Сварка инвертором для начинающих
Содержание:
- Сварочный выпрямитель — особенности работы и сборки
- Популярные модели
- Особенности намотки обмоток.
- Правила безопасности
- Как выбрать сварочный кабель самостоятельно
- Принцип работы инвертора
- 2 Как сделать своими руками сварочный агрегат?
- Подключение сварочного инвертора
- Что нужно знать для сборки самодельного сварочника?
- Формирование синусоидальной формы сигнала с помощью ШИМ
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
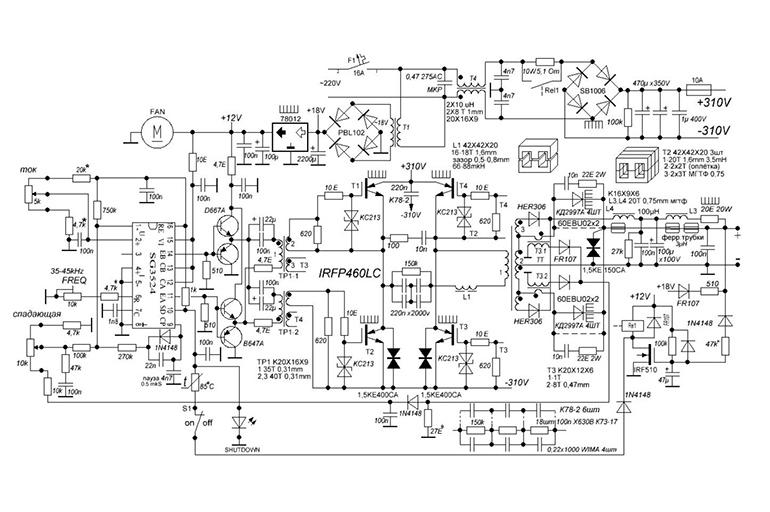
Простейшая схема электронной части сварочного выпрямителя выглядит так:
При сборке таких устройств следует учитывать такие особенности конструкции:
Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке
Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды
Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Обращаем внимание на соединение отдельных элементов схемы. Учитывая то, что они будут испытывать воздействие большой силы тока, необходимо обеспечить надёжность контакта
Если этого не сделать, то на этих участках будут греться и отгорать провода. Предпочтителен вариант с креплением при помощи площадок с болтом и гайкой.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
Популярные модели
Современный рынок предлагает большой выбор гибридных инверторов.
Выделим несколько популярных моделей:
- Прогресс 48-6000-Hybrid — надежный инвертор для альтернативных источников питания. Работает автономно с возможностью подключения параллельно бытовой сети. Имеет мощное зарядное устройство до 80 А. Производитель — А-электроника. Напряжение на входе от 100 до 270 В, а на выходе от 38 до 67 В. КПД 92%. Предусмотрена защита выхода от перегрузки и выгода от КЗ. Имеется предохранитель в цепи АКБ. Имеется гальваническая развязка. Вес — 4,6 кВт Мощность (долговременная / пусковая) — 5 кВт.
- Прогресс 24-6000-Hybrid — еще ода модель нового поколения, умеющая работать параллельно с сетью и в автономном режиме. Комплектуется зарядным устройством до 100 А. Мощность устройства (долговременная и пусковая) — 4 и 6 кВт соответственно. Напряжение на входе и выходе — 100-270 В и 19-33 В. Потребляемый ток в режиме сна — 20 мА. Устройство работает с КПД в 92%. Габариты составляют 11,5х14,5х42,5 см, а вес — 4,6 кг. Предусмотрена защита выхода от КЗ и перегрузка. Стоит предохранитель в цепи АКБ на 160 А. Имеется гальваническая развязка.
- Прогресс 12-5000-Hybrid — качественный инвертор гибридного типа с возможностью автономной работы, в том числе параллельно с сетью. Имеет мощность 3 и 6 кВт для долговременной и пусковой характеристики. Подключается к напряжению от 100 до 270 В переменного тока. Рабочее U от 9,5 до 16 В. Потребляемый ток 20 мА. Устройство работает с КПД 92%. Способно выдерживать температурный режим от -40 до +40 градусов Цельсия. Есть защита выхода от перегруза и КЗ, а также от перезаряда аккумулятора. Размеры — 11,5х14,5х42,6 см, вес — 4,2 кг.
- ИС2-24-300 — продукт компании СибКонтакт. Не относиться к гибридным, но про него стоит упомянуть. Изделие рассчитано на входное напряжение от 21 до 30 В с выдачей на выходе 220 В (50 Гц). Рабочая мощность — 300 Вт, а максимальная — 60 Вт. Рабочая температура от -40 до +40 градусов Цельсия. КПД — 92%. К устройству можно подключить любое оборудование, рассчитанное на питание от бытовой сети. Имеется защита от повышения напряжения, КЗ, перегрузки и перегрева. Имеется режим энергосбережения и от полной зарядки.
- SILA PV 4000P — солнечный гибридный инвертор, мощностью 4000 Вт, сочетающий в себе опции контроллера заряда АКБ, инвертора и ЗУ для аккумулятора на 220 В. Работает в диапазоне напряжений от 180 до 270 В. Номинальное U — 48 В. Температурный режим — от 0 до +55 градусов Цельсия. Размеры — 46,8х29,75х12,5 см.
При желании можно выбрать и другие модели — Solax X3-Hybrid-6.0-D-E, Solax X1-1.1, Solax X3 20KW, Solax X1-Hybrid-3.7-D-E, ИС2-12-300, Сибвольт 4024 и другие. Главное — внимательно подойти к изучению характеристик.
Особенности намотки обмоток.
Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более “жесткий” режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”, длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется – это явный признак короткозамкнутого витка
В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
| 1. Равномерная; | 2. Секционная; |
| а – сетевая обмотка; | б – силовая обмотка |
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Правила безопасности
Схема подключения инверторного сварочного аппарата достаточно проста и допускает функционирование устройства в циклическом (прерывистом) режиме, позволяющем добиться максимальной эффективности сварки. Перед тем как втыкать вилку в розетку, необходимо все же прочитать инструкцию по подключению, проверить параметры сети, комплектность оборудования и внешнюю целостность всех его частей.
 Варианты подключения инвертора к сети
Варианты подключения инвертора к сети
В инструкции должно быть чётко расписано, как правильно надо подключать сварочный аппарат, а также оговорен порядок его безопасного соединения с действующей электросетью. Особо оговаривается необходимость проверки пробок и автоматических выключателей, установленных в цепи подачи питания.
Должно учитываться и то обстоятельство, что в старых домах алюминиевая электропроводка не позволяет работать с токами свыше 10 Ампер. Поэтому перед тем, как включать преобразователи в сеть, необходимо выяснить их паспортную мощность и потребляемый ток.
При оценке отбираемой от сети мощности не следует забывать о том, что в момент включении аппарата происходит резкий всплеск пускового тока, величина которого может превышать номинальное значение в несколько раз.
Перед подключением аппарата и сварочными работами оператор должен выполнить следующие требования инструкции по его эксплуатации:
- удалить от корпуса аппарата посторонние электротехнические устройства (компьютеры, передатчики, измерительные приборы);
- при работе с инверторным оборудованием рабочее место должно быть освобождено от всех других мешающих предметов;
- помещения, в которых размещается сварочный агрегат, обязательно оборудуются системой принудительной вентиляции.
Для исключения аварийных ситуаций перед первым подключением сварочного аппарата рекомендуется протестировать его в различных режимах сварки.
Как выбрать сварочный кабель самостоятельно
Плавно переходим к главному вопросу — как выбрать сварочный кабель самостоятельно. С нашими советами каждый сможет сделать правильный выбор.
Образное разнообразие сварочных кабелей
Выбор сварочного кабеля происходит непосредственно под аппарат, с которым он будет эксплуатироваться. А это значит нам должно быть известно максимальное напряжение, который может выдать сварочный аппарат. Есть и другие критерии выбора, давайте разбираться по порядку.
Непосредственный проводник
Выбор сварочного кабеля начинается с определения необходимого проводника в нем. Они могут быть медными или алюминиевыми. Для сварщиков-новичков оптимальным вариантом является кабель с алюминиевым проводником, так как в этом случае сварка происходит не так интенсивно, а такие кабеля стоят гораздо дешевле.
Профессионалам лучше делать выбор в сторону медного проводника, все по тому, что кабель с медным проводником имеет в семь раз меньшее сопротивление в сравнение с алюминиевым, а значит будет меньше греться, а потери рабочего напряжения будут минимальными или не будет вообще. Более того, медь более гибкая, а это уже речь об комфортабельности и эффективности выполнения работ.
Существуют медные и алюминиевые сварочные кабеля
Проводники могут быть одножильными или многожильными. Как правило, многожильные кабеля используются в промышленных масштабах, так как нагрузки и напряжение там гораздо выше. Сколько жил в кабеле говорится в маркировке, например 1×25. Цифра 1 указывает на наличие одной жилы, а когда указанно, к примеру 11×30, соответственно 11 жил в кабеле.
Многожильные и одножильные сварочные кабеля
Сечение проводника
Не все знают о том, что при возрастании напряжения в сварочной цепи необходимо использовать соответствующий кабель с необходимым сечением. Чем больше ампер вы используете, тем больше должно быть сечение сварочного проводника.
Проще рассмотреть таблицу ниже, где все станет ясно даже новичкам.
Таблица сечений сварочного кабеля
| Сила тока в Амперах | Сечение кабеля в мм квадратных |
| 80-100 | 1×16 |
| 120-150 | 1×10 |
| 150-180 | 1×16 |
| 200-250 | 1×25 |
| 250-300 | 1×50 |
| 330-400 | 1×100; 11×50 |
| 500-600 | 1×120; 11×95 |
Самый распространенный кабель для бытовых нужд с сечением равным 1×16. Для того что бы постоянно заниматься изготовлением металлических конструкций и выполнять сварку на заказ необходим кабель посерьезнее, 1×25 или 1×50.
Разнообразие сечение сварочных кабелей
Изоляция
Задавая вопрос, какой выбрать сварочный кабель не забудьте обратить внимание на внешнюю изоляцию. Она должна быть более гибкой и иметь толщину не менее 1.1 мм
Обратите внимание, в маркировке так же указывается температура, которую способен выдержать кабель. F — 150, H 180 градусов по цельсию
Длина
Оптимальная длина должна подбираться от видов основных работ. Если к примеру, в занимаетесь изготовлением и монтажем заборов, стоило бы рассмотреть кабель по длиннее, что бы не переносить пролет за пролетом сварочный аппарат. Если речь идет о стационарной работе, то достаточно будет 3-5 метров и от 2 метров на кабель массы. Главное помнить о том, что с увеличением длины кабеля, увеличивается и сопротивление, что как правило приводит к расплавлению изоляционного слоя и замыкания цепи на токопроводящие объекты.
Существует универсальная формула для вычисления оптимальной длины кабеля.
В формуле используется — максимальный ток выдаваемый аппаратом, к примеру 230А, его необходимо разделить на 100, так мы получим число для вычисления оптимальной длины кабеля.Живой пример: 230А:100=2.3У нас имеется соответствующий мощности аппарата кабель 1×25. Значит, 25 делим на 2.3 и получаем 11 метров кабеля. Их необходимо разделить с массой и электрододержателем. Например 3 метра на массу и 7 на держак. Если мы решим увеличить кабель больше чем получилось при вычислении, то наша максимальная мощность существенно понизится.
Все просто, не так ли?А что если мы хотим увеличить(нарастить) существующий кабель. Читаем дальше…
Удлиняем сварочный кабель
Удлиняем сварочный кабель с осторожностью и пониманием того, что это нужно сделать правильно. Во первых, не в коем случае не стоит применять скрутку, это увеличит сопротивление, и повысит шансы на нагрев
Во-вторых, используйте специальную медную опрессовку -таким образом мы получим максимально возможное идеальное соединение.
Медная опрессовка для медного сварочного кабеля
Заключение
Воспользовавшись нашей статьей, у вас появляются все шансы подобрать сварочный кабель тот, который отлично подойдет к вашему аппарату, виду работы и условиям в которых они будут производиться.
Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
Инверторные сварочные аппараты
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.
Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
2 Как сделать своими руками сварочный агрегат?
Теперь, когда мы знаем главные особенности сварочника, можно приступать к сборке самодельного сварочного аппарата. Сейчас в интернете имеется немало схем и инструкций для выполнения такой задачи, которые дают возможность создавать практически любое оборудование для сварки – на переменном и постоянном токе, импульсное и инверторное, автоматическое и полуавтоматическое.
В сложные технические «дебри» мы вдаваться не будем, и расскажем вам, как сделать сварочный аппарат самого простого трансформаторного типа. Работать он будет на переменном токе, обеспечивая эффективное и вполне достойное по качеству шва сварное соединение. Такой агрегат позволит выполнить любые бытовые работы, при которых требуется сварка металлических и стальных изделий. Для его изготовления понадобятся следующие материалы:
- пара десятков метров толстого (желательно медного) кабеля (провода);
- железо для сердечника трансформаторного устройства (железо должно характеризоваться достаточно большой магнитной проницаемостью).
Сердечник удобнее всего делать стержневым, традиционной П-образной формы. В принципе, допускается использовать и сердечник иной конфигурации, например, круглый из статора любого сгоревшего электрического двигателя, но будьте готовы к тому, что на круглую конструкцию обмотки наматывать намного сложнее. Рекомендованная площадь сечения сердечника для стандартного бытового сварочного агрегата, сделанного самостоятельно, составляет порядка 50 квадратных сантиметров.
Большее сечение делать нет смысла, так как агрегат станет намного тяжелее, а вот реального технического эффекта вы не добьетесь. Если вас не устраивает рекомендованная величина площади сечения, вы можете сами рассчитать ее значение, пользуясь схемой, приведенной в первой части нашей статьи.
Первичную обмотку требуется выполнять из медного провода с высокими характеристиками термической стойкости (во время сварки обмотка подвергается воздействию высоких температур). Данный провод, кроме того, должен иметь хлопчатобумажную либо стеклотканевую изоляцию. В крайнем случае, допускается применять провод в резинотканевой либо обычной резиновой изоляционной оболочке, но ни в коем случае не в полихлорвиниловой.
Изоляцию, кстати, можно сделать самостоятельно, нарезав из хлопчатобумажной или стеклоткани полоски двухсантиметровой ширины. Этими полосками вы обматываете медный кабель, после чего пропитываете провод с самодельной изоляцией любым лаком электротехнического назначения. Поверьте, подобная изоляция не перегреется при эксплуатации 6–7 сварочных стержней (при их сжигании на средней продолжительности сварочных работ).
Площади сечения обмоток рассчитываются по принципам, которые были изложены ранее. Думается, с данными расчетами у вас проблем не возникнет. Обычно площадь сечения «вторичного» провода берется на уровне 25–30 квадратных миллиметров, «первичного» – 5–7 (значения для самодельных агрегатов, которые будут работать со стержнями диаметром 3–4 миллиметра).
Также просто определяют протяженность куска медного провода и количество витков для обеих обмоток. А затем начинают наматывать катушки. Их каркас выполняют по геометрическим параметрам магнитопровода. Размеры подбирают таким образом, чтобы на сердечник, изготовленный из текстолита либо картона, используемого в электротехнике, магнитопровод одевался без каких-либо затруднений.
Намотка катушек имеет маленькую особенность. Первичную обмотку наматывают наполовину, затем на нее накладывают и половину вторичной. После этого аналогичным образом обрабатывают и вторую часть катушки. Для улучшения изоляционных свойств желательно между слоями прокладывать кусочки картонных полосок, стеклоткани либо плотной бумаги.
После сборки сварочной установки, сделанной своими руками, ее в обязательном порядке настраивают. Для этого нужно включить ее в сеть и выполнить на вторичной обмотке замер показателя напряжения. Его величина обязана равняться 60–65 В. Если напряжение иное, потребуется смотать (либо домотать) часть обмотки. Такие процедуры придется выполнять до тех пор, пока не будет достигнута указанная величина напряжения.
Подключение сварочного инвертора
Подсоединение сварочного аппарата может быть осуществлено к внешней сети напряжением 220 В или 380 В либо к генераторной установке определенной мощности. Соединительный кабель с вилкой соответствует максимальной мощности агрегата, поэтому здесь никаких вопросов быть не должно. Основные трудности могут возникнуть со стороны внешнего источника питания, особенно если электропроводка на дачном участке старая и имеет неизвестное сечение.
Современная проводка, вилки и розетки рассчитываются на ток не более 16 А. Суммарная мощность, которая потребляется всеми устройствами в доме, может быть больше этого значения, поэтому его ограничивают автоматическим предохранительным устройством или обычной пробкой. Чтобы осуществить подсоединение сварочного инвертора, сначала нужно убедиться, что его входная мощность не отключит защитное устройство домашней сети.
Устройство сварочного инвертора.
Одно из преимуществ сварочных устройств этого типа заключается в том, что их электрическая цепь имеет несколько типов защиты. В случае перегруза сети защита автоматически отключает аппарат по низкому напряжению. Такая ситуация может произойти, когда входное напряжение имеет низкое значение, или в случае недостаточного сечения электропроводки, сопротивление которой снизит напряжение при возникновении нагрузки в виде сварочного тока.
Если электрическая проводка стационарной сети не позволяет осуществить подсоединение инвертора, нужно воспользоваться другими источниками питания, которые будут рассмотрены ниже. В случае полного соответствия максимальной мощности аппарата с внешней проводкой можно подсоединять инвертор к электросети и осуществлять тестовую сварку.
Если есть возможность, нужно контролировать просадку напряжения при зажигании дуги. Сильная просадка может быть результатом малого сечения проводов.
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
Трансформатор удастся изготовить самостоятельно. Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
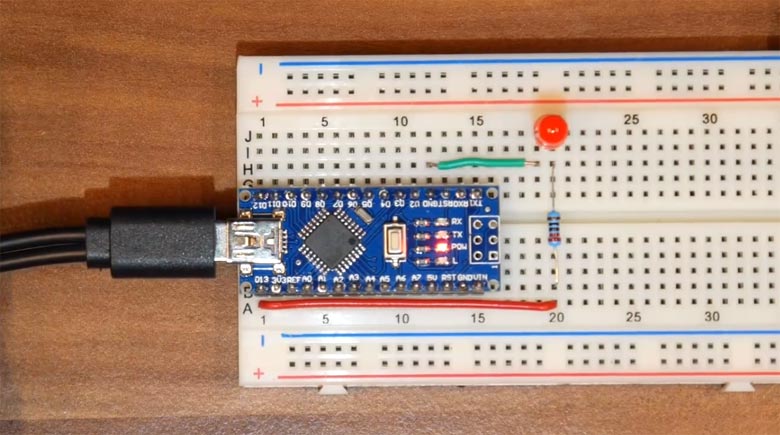
Формирование синусоидальной формы сигнала с помощью ШИМ
курильщика
Расчет значений для формирования синуса
n — значение скважности в данной дискретной точке
A — амплитуда сигнала, то есть максимальное значение скважности. У нас это 1000
pi/2 — 1/4 периода синуса попадает в pi/2, если считаем 1/2 периода, то pi
x — номер шага
N — количество точек
Использую для статьи старенький микроконтроллер STM32F100RBT6 (отладка STM32VL-Discovery), его частота 24 МГц.
Считаем сколько тактов будет длиться период 20 мс: 24 000 000 Гц / 50 Гц = 480 000 тиков
Значит половина периода длится 240 000 тиков, что соответствует частоте 24 кГц. Хотите повысить несущую частоту — берите камень шустрее. 24 кГц наши уши все таки услышат, но для тестов или железки, стоящей в подвале пойдет. Чуть позже я планирую перенести на F103C8T6, а там уже 72 МГц.
240 000 тиков… Тут логично напрашивается 240 точек на половину периода
Таймер будет обновлять значение скважности каждые 1000 тиков или каждые 41,6 мкс
тут