Токарно-винторезный станок тв 6: конструкция, назначение, работа
Содержание:
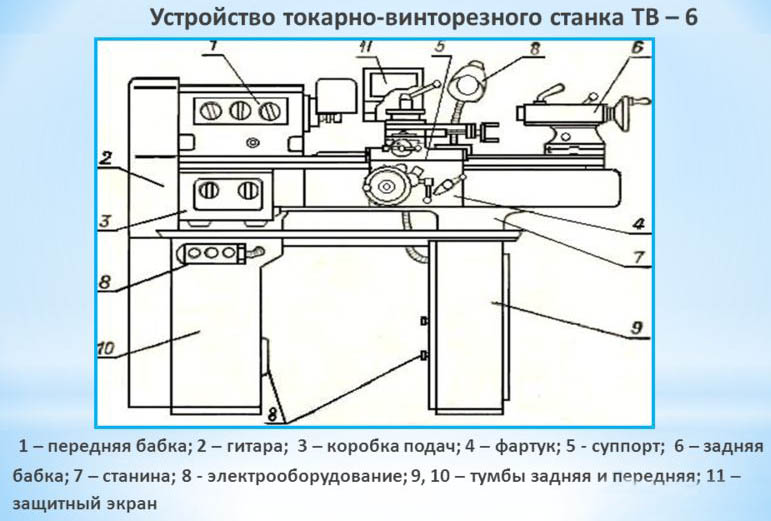
Фото и описание устройства
Несложная конструкция оборудования позволяет быстро освоиться с технологическим процессом обработки металлических изделий даже начинающему токарю.
Общий вид
Основа выполнена из литого чугуна, с помощью винтовых отверстий станок крепится к столешнице. В центре стола расположен ящик для хранения всевозможных инструментов и приспособлений.
Правая коробка предназначена для хранения резцов и шестерней.
Внутри левой коробки расположен привод, состоящий из двигателя, промежуточного вала и двух передач. Промежуточный вал регулирует степень натяжения ремня эксцентриковым устройством, вращающий главный вал. Тот, в свою очередь, вместе с двигателем, оснащены ступенчатыми шкивами, обеспечивающими вращение шкива на шести разных скоростях.
Резцедержка передвигается благодаря ходовому винту и гайке, установленных в переднем отсеке рабочего основания.
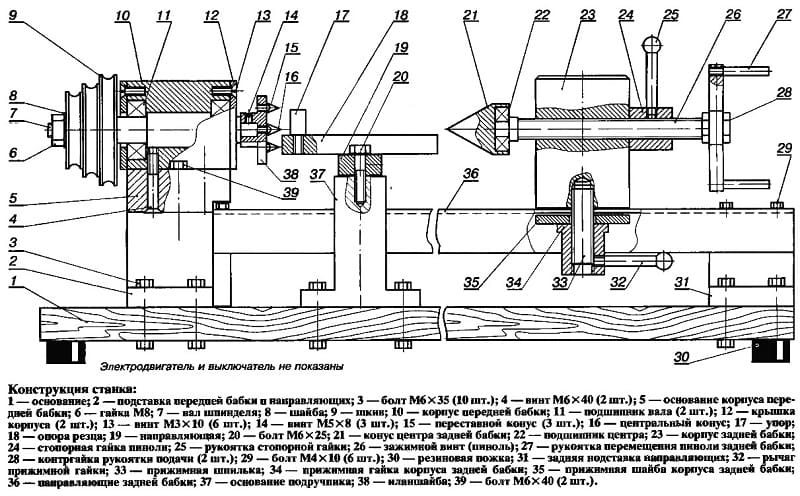
Чертеж
- станина;
- передняя бабка;
- привод станка;
- механизм подач;
- фартук;
- суппорт;
- задняя бабка;
- стол;
- электрооборудование;
- принадлежности и инструмент.
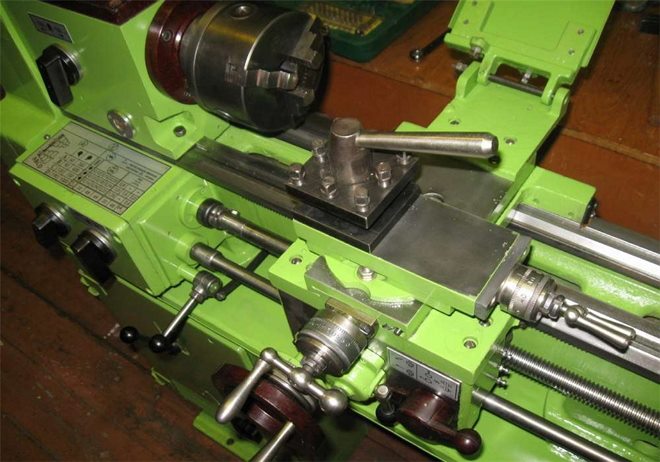
Расположение органов управления
В список основных органов управления станком включены следующие механизмы:
- выключатель;
- рукоять, изменяющая частоту вращения шпинделя;
- рукоять, меняющая направление подачи;
- кнопочный модуль;
- рычаг, закрепляющая головку резца;
- рычаг запуска маточной гайки;
- рычаг перемещения верхних салазок;
- рычаг перемещения поперечных салазок;
- рукоятка, закрепляющая положение пиноли задней бабки;
- маховик осевого движения пиноли задней бабки;
- маховик продольного движения суппорта.
