Как выполнить развальцовку или разбортовку медных трубок своими руками
Содержание:
Предназначение тормозных трубок
Любая гидравлическая система нуждается в наличии магистралей, по которым жидкость подаётся в рабочие механизмы. Тормозная система автомашины не является исключением, но здесь имеются свои особенности. Связаны они как с конструкцией тормозов, так и техническими характеристиками используемой рабочей жидкости, к которой предъявляются весьма жёсткие требования:
- она должна не закипать при температурах, превышающих 200 градусов;
- не терять текучесть в сорокаградусный мороз;
- не быть агрессивной к резиновым деталям тормозной системы;
- не приводить к коррозии.
Последний пункт особенно важен для тормозных трубок, являющихся неотъемлемой частью ТС современного автомобиля. Рассмотрим принцип работы типовой тормозной системы.
Алгоритм остановки транспортного средства связан с выполнением следующих действий:
- водитель при возникновении необходимости снизить скорость движения машины вплоть до полной её остановки нажимает с соответствующим усилием на педаль тормоза;
- шток педали напрямую воздействует на поршень главного тормозного цилиндра, приводя его в действие;
- поршень, двигаясь в цилиндре, воздействует на тормозную жидкость, создавая определенное явление;
- жидкость, сжимаемость которой близка к нулю, движется по магистрали и воздействует на тормозные цилиндры, расположенные на каждом из колёс;
- поршни передают импульс движения на тормозные колодки, которые, прижимаясь к дискам, и создают тормозное усилие, притормаживая вращение колёс.
В этой цепочке тормозные трубки являются составной частью гидромагистрали, по которой движется рабочая жидкость. Их задача – не допустить подтеканий ТЖ, поэтому особое значение приобретает качество их соединения с другими элементами тормозной системы. Вот для этого и используется технологическая операция, называемая развальцовкой.
Её сущность заключается в деформировании оконечного участка трубки таким образом, чтобы равномерно увеличить её диаметр (противоположная операция, заключающаяся в сужении диаметра кончика трубки, называется завальцовкой). Развальцовка нужна для того, чтобы обеспечить максимально герметичное соединение трубок друг с другом или трубки с коллектором.
Поскольку, как мы уже отмечали, тормозные трубки подвержены механическим воздействиям, они могут получить повреждение, ставшее причиной разгерметизации системы – в этом случае требуется немедленная операция по их замене. Естественный износ – более распространённая причина замены этой компоненты тормозной системы.
Сама процедура развальцовки трубки состоит из трёх этапов:
- определение требуемого зазора между трубной решёткой и кончиком трубки;
- развальцовка и трубки, и трубной решётки;
- снятие демпфирующей нагрузки с внутренних стенок трубки.
Технология деформации требует, чтобы металл тормозной трубки подвергался так называемой пластической деформации, а металл решётки – упругой деформации. Для обеспечения этого условия решётка изготовляется из более твёрдого металла, что позволяет после завершения этапа развальцовки трубной решётке целиком «обхватить» трубку.
Обеспечение требуемой герметичности такого соединения осуществляется посредством применения метода контактного давления, образующегося между наружными поверхностями контактирующих деталей. В некоторых случаях технология соединения развальцованных кончиков труб предполагает использование сварки – такой метод называют комбинированным.
В заводских условиях развальцовка осуществляется с применением специального станка, оснащённого приводом гидравлического, пневматического или электрического типа, предусматривающего возможность контроля за скоростью вращения. Именно на привод ложится задача обеспечения требуемой надёжности соединения.
При замене тормозных трубок развальцовка осуществляется с использованием специального инструмента, который можно приобрести в автомагазине.
Применяемый инструментарий
- универсальный труборез;
- захват или зажим;
- штампы, рассчитанные на разные диаметры труб.

На развальцовачных штампах присутствует разметка с указанием типа труб. Они могут быть метрическими либо дюймовыми. В процессе применяется конусный винт.
Более опытные мастера могут сэкономить на приобретении комплекта, изготовив нужный инструментарий самостоятельно. Для этого потребуется коническая болванка, на которой имеется конус с требуемым углом.
