Как сделать полуавтомат для сварки?
Содержание:
- Настройка инвертора, используемого для полуавтоматической сварки
- Самодельный полуавтомат
- Особенности и технология
- Механизм подачи проволоки
- Полуавтомат Саныча
- Последовательность действий при ремонте
- Из сварочного трансформатора
- Полуавтомат трансформатора
- Реализация электрической части
- ↑ Схема и детали сварочника
- Устройство сварочного полуавтомата
- Что понадобится для перестройки инвертора в полуавтомат
Настройка инвертора, используемого для полуавтоматической сварки
Если вы решили сделать своими руками сварочный полуавтомат, используя для этого инвертор, необходимо предварительно обесточить данное оборудование. Чтобы такое устройство не перегревалось, следует разместить его выпрямители (входной и выходной) и силовые ключи на радиаторах.
Силовые диоды на дополнительных радиаторах
После того как все вышеперечисленные процедуры выполнены, можно соединить силовую часть устройства с его блоком управления и подключить его к электрической сети. Когда индикатор подключения к сети загорится, к выходам инвертора следует подключить осциллограф. С помощью этого прибора надо найти электрические импульсы частотой 40–50 кГц. Время между формированием таких импульсов должно составлять 1,5 мкс, что регулируется изменением величины напряжения, поступающего на вход устройства.
Осциллограмма сварочного напряжения и тока: слева на обратной полярности, справа – на прямой
Необходимо также проверить, чтобы импульсы, отражающиеся на экране осциллографа, имели прямоугольную форму, а их фронт составлял не более 500 нс. Если все проверяемые параметры соответствуют требуемым значениям, то можно подключать инвертор к электрической сети. Ток, поступающий от выхода полуавтомата, должен иметь силу не менее 120 А. Если величина силы тока меньше, это может означать то, что в провода оборудования подается напряжение, величина которого не превышает 100 В. При возникновении такой ситуации необходимо сделать следующее: протестировать оборудование путем изменения силы тока (при этом надо постоянно контролировать напряжение на конденсаторе). Кроме того, следует постоянно контролировать температуру внутри устройства.
После того как полуавтомат протестирован, необходимо проверить его под нагрузкой. Чтобы сделать такую проверку, к сварочным проводам подключают реостат, сопротивление которого составляет не меньше 0,5 Ом. Такой реостат должен выдерживать ток силой 60 А. Сила тока, который в такой ситуации поступает на сварочную горелку, контролируется при помощи амперметра. Если сила тока при использовании нагрузочного реостата не соответствует требуемым параметрам, то величину сопротивления данного устройства подбирают эмпирическим путем.
Самодельный полуавтомат
Есть разные подходы к созданию самодельного сварочного полуавтомата из инвертора, но мы остановимся на самых практичных и интересных.
Следуя этим инструкциям любой новичок с начальными познаниями электротехники сможет сделать это у себя дома.
Метод №1

Сконструировать полуавтоматическое сварочное устройство можно и дома, используя подручный инвертор. Без него обойтись невозможно.
Подойдет инвертор средней мощности для MMA сварки
Важно, чтобы он был в рабочем состоянии и мог выполнять простые операции
Далее нужно поменять вольт-амперные показатели (ВАХ) для работы в полуавтоматическом режиме. Тут пригодиться ШИМ-контроллер. Отметим, что этот подход самый трудный и справиться смогут только опытные сварщики.
Необходимо сделать дроссель из дневной лампы, и переключить напряжение на обратную связь. В видеоролике, представленном ниже, вы можете узнать все подробности и схемы этого метода.
Метод №2
Этот способ сбора самодельного сварочного полуавтомата очень простой и его может освоить практически каждый человек, который имел дело с инверторной сваркой. Некоторые модели инверторов можно переключать в режим с жестким изменением ВАХ.
Если у вас есть под рукой такой аппарат, то вы с легкостью можете сделать из него полуавтомат. Останется лишь заказать внешний подающий блок.
Важно иметь под рукой соответствующие провода. Нужно лишь подключить подающий блок к инвертору и вы готовы варить
В этом случае подающий блок выступает в роли дополнения. В видеоролике ниже демонстрируются особенности такого способа.
Метод №3

Последний метод сбора самодельного сварочного полуавтомата покажется не таким простым, ведь тут вам пригодятся определенные знания и умения. Как и в предыдущем случае, вам так же понадобится инвертор-донор.
Любым аппаратом обойтись не получится, потому что необходима именно сборка ZX-7 с шунтом на выходе. Отсутствие форсажа дуги и горячего старта будет только на пользу.
Не забывайте про вольт-амперные характеристики, их тоже нужно изменить. Далее настройте нарастание тока. В зависимости от сборки инвертора, дальнейшие шаги могут отличаться в разных источниках.
Рекомендуем вам прочитать больше информации на специальных форумах. В видеоролике ниже вы можете взглянуть на работу самодельного полуавтомата.
Особенности и технология
Схема традиционного сварочного автомата проста и не требует подробного описания. По своей сути это трансформатор, который имеет мощную вторичную обмотку.
С его помощью можно варить конструкции из стали и сплавов черных металлов.
Причина в том, что на открытом воздухе свариваемые детали из цветных металлов моментально окисляются, и соединения не происходит.
Для того чтобы устранить это явление, изобрели сварочный полуавтомат.
Полуавтоматические устройства делятся по типу защиты сварного шва:
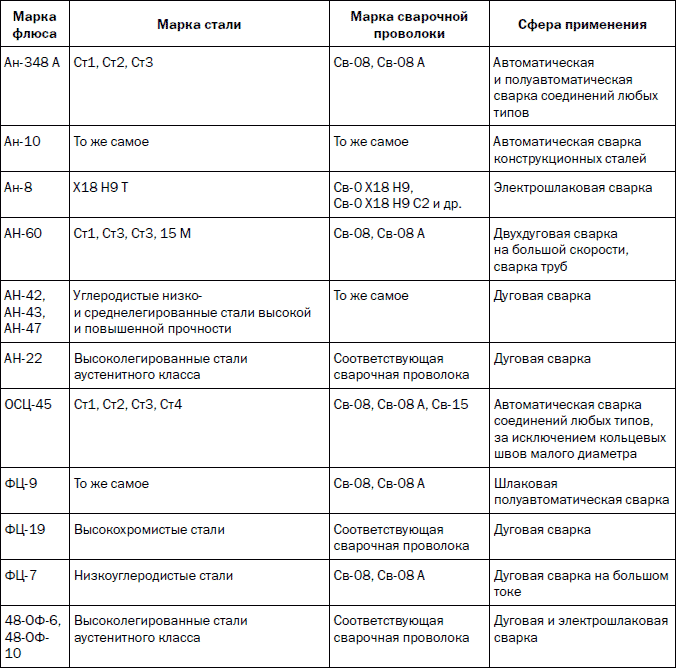
- сварка под флюсом;
- сварка в атмосфере инертного газа;
- сварка порошковой электродной проволокой.
Популярность сварочного полуавтомата объясняется тем, что на нем легко выполняются сварочные работы человеком, который впервые взялся за газовую горелку, технология сварки вполне доступна и понятна.
Особенности функциональной схемы и конструкции полуавтомата позволяют добиться качественных результатов даже новичкам. При этом стоимость оборудования на рынке высокая.
Чтобы обойти это обстоятельство, мастера своего дела предпочитают сделать сварочный полуавтомат своими руками.
Практика показывает, что самодельный агрегат имеет такие же эксплуатационные характеристики, как и заводской.
На видео показана работа самодельного полуавтомата, с помощью которого можно делать ремонт автомобиля.
Видео:
О том, как сделать сварочный полуавтомат своими руками, написано большое число инструкций. В большинстве из этих рекомендаций содержится много полезной информации.
Первое, что необходимо усвоить – для получения качественного шва необходимо обеспечить стабильное горение дуги. Именно поэтому сварка выполняется постоянным током.
Принципиальная электрическая схема включает в себя следующие элементы:
- трансформатор;
- выпрямитель;
- дроссель;
- электрод.
В качестве электрода служит горелка, которая обеспечивает поступление в зону сварки защитного газа и сварочной проволоки.
В сварочном аппарате, работающем на переменном токе, добиться стабильного горения дуги сложно из-за колебаний напряжения в сети.
Если колебания напряжения возникают во вторичной цепи, то их сглаживает дроссель.
Из курса электротехники известно, что дроссель – это катушка индуктивности, которая является нагрузкой в цепях постоянного тока.
Дроссель компенсирует возникающие колебания и обеспечивает стабильное горение дуги. Тем самым обеспечивая высокое качество сварного шва.

Второй момент, на который следует обратить внимание при подготовке к работе – это выбор режима сварки. Настройка оборудования выполняется в зависимости от толщины свариваемого металла, здесь важна технология и инструкция
Настройка оборудования выполняется в зависимости от толщины свариваемого металла, здесь важна технология и инструкция.
Если выполняются работы по сварке листового алюминия толщиной более 5 мм, то делать это нужно в два прохода.
Для правильного выбора режима сварки нужно вспомнить уроки металловедения и знать качественные характеристики свариваемых металлов и сплавов, а также элементарно уметь варить.
Механизм подачи проволоки
Чтобы сделать полуавтоматический аппарат, надо продумать модернизацию механизма подачи проволоки. Сам по себе инвертор является надежным агрегатом, но при некорректной эксплуатации он может сломаться. Причина неисправности обычно заключается в выходе из строя регуляторного механизма. Сама схема функционального девайса включает прижимной ролик, который оборудован регуляторным устройством прижима проволоки. В аппарате имеется ролик подачи проводника, в нем расположены два технологических углубления, из них выходит проволока.
При эксплуатации оборудования допускается применение проводника, диаметр которого составляет не более 1 мм.
После регуляторного механизма располагается соленоид, он предназначен для контроля процедура подачи газа. Сам по себе регулятор имеет большие размеры, он крепится на агрегате посредством небольших винтов. Поэтому место фиксации нельзя назвать надежным. В ходе эксплуатации оборудование может подкашиваться, что станет причиной неисправности.
Можно приобрести подающий узел с горелкой в магазине или соорудить самостоятельно.
Если собирать устройство своими руками, понадобится:
- электрический мотор от стеклоочистителей авто;
- два подшипниковых элемента;
- две пластины;
- ролик с диаметром не более 2,5 см.
Принцип сборки механизма:
- Монтаж ролика выполняется на вал электрического мотора от дворников.
- На пластинах выполняется фиксация подшипниковых устройств, эти элементы надо прижать к ролику. Процедура сжатия выполняется посредством пружины.
- Проводник, который проходит по направляющим между подшипниковыми элементами, протягивается.
- Составляющие компоненты устройства регулировки монтируются на пластине, ее толщина — не меньше 0,8-1 см. Для сборки потребуется текстолитовая пластина. Подача проволки должна выполняться в месте установки разъема, соединяющегося с рукавом. Здесь производится монтаж катушки соответствующего диаметра, а также маркой проволоки.
- Сам разъем подсоединяется к рукаву, который монтируется на лицевой части корпуса устройства. К пластине выполняется подключение катушки с намотанным проводником. Для качественной фиксации катушки на подающем механизме под нее надо изготовить вал. Его фиксация выполняется перпендикулярно с текстолитовой пластиной. На краю вала делается резьба, это позволит обеспечить качественную фиксацию катушки.
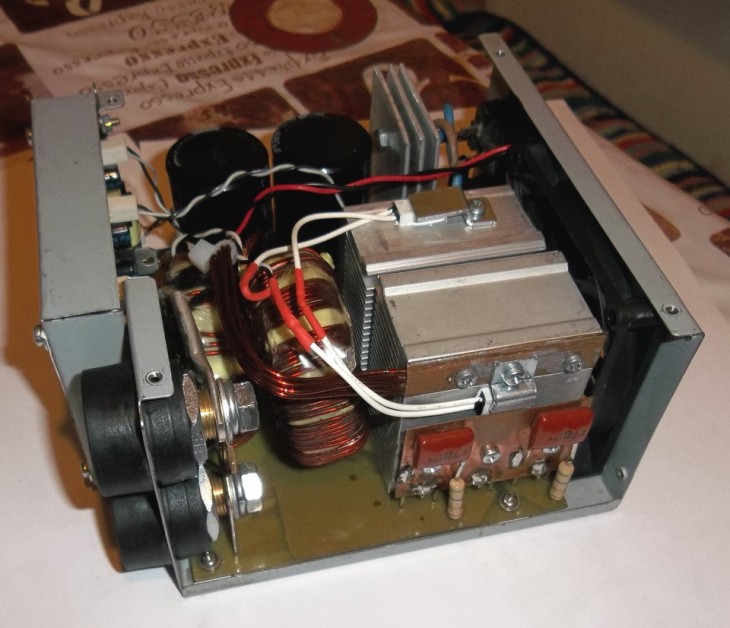
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
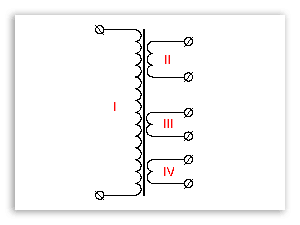
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
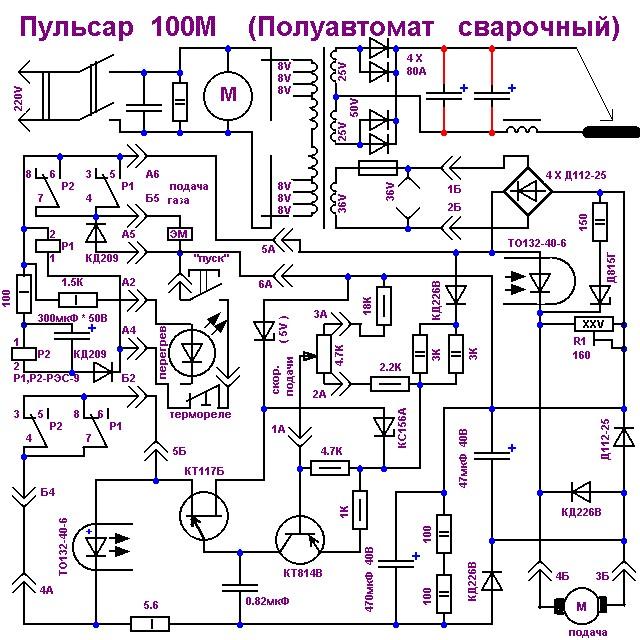
Схема сварочного устройства:
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Возможности сварочного полуавтомата значительно выше, чем у аппарата, предназначенного для выполнения ручной дуговой сварки. Полуавтоматом можно сваривать значительно более тонкий металл.
Применение специальной сварочной проволоки позволяет работать с цветными металлами, а использование защитного газа обеспечивает сварной шов более высокого качества. Учитывая эти обстоятельства, желание пополнить свою домашнюю мастерскую таким устройством вполне объяснимо.
Последовательность действий при ремонте
Когда сварочный полуавтомат варит металлические конструкции, но качество сварки оказывается низким, аппарату требуется ремонт.
В рабочей обстановке, когда нет времени обращаться в сервисный центр, устранить неисправность вполне по силам своими руками.
Многолетний опыт показывает, что значительное количество неисправностей возникает по самым простым причинам.
Из этого показателя следует очевидный вывод – в первую очередь необходимо проверить прочность электрических соединений и обязательно прожать все клеммники.
Если проведенный своими руками ремонт по зачистке и уплотнению контактных соединений не принес результатов, то нужно разделить работы на три следующих этапа:
- диагностика электрической схемы;
- диагностика механизма подачи проволоки;
- диагностика системы подачи защитного газа.
Зачастую полуавтомат включен, исходное напряжение на него подается, но сварочный ток не подается и дуга не загорается.
Такая ситуация может возникнуть при перегреве устройства, когда варит неопытный сварщик. Просто превышен рабочий период сварки и сработала защита.
Видео:
Ничего страшного в такой ситуации нет. Необходимо дождаться, пока полуавтомат остынет, и возобновить работу.
Для того чтобы провести ремонт полуавтомата своими руками, нужно иметь следующие инструменты и приборы:
- омметр или осциллограф;
- отвертка;
- гаечные ключи;
- паяльник и припой;
- пассатижи.
Ремонт сложного электротехнического оборудования требует от исполнителя определенной теоретической и практической подготовки.
Когда аппарат не варит, нужно взвесить свои возможности и выполнять ремонт самостоятельно либо пригласить специалистов.
Неисправность электрической схемы
Наиболее сложная в сварочном полуавтомате электрическая часть. Когда аппарат варит, но при этом шов формируется неравномерно, нужно проверить исправность выпрямителя.
В схеме может выйти из строя диод или выпрямительный мост в целом.
Стабильное горение сварочной дуги обеспечивается дросселем. По сути это катушка индуктивности, которая обладает высокой надежностью.
Но проверить ее исправность нужно обязательно. Чаще чем диоды, выходит из строя конденсатор. Он легко меняется своими руками с помощью паяльника.
Неисправность механизма подачи проволоки
При нестабильной работе механизма подачи присадочной проволоки сварочный аппарат варит плохо.
Соединение деталей получается некачественным, и значительный объем работы оценивается как брак. Причиной тому может служить чрезмерный износ направляющего канала и подающих роликов.
Видео:
Первым делом необходимо отрегулировать уровень давления этих роликов.
Если эта операция не принесла ожидаемых результатов, то самое эффективное, что можно сделать, заменить весь комплекс подачи – направляющий канал и подающие ролики. Эта легко делается своими руками.
Из сварочного трансформатора
Если в Вашем распоряжении есть старый сварочный трансформатор, он может послужить основой для сборки своими руками полуавтоматического аппарата.

Если старый аппарат имеет выпрямитель и успешно варит постоянным током, в этой части больше ничего делать не надо. Если же это просто трансформатор для сварки переменным током, его следует доработать.
Диодный мост
 Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Выпрямленное напряжение однофазного трансформатора имеет вид синусоиды, нижние полуволны которой отражены симметрично оси абсцисс и перемещены в верхние квадранты системы координат.
По сути, это пульсирующее с частотой 100 герц напряжение, два раза за период достигающее нулевого значения. Использование такого напряжения для сварки в качестве постоянного, приводит к нестабильному горению дуги. Для устранения этого явления требуется фильтр, сглаживающий провалы напряжения.
Фильтр
Фильтр состоит из дросселя, включенного в сварочную цепь последовательно, и конденсатора, включенного параллельно. Такая комбинация индуктивности и ёмкости называется Г – образным фильтром, потому что на схеме, подключенные таким образом элементы образуют букву Г.

Конденсатор для будущего полуавтомата нужен электролитический, полярный, ёмкостью 10000 микрофарад, чем больше, тем лучше. Напряжение конденсатора должно быть не менее 100 вольт, чтобы имелся хороший запас. Можно спаять несколько конденсаторов параллельно, ёмкость при этом суммируется.
Дроссель
 Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Трансформатор имеет две катушки на овальном замкнутом сердечнике, состоящем из двух половинок. Трансформатор разбирается, катушки снимаются, старый провод с них удаляется.
Для намотки подбирается подходящая медная шина плоского сечения. На каждую катушку вместо снятого провода руками наматывается два слоя витков медной шиной. На катушке должно получиться 15 – 20 витков.
После этого, стальной сердечник собирается, катушки ставятся на место, между половинками сердечника вставляется текстолитовая прокладка толщиной 1,5 мм. Катушки соединяются последовательно.
Протяжка
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.
Полуавтомат трансформатора
При наличии ненужного сварочного устройства этого типа можно собрать рабочий полуавтоматический аппарат. Прибор с постоянным током и выпрямителем не требует доработки. Работающий с переменным напряжением трансформатор нужно переделывать.
Необходимые инструменты
Для сборки сварочного аппарата в домашних условиях применяют такие приспособления:
- механизм подачи проволоки;
- блок формирования сварочного тока;
- питающее устройство;
- горелку;
- опорную часть;
- рукава;
- зажимы.
Выбор элементов
Перед тем как сделать аппарат своими руками, нужно правильно подобрать следующие компоненты:
- Источник питания. Для создания этого элемента используют трансформатор. От этой детали зависит производительность агрегата.
- Корпус. Используют короб или ящик нужного размера. Он должен быть сделан из металлических листов или пластика. В корпус устанавливают трансформаторы, подключаемые к первичным и вторичным бобинам.
- Охлаждающая система. При длительной работе сварочный аппарат перегревается. Самый простой способ охлаждения — установка вентиляторов. Эти устройства монтируют в боковых частях корпуса, напротив трансформатора.
Схема полуавтомата
Чертеж полуавтомата включает электронный блок, высокочастотный тиристор, специальные выпрямители. Будущий аппарат должен обладать оптимальной для образования сварного соединения силой тока, скоростью распределения проволоки, напряжением. Для обеспечения этих характеристик потребуется источник формирования электрической дуги.
Подготовка оборудования
Чтобы подготовить аппарат к работе, нужно переделать следующие блоки:
- Трехфазный трансформатор. Его превращают в источник постоянного тока. Для этого устанавливают фильтры и диодный мост. Первый удерживает стабильную дугу, второй — выпрямляет напряжение. Подсоединение фильтра нейтрализует перепады напряжения.
- Дроссельный элемент. Его получают путем обматывания старого трансформатора. Подойдет деталь от старого советского телевизора. Элемент имеет 2 катушки, расположенные на округлом сердечнике, состоящем из 2 частей. Конструкцию разбирают. После этого удаляют подводы. На катушки наматывают медную проволоку. Части сердечника складывают, между ними устанавливают текстолитовую приставку толщиной 1,5 мм. Катушки соединяют последовательно.
Процесс создания сварочного аппарата
После выполнения всех вышеуказанных действий трансформатор вводят в корпус, устанавливают горелку, механизм распределения проволоки, подающий газ рукав, баллон. Агрегат готов к работе.
https://youtube.com/watch?v=Lq4orq_8pyM
Реализация электрической части
Для этого понадобится:
- два автомобильных реле;
- диод;
- шим регулятор для двигателя;
- конденсатор с транзистором;
- электромагнитный клапан холостого хода – для подачи газа в горелку. Подойдет любая ВАЗовкая модель, например от восьмерки;
- провода.
Схема управления подачей проволоки и газа довольно проста и реализуется следующим образом:
- при нажатии кнопки на горелке срабатывает реле №1 и реле №2;
- реле №1 включает клапан подачи газа;
- реле №2 работает в паре с конденсатором и включает подачу проволоки с задержкой;
- протяжка проволоки делается дополнительной кнопкой в обход реле подачи газа;
- для снятия самоиндукции с электромагнитного клапана, к нему подключается диод.
- Нужно предусмотреть подключение горелки к силовому кабелю от инвертора. Для этого рядом с евро разъемом, можно установить быстросъемный разъем и подключить его к горелке.
Полуавтоматический аппарат имеет такую последовательность работы:
- Включается подача газа.
- С небольшой задержкой включается подача проволоки.
Такая последовательность нужна, чтобы проволока сразу попадала в защитную среду. Если сделать полуавтомат без задержки – проволока будет залипать. Для ее реализации, понадобится конденсатор и транзистор, через которые подключается реле управления двигателем. Принцип действия:
- напряжение подается на конденсатор;
- он заряжается;
- ток подается на транзистор;
- включается реле.
Емкость конденсатора нужно подбирать так, чтобы задержка равнялось примерно 0,5 секунды – этого достаточно для заполнения сварочной ванны.
После сборки механизм нужно протестировать, а процесс изготовления можно увидеть на видео.
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Устройство сварочного полуавтомата
Принцип работы сварочного полуавтомата основан на преобразовании переменного тока в постоянный.
В дополнение к этому преобразованию необходимо выполнять еще два действия – подать в зону сварки проволоку и необходимое количество защитного газа.
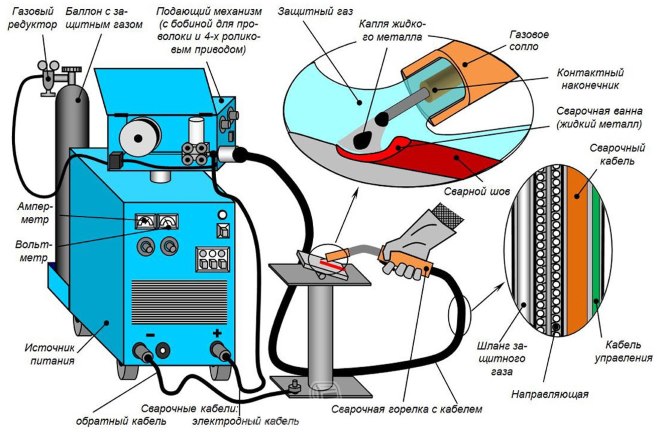
С учетом перечисленных процессов полуавтомат включает в себя следующие узлы и агрегаты:
- источник электрической энергии;
- комплект газовой аппаратуры;
- агрегат для подачи проволоки.
На видео показан сварочный полуавтомат в полном комплекте, вы можете увидеть принцип его работы.
Видео:
Несмотря на кажущуюся сложность, такие аппараты очень часто собирают своими руками.
Многолетний опыт показывает, что самодельный полуавтомат можно сделать под конкретные работы с металлами разного типа в короткие сроки.
Источник питания
Приступая к сборке сварочного полуавтомата своими руками, в первую очередь необходимо выбрать силовой трансформатор. Его можно приобрести в магазине или изготовить самому.
Главное, чтобы на клеммах вторичной обмотки можно было получить напряжение от 15 до 30В и силу тока до 60А.
Принцип построения такой схемы заключается в том, чтобы обеспечить стабильное напряжение на выходе.
На видео показан полуавтомат, который собран для того, чтобы варить конструкции из алюминия.
Видео:
Сварка изделий из алюминия и других цветных металлов требует стабильно горящей дуги.
Эту стабильность обеспечивает электрическая схема, содержащая активные элементы. Вместо готового выпрямительного моста можно использовать более мощные диоды.
Конденсатор необходим для того, чтобы компенсировать остаточные пульсации на выходе выпрямителя. Дроссель поддерживает заданный уровень рабочего напряжения.
В качестве основы для сборки источника питания служит шасси, закрытое металлическим кожухом.
Выполняя работы по монтажу полуавтомата, нужно выполнять все требования правил по эксплуатации электрических установок.
Газовая аппаратура
Когда выполняется сварка на полуавтомате деталей из алюминия, то необходимо обеспечить поступление защитного газа в зону горения электрической дуги.
В качестве защитного газа используется аргон или гелий. Если вспомнить школьные уроки химии, то будет понятно, почему используются именно они.
Это инертные газы, которые не вступают в реакцию с другими веществами. Используется для защиты от воздействия атмосферного кислорода и углекислый газ.
Сделать горелку своими руками сложно.
Проще купить ее в собранном виде. Газ к месту работы поставляется в баллонах.
Газовая горелка включает в себя два основных элемента – наконечник для подведения тока и сопло. На видео показан принцип работы газовой горелки.
Видео:
Конструкция токопроводящего наконечника обеспечивает хороший контакт и скольжение по свариваемой поверхности.
Для изготовления наконечников применяются сплавы на основе меди. Срок эксплуатации наконечника зависит от интенсивности использования и материала, из которого он изготовлен.
Настройка или ремонт горелки выполняется по двум параметрам. Первое, что нужно сделать – отрегулировать подачу сварной проволоки.
Второй шаг – подключить подачу защитного газа.
Устройство для подачи проволоки
В качестве основы для производства сварочной проволоки используются различные металлы и сплавы.
Чаще всего применяются следующие материалы:
- нержавеющая сталь;
- сталь, покрытая медью;
- сплавы на основе алюминия.
В самодельный сварочный полуавтомат заправляется проволока диаметром от 0,6 до 2,0 мм.
Важно отметить, что при использовании порошковой проволоки с флюсом можно варить конструкции без газа. Такой тип проволоки имеет форму трубки, внутри которой находится флюс
Принцип действия в этом случае прост – сгорая в процессе сварки, флюс образует защитную газовую оболочку
Такой тип проволоки имеет форму трубки, внутри которой находится флюс. Принцип действия в этом случае прост – сгорая в процессе сварки, флюс образует защитную газовую оболочку.
На видео показан механизм подачи сварочной проволоки в зону горения дуги.
Видео:
Для подачи используются три способа:
- толкающий;
- тянущий;
- комбинированный.
В зависимости от того, в каких условиях приходится выполнять ремонт труб или других конструкций, выбирается и способ подачи.
Технические основы действия механизма понятны уже из названия.
Самодельный полуавтомат чаще всего оснащается газовой горелкой, в ручке которой расположен привод, предназначенный для того, чтобы тянуть проволоку с катушки.
Если аппарат установлен в мастерской, то можно использовать толкающий способ подачи.
Что понадобится для перестройки инвертора в полуавтомат
Для переделки инвертора в функциональный полуавтомат для сваривания, потребуется необходимые приспособления и комплектующие:
-
- Инвертор, который способен образовать ток для сваривания силой в 150А;
- Отвечающий механизм за подачу присадочного материала, проволоки;
- Горелка, которая является важным приспособлением для сваривания;
- Шланг, по которому осуществляется подача присадочного материала;
- Шланг, по которому поступает защитный газ в место соединения металлов для более качественного формирования шва;
- Катушка для присадочного материала, которую потребуется переделать для будущего оборудования.
- Электронный блок, который в итоге будет управлять процессом самодельного полуавтомата.
Важным моментом является перестройка устройства, для подачи в зону соединения присадочного материала, который проходит через гибкий шланг. Для того чтобы процесс проходил нормально без всяких затруднений, потребуется правильно осуществить скорость движения присадочного материала, для более красивого формирования шва, в соответствии с плавлением проволоки.
Необходимо отдать должное внимание регулировке, потому что при работе с полуавтоматом может использоваться проволока различного материала и толщины. Данное устройство было придумано именно из-за такой функции, поэтому механизму подачи полуавтомата необходимо выполнять ее на требуемом уровне
Проволоки для полуавтоматов применяются разных диаметров, но самыми основными и распространенными считаются 0,8; 1; 1,2 и 1,6 мм. Перед осуществлением процесса сваривания, проволоку требуется подготовить, намотав ее на необходимую катушку, являющуюся приставкой полуавтомата, которая крепится на нем, благодаря нетрудным конструктивным приспособлениям. Во время процесса сваривания, происходит подача присадочного материала автоматически, что очень эффективно по времени, которое может быть затрачено при работе на других видах аппаратов гораздо больше, благодаря этому, технологическая операция считается гораздо востребованной и упрощенной.
Главной деталью электрической схемы блока управления полуавтомата считается микроконтроллер, функция которого заключается в регулировке и стабилизации тока для сваривания. Как раз такая деталь электрической схемы полуавтомата для сваривания производит необходимые параметры тока для работы, и осуществляет возможную регулировку.