можно перемещать, второй вариант — кулачковый тип.
- Винты для регулирования положения кулачков.
На неподвижных люнетах устанавливается металлическая крышка, которую можно смещать.
Устройство и принцип работы неподвижного люнета
фото:устройство неподвижного люнета
- Крышка откидная;
- Основание устройства;
- Винты установочные;
- Колодки;
- Деталь для обработки.
Для устранения биения заготовки о поверхность необходимо проточить канавку для держателей. Когда люнет будет установлен на нужном месте, то можно вставлять заготовку, постепенно подводя кулачки к ее поверхности. Закрепив и правильно отцентровав можно приступать к работе. Использование проходного резца для обработки помогает избежать прогибов, а благодаря рычажному нутромеру можно узнать точные размеры обработанной внутренней поверхности.
Основные характеристики и размеры
| Наименование | Внутренний диаметр | Диаметр обработки,от…-до…,мм |
|---|---|---|
| Люнеты неподвижные | ||
| 1К62, ТС-30 | 150 | 20 — 130 |
| 1К625 | 150 | 20 — 130 |
| 1К62Д | 180 | 20 — 160 |
| 1К625Д | 180 | 20 — 160 |
| 16К20, 16Д20 | 160 | 20 — 150 |
| 16К20, 16Д20 | 180 | 20 — 160 |
| 16К25, 16Д25 | 180 | 20 — 160 |
| 1М63, ДИП 300, 163 | 170 | 20 — 160 |
| 1М63, ДИП 300, 163 | 400 | 20 — 380 |
| 1М65, ДИП 500, 165 | 400 | 20 — 380 |
| 1М64, ДИП 400, 1А64 | 400 | 20 — 150 |
Выбор неподвижного люнета
Люнет неподвижный выбирается по заданным размерам детали, которая должна будет подвергнуться обработке
Размер здесь имеет не менее важное значение, чем тип, так как в каждом случае люнет добавляет свой диапазон, в котором лежит минимальный и максимальный размер зажимаемой детали. Под каждую модель токарного станка выпускаются свои модели люнетов, которые совместимы с их параметрами, но при этом имеется несколько производителей в различных странах, которые могут вносить свои изменения в материал изготовления и прочие особенности
Поэтому, при выборе нужно ориентироваться на более жесткий и крепкий материал.
«Важно! От материала зависит срок службы изделия и его качество, так как во время работы он сталкивается с огромными нагрузками и здесь нужен большой запас прочности.»
Маркировка и пример условного обозначения
На каждом изделии имеется своя маркировка, которая раскрывает свойства изделия. К примеру, если взять люнет неподвижный 1М65, то здесь можно понять следующее:
- 1 – первая цифра говорит о том, что он принадлежит к использованию на токарных станках;
- М – второй символ показывает, к какому поколению станков принадлежит изделие;
- 6 – цифра «6» на третьем символе показывает принадлежность к токарно-винторезной подгруппе станков;
- 5 – последняя цифра показывает типоразмер люнета, а именно, центры находятся выше станины на 500 мм.
Производители
- Корвет;
- Красный пролетарий (Россия);
- Днепропресс (Украина);
- Proxxon (Германия);
- Jet;
- Kuson (Южная Корея);
- Zmm-Bulgaria (Болгария);
- Астраханский станкостроительный завод (Россия);
- КраМЗ (Украина);
- SMTCL.
Какие бывают люнеты, их устройство
Приспособление применяют тогда, когда нужно избежать риска повреждения и деформации изделия или режущих элементов станка за счет придания заготовке дополнительной устойчивости, в отдельных случаях — для возможности обработки детали с торца. Устройства бывают подвижного типа и неподвижные.
Люнет неподвижной конструкции
Механизм этого типа предназначен создавать поддержку для габаритных длинных деталей во время обработки. Его крепят в область нижнего зацепления станка стационарно и неподвижно. Результат использования – уменьшение биений и вибраций, повышение точности обработки. Неподвижный люнет состоит из:
- Основы, которая непосредственно крепится к станку при помощи специального болта;
- Крышки, при помощи шарнира соединенной с основанием;
- Фиксатора крышки к основанию;
- Выдвижных кулачков или роликов (обычно их три);
- Механизмов подачи и фиксации кулачков.
В некоторых случаях первые два элемента могут выступать единой конструкцией.
Так как кулачки имеют непосредственный контакт с обрабатываемой поверхностью, в месте соприкосновения последняя может нарушаться. Во избежание этого на концах упоров есть бронзовые наконечники. Сами же кулачки изготавливают из твердых сплавов, чтобы они выдерживали серьезные динамические нагрузки. Выдвижные ролики оказывают меньшее влияние на заготовку в плане ее повреждения.
Люнет подвижной конструкции
Подвижный токарный люнет устанавливают на станке, на его продольном суппорте, и закрепляют к каретке. Вдоль этого суппорта его можно свободно перемещать аналогично тому, как перемещается токарный резец. Приспособление может быть применено для разных диаметров изделий. Результат использования – токарный резец оказывает меньшее давление на поверхность, обработка проходит более равномерно, исключается риск разрушения режущего элемента.
Кроме системы крепления к станку, все остальные элементы люнета подвижной конструкции схожи с неподвижным приспособлением. Существует определенная классификация устройств подвижного типа для токарных станков:
- По типу элементов удержания заготовки – фиксаторы кулачковые, фиксаторы со встроенными роликами;
- Для разных операций обработки детали – под шлифовку, под обточку, для изготовления подшипников;
- По количеству выдвижных упоров – с тремя и более фиксирующими элементами;
- В зависимости от системы регулировки фиксаторов – механическим способом вручную, гидравлическим способом, автоматически.
Примечания
- Люнет // Военная энциклопедия : / под ред. В. Ф. Новицкого … []. — СПб. ; [М.] : Тип. т-ва И. Д. Сытина, 1911—1915.
- Люнет // Толковый словарь живого великорусского языка : в 4 т. / авт.-сост. В. И. Даль. — 2-е изд. — СПб. : Типография М. О. Вольфа, 1880—1882.
- Люнет // Малый энциклопедический словарь Брокгауза и Ефрона : в 4 т. — СПб., 1907—1909.
- Плечной угол // Военная энциклопедия : / под ред. В. Ф. Новицкого … []. — СПб. ; [М.] : Тип. т-ва И. Д. Сытина, 1911—1915.
- Камчатский люнет // Военная энциклопедия : / под ред. В. Ф. Новицкого … []. — СПб. ; [М.] : Тип. т-ва И. Д. Сытина, 1911—1915.
- Апошанская М. П., «Севастополь: Национальный музей героической обороны и освобождения Севастополя.» — Симферополь: ООО «Салта ЛТД», 2008 год.
- Куропаткинский люнет // Военная энциклопедия : / под ред. В. Ф. Новицкого … []. — СПб. ; [М.] : Тип. т-ва И. Д. Сытина, 1911—1915.
Обработка нежестких деталей
превышает в 10-12 раз диаметр
Неподвижные люнеты для токарных станков и их использование
Местом размещения неподвижного люнета служит станина станка, а в качестве зажимного элемента используется болт и планка. В корпусе этого приспособления можно выделить несколько основных элементов:
- основание;
- крышка, которая скреплена с основанием при помощи шарнира.
Чтобы можно было зафиксировать крышку в рабочем положении, предусмотрен откидной болт с фасонной головкой. Особенностью конструкции люнета для токарных станков является наличие трех кулачков, среди которых два находятся в основании, а еще один на крышке. Подобные кулачки предусматривают возможность изменения их положения в отверстиях, сделанных в корпусе, что осуществляется при помощи регулировочных болтов. Чтобы зафиксировать кулачки в необходимом положении, используют соответствующие винты.
Традиционным материалом для кулачков люнетов служит чугун. Если условия работы создают вероятность того, что поверхность обрабатываемой заготовки будет повреждена в результате трения о кулачки, то нелишним будет дополнить разместить на стальные кулачки защиту в виде бронзовых наконечников. Альтернативным этому решением могут быть кулачки, рабочая поверхность которых имеет специальное покрытие на основе баббита. В тех случаях, когда предполагается слишком быстрый износ кулачков, защиту рабочих поверхностей обеспечивает покрытие из твердого сплава, создаваемого путем наплавления. Заменить их можно люнетами для токарных станков, у которых кулачки имеют встроенные ролики.
Процедура обработки шейки, которая по своей длине должна слегка превышать ширину кулачков люнета, может быть выполнена несколькими способами.
Если работа осуществляется с заготовкой, имеющей большую длину и незначительную толщину, то ее зажимают в центрах, после чего приступают к точке шейки в заранее определенном месте
Важно по возможности минимизировать подачу и глубину резания, тем самым это позволит предотвратить прогиб вала и вибрации. Этим же руководствуются, когда выставляют наиболее максимальный главный угол резца, а радиус закругления вершины резца минимизируют, при этом передней поверхности следует придать выгнутую форму
Главной режущей кромке резца желательно придать отрицательный угол наклона. Это приведет к тому, что резец будет как бы натягивать детали на себя. Если для резца будет выставлен положительный угол наклона, то удастся обеспечить обратный эффект в виде отталкивания детали, что чревато образованием вибрации.
Если приходится иметь дело с очень длинной и тонкой заготовкой, из-за чего не получается проточить шейку в центре, придерживаясь вышеперечисленных правил, то выходом может стать проточка временных шеек, которые должны находиться как можно ближе к передней бабке. Если шейка будет проточена на расстоянии от передней бабки, соответствующем одной четверти общей длины заготовки, то против нее размещается люнет, после чего процедуру повторяют, создавая еще одну временную или требуемую шейку.
По какому принципу выбирать
При выборе модели приспособления следует обратить внимание на ряд факторов. Прежде всего, рассматриваются технические характеристики – внутренний диаметр основания люнета, его размеры и масса, предельные (минимальный и максимальный) диаметры обрабатываемой детали, рекомендуемая длина заготовки, способ крепления
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов. Тип станка и виды токарных работ определяют нужную разновидность приспособления (подвижное или неподвижное)
Плюсы и минусы
Основные преимущества использования люнетов:
- расширение возможностей токарного станка;
- повышение точности обработки;
- снижение количества брака;
- простота использования (установки и настройки);
- повышение безопасности для обслуживающего персонала.
Важно отметить, что подвижный люнет легче устанавливается, однако неподвижный вариант обеспечивает повышенную точность обработки и дает возможность работы с более длинными и габаритными деталями. Важно!
Серьезных технических недостатков люнеты не обнаруживают
Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки.
Важно!
Серьезных технических недостатков люнеты не обнаруживают. Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки.
Производительность и стоимость
В качестве основных минусов многие специалисты отмечают влияние на производительность токарных работ и необходимость дополнительных затрат.
Снижение производительности связано с затратой времени на установку люнетов и регулировку опор. При этом необходима тщательная подгонка и многократная проверка. В ряде случаев производится предварительная обработка заготовки в месте фиксации.
Другой важный момент – финансовые затраты, вызванные достаточно высокой стоимостью приспособлений. Она зависит от типа люнета, его модели, производителя, технических возможностей, используемых материалов, наличия защитных покрытий и других факторов.
Стоимость подвижных моделей несколько ниже неподвижных люнетов аналогичной категории. Так, цена мобильных приспособлений колеблется от 1100-1300 рублей за простые изделия до 4500–4800 рублей за люнеты повышенной долговечности.