Медные трубки легко поддаются напору применяемого стального инструмента. Однако кроме большого усилия, требуется определенная точность, ведь перекос при ударе способен привести к разрывам края заготовки, а это брак и потеря герметичности. Прибегать к таким способам можно лишь в крайних случаях.
Уместнее брать специальный экспандер, упрощающий работу за счет применения вращающейся рукоятки. Операция длится недолго и выполняется за один проход, но, к сожалению, 100%-ный результат обеспечивается не в каждом случае. Многое зависит от непосредственного состояния трубки. Тонкие выработанные стенки дадут неидеальный результат, а могут привести и к заминанию заготовки.
В классический набор для развальцовки тормозных трубок должен входить комплект валиков с твердосплавными поверхностями. Благодаря цилиндрической форме инструмента происходит прокатывание по поверхности трубки с нарастающим усилием. Операция проходит плавно и неприятности практически исключены.
Валики способны справиться даже с неидеальными заготовками. В результате получается гладкая и ровная поверхность, на которой отсутствуют какие-либо шероховатости и дефекты.
Также твердотельный конус – действенный инструмент для развальцовки тормозных трубок. Его приходится вдавливать в свободную часть патрубка. При этом трубка крепится в стационарных тисах. Результат получается на высоком уровне, сравним с работой валиков, но нужно своевременно остановиться, чтобы не повредить заготовку.
Инструменты
Увеличить диаметр мягкой и эластичной медной трубы можно и вручную, просто натягивая ее на коническую болванку подходящего размера.
Однако таким кустарным способом получить раструб с правильной геометрией очень сложно. Стенки могут иметь неоднородную толщину, из-за чего более тонкие растянутся слишком сильно, а толстые не растянутся совсем. Усилие, прилагаемое человеком, также неравномерно, поэтому возможно искривление трубы во время работы и перекос болванки, вследствие чего раструб получится асимметричным и перекошенным.
Чтобы сделать разбортовку аккуратно и сформировать из кромки трубы раструб нужной формы, способный обеспечить в дальнейшем надежное соединение элементов конструкции, используют различные инструменты.
Экспандер
Это ручной механизм, в котором развальцовка производится простым применением силы, так же как и при использовании конической болванки. Экспандер состоит из двух ручек и расширителя – раздвижного конического элемента, который вставляется в трубу. При воздействии на рычаги части расширителя расходятся в разные стороны, растягивая трубу.
Экспандер недорог и позволяет выполнить работу быстро и без особых трудозатрат. Однако получить качественный результат при помощи этого инструмента трудно. Стенки растягиваются неравномерно, более тонкие участки могут разорваться.
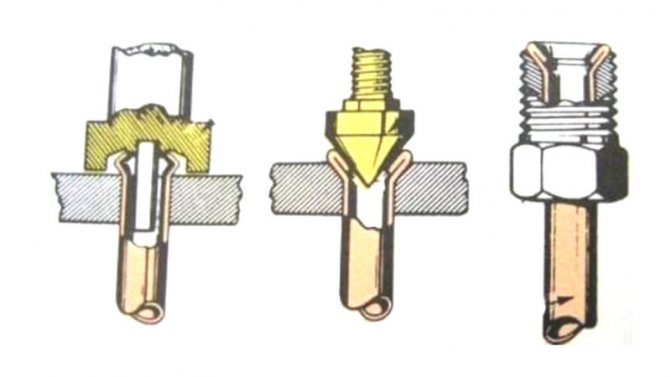
Конусный развальцовщик
Это небольшой набор из двух инструментов: матрицы и собственно развальцовщика.
Матрица – это тиски с несколькими цилиндрическими отверстиями, расширенными сверху до 45⁰. Размеры отверстий соответствуют стандартным диаметрам труб.
Развальцовщик состоит из:
- корпуса с направляющими,
- конусного расширителя,
- управляющего механизма,
- силового винта.
При вращении силового винта, приводящего в действие управляющий механизм, расширитель постепенно ввинчивается в кромку трубы, расширяя ее. Направляющие обеспечивают неизменность взаимного расположения трубы и расширителя, благодаря чему не возникает перекосов и получается ровный и аккуратный раструб.
Механический развальцовщик
Этот инструмент схож с предыдущим, но его рабочим органом является не конус, а набор вальцов. Вальцы не растягивают, а раскатывают стенки трубы, расширяя ее равномерно и постепенно, благодаря чему металл имеет одинаковую толщину на всей развальцованной поверхности, а раструб получается аккуратным и симметричным.
Развальцовщик с электроприводом
Такой вальцовочный аппарат в дополнение к механическому развальцовщику имеет электропривод, благодаря чему работы по расширению труб выполняются быстрее и с меньшими трудозатратами.
Инструменты и приспособления
Как в промышленном производстве, так и в домашних условиях, существуют стандартные правила и очерёдность операций:
- зажим — укрепление материала (трубы), с которым предстоит работа, изменение конечной части;
- трещотка — приспособление для регулировки силы нажатия на место обработки;
- конус (воронка) – этот инструмент исполняет роль изменения, расширения диаметра металла в месте стыковки с механизмом, используется для обработки труб из алюминия и меди — пластичных, податливых металлов.
Развальцовка может быть необходимой операцией перед сваркой трубок из меди. Сначала трубы с разным диаметром нужно привести к единому размеру. Только после процесса развальцовки (уменьшение размера трубы путём сжатия) можно приступать к спайке. Для пайки трубы медной трубы понадобится:
- горелка;
- наждачная бумага;
- трещотка;
- припой;
- флюс (для меди подойдёт канифольный).
Допустим, нужно припаять медную трубку к фитингу для углового формирования конструкции. Используем мягкий припой. Берём трубку, фитинг, зачищаем трубу наждачкой или гибкой губкой-наждачкой для максимального удаления зазоров перед пайкой. Теперь нужно взять флюс пасту — смесь для удаления оксидов на месте спайки. Аккуратно и равномерно наносим на фитинг изнутри и на трубу снаружи, производим соединение (стык). Некоторые специалисты советуют намазывать флюс только на трубу. Этот момент нужно рассматривать индивидуально. Теперь включаем горелку и направляем на место припоя пламенем. В виде припоя можно использовать латунь.
Постепенно подводим припайный провод к месту пайки, происходит плавление припоя и заполнение пространства стыка. Температура пламени горелки может доходить до 2000 С. После спайки соединения необходимо мокрой тряпкой удалить остатки флюс-пасты, тщательно протереть место спайки. При недостаточном удалении флюс-паста может начать купоросить, что отрицательно скажется впоследствии на качестве и долговечности спаянного стыка. Можно использовать электрический паяльник, специально предназначенный для спайки медных труб. Этот прибор изготовлен в виде щипцов с электродами на концах.
Особенности технологии
Гвозди используются для крепления различных материалов
Но стоит обратить внимание на конструкцию шиферного гвоздя, верхний колпачок которого изготавливается методом жесткой завальцовки. Материалом для колпачка служит тонколистовая, имеющая оцинкованное покрытие, сталь
В результате нижний край колпачка способен четко повторить очертания поверхности волнообразного материала, обеспечив герметичность в точке его установки.
Завальцовка тонких труб – это процесс пластической деформации ее торцевой части, направленный на получение неразъемной заглушки. Такая операция особенно востребована при ремонте трубок бытовых холодильников и кондиционеров. Технология выполнения заключается в образовании глухого торца с уменьшением или без изменения диаметра трубки путем загиба ее кромки внутрь. Загнутый край обжимается, а затем завальцовывается вручную или на специальных станках.
Проще всего выполнять завальцовку тонкостенных труб, изготовленных из пластичных материалов, таких как медь, алюминий или низкоуглеродистая сталь. Но процедура предусматривает ряд технологических особенностей.
- Участок трубы, подвергаемый завальцовке, необходимо слегка подогреть. Это позволит увеличить пластичность материала, существенно снизить риск его разрыва, а также исключить упрочнение металла.
- Если операция выполняется на станке, то следует увеличить скорость деформирующего инструмента на начальном этапе, пока заготовка горячая, и постепенно снижать ее по мере остывания материала трубы.
В домашних условиях завальцовку труб проводят, используя обычный молоток. Это грубая операция, которая способна привести к повреждению металла и деформации заготовки. Она возможна лишь при толщине стенки трубы от 1,5 до 2,0 мм. Технология завальцовки шлангов высокого давления предусматривает использование специальных приспособлений и оборудования.
Прессниппель плотно вставляется внутрь шланга, поверх надевается металлическая муфта, обжатие которой происходит при помощи гидравлического станка или матрицы. Шланг местом обжима вставляется в губки станка, подкачивается ручка насоса. Метод шарнирной завальцовки подшипника в корпус широко используется в машиностроении. Процесс может осуществляться с применением различных технологий, из которых наиболее распространены такие.
- Сплошная завальцовка позволяет избежать разрыва металла по окружности при его смещении. Перед тем, как приступить непосредственно к процессу, на корпусе выполняют кольцевые канавки V-образной формы, глубина и угол которых зависят от диаметра наружной обоймы подшипника. Сама операция выполняется кольцевым пуансоном.
- Завальцовка шариками, помещенными в V-образную канавку. Шарики совершают обкат по канавке под нагрузкой, при этом металл корпуса переходит в пластическое состояние, легко деформируясь и завальцовывая подшипник. Именно этот метод применяется в производстве двигателей для авиационной промышленности.
Технология и этапы
Если у вас случилась беда с тормозной системой, вы сломали трубку или вам нужно развальцевать край трубки, можно исправить повреждение своими руками или изготовить новую трубку для тормозной системы. Нам понадобится трубка определённой длины. Чтобы ее сделать, можно использовать роликовый нож. Для этого нужно вставить место разреза трубки в роликовый нож, закрепляем нажимом, оборачиваем кругом сам нож вокруг трубки, потом подкручиваем, и опять круг. Подтягивать зажим до тех пор, пока не произойдёт обрезание трубки. Таким образом, у нас получится аккуратный разрез, который не нужно будет дополнительно обрабатывать и зачищать края.
Далее из сердцевины нужно снять внутреннюю фаску, используем для этого процесса сверло с нарезным конусовидным наконечником, прокручиваем медленно концом сверла внутри трубки. Тем самым образуется внутренний конус на трубке, углубление с ровными краями.
Дальше берём тиски, подходящие на трубки с разным диаметром, которые должны быть в комплекте домашнего хозяйства у любого мастера. В этих тисках есть две стороны, которые необходимы для работы — тыльная и фронтальная. Особенность фронтальной стороны в том, что на ней есть фаски, предназначенные для формирования грибка.
Теперь вставляем край нашей трубки в тиски
Их важно правильно закрепить на поверхности рабочего места
Необходимо обратить внимание на важный момент: сколько по длине оставить торчащую трубку. По правилам нужно оставлять 4 мм, а на практике удобнее чуть больше, чтобы получился грибок покрупнее
Зажимаем тиски. Теперь нужно взять оправку в форме грибка, вставляем в середину трубки. Теперь понадобится поджимающий механизм с креплением на тиски и выдвижным на резьбе наконечником в виде конуса.


Собираем мини-станок, опускаем наконечник в оправу, которую мы поместили в конец трубки и начинаем медленно вращать, используя рычаг для закрутки винтового механизма
Важно обратить внимание на плоскость грибка и зажима, они должны находиться в строго параллельном состоянии, чтобы не замяло трубку в сторону. При скосе не образуется нужная вальцовка. Медь — металл мягкий, поэтому поджимаем без фанатизма
Подтянули, пошло небольшое движение вниз наконечником – и можно разбирать станок с тисками. В итоге получилась трубку с внутренней фаской по центру, грибком для соединения с конструкцией
Медь — металл мягкий, поэтому поджимаем без фанатизма. Подтянули, пошло небольшое движение вниз наконечником – и можно разбирать станок с тисками. В итоге получилась трубку с внутренней фаской по центру, грибком для соединения с конструкцией.
Далее на трубку надеваем необходимые крепёжные винты и, если нужно, таким же образом выполняем работу на втором конце трубки. Вот и готова новая, идеальная трубка для тормозного механизма. Как при любых работах на станках, так и при обработке меди вручную, соблюдайте правила техники безопасности. Перед началом работы на вальцовочном станке необходимо пройти медицинский осмотр и инструктаж по ОТ.

В следующем видео вас ждет развальцовка медных трубок для начинающих.