Кнопочная станция и переключатель скорости вращения шпинделя размещены на лицевой поверхности стола, остальные, непосредственно, на самом агрегате.
Шпиндельная бабка
Передняя бабка состоит из корпуса, металлического удила и вала с трехступенчатым шкивом. Основной задачей является вращение рабочего кардана, соединенного с радиально-упорным подшипником, установленным в передней части вала.
Основной вал также имеет шкив, обеспечивающий заданную скорость вращения электродвигателем. С помощью трензеля предусмотрено обратное вращение вала.
Два конусообразных подшипника удерживают шпиндель и шкив. Меняя расположение подшипника с помощью гайки, регулируется зазор между ним и шпиндельным узлом.
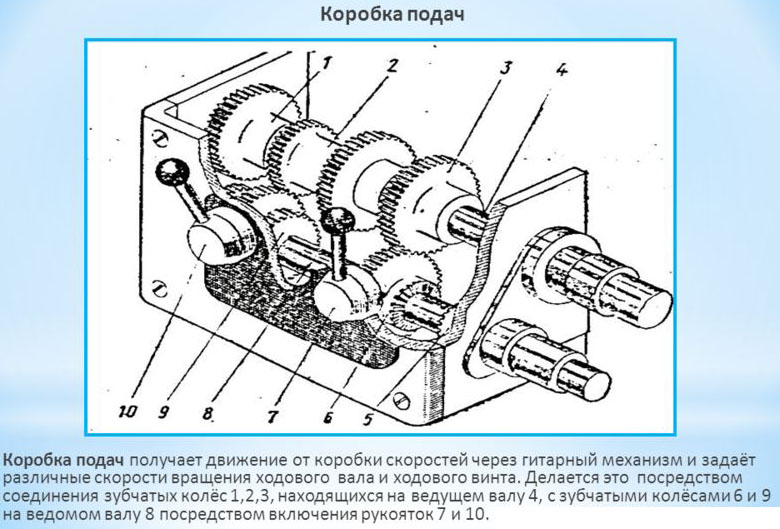
Устройство переключения скоростей и подач
В ТВ-16 коробка переключения скоростей и подач отсутствует. Скорость шпинделя регулируется сменой ремней между зазорами шкивов, получая таким образом, один из 6 режимов. Меняя шестерни в гитаре, управляют шагом нарезаемой резьбы или скоростью подачи.
Зубчатый узел расположен в закрытой коробке, на дверце которой установлен выключатель, останавливающий, в целях безопасности, работу оборудования в случае открывания двери во время рабочего процесса.
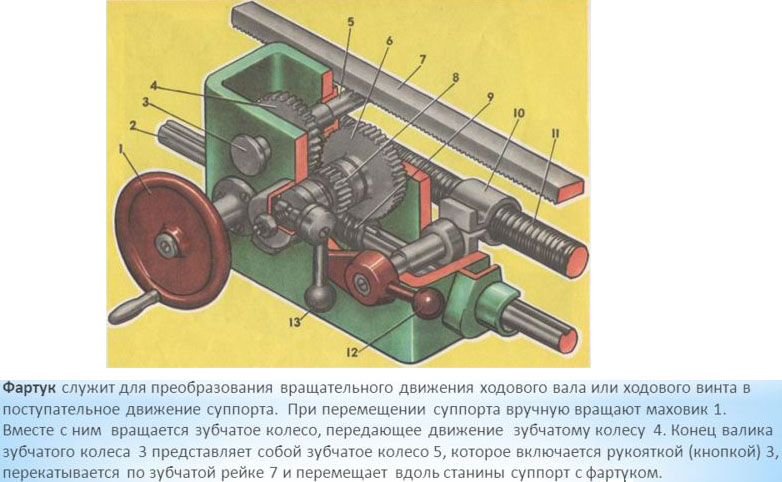
Фартук
Фартук, управляемый рукоятью на корпусе, приводит в движение суппортный ход. Каретка специальными винтами прикреплена к фартуку устройства.
Разъемную гайку, расположенной в фартуке, приводит в движение рукоять. При включенной гайке резцедержатель подается ходовым винтом. При выключенной — выполняется вручную, вращая маховик.
Суппорт
Суппорт отвечает за фиксацию и передвижение режущих инструментов по наклонному, продольному и поперечному направлениях. Узел включает в себя резцедержку, каретку и салазки.
Каретка движется параллельно станине по направляющим, на ней установлены все составляющие суппорта. Ходовой винт и шестерни с рейкой обеспечивают продольное движение суппорта.
Задняя бабка
Задняя бабка с шестиугольными направляющими обеспечивает правильное расположение длинных деталей при перемещении по станине. Выполняет роль дополнительной опоры, фиксируется пазовым болтом.
Основные функции элементов
Токарный станок в базовой комплектации состоит из станины (основы) и ее направляющих, главного привода (двигателя), суппорта и фартука, передней и задней бабки, поддона, коробки подач.
Особенности бабок
Передняя бабка необходима для надежного закрепления детали, а также подачи крутящего момента на заготовку. Удержание детали осуществляется в патроне при помощи зажима специальным ключом. Этот элемент расположен в левой части станины и имеет шестерни, придающие вращательную функцию. Также они способны изменять скоростной режим благодаря трем переключателям, расположенным на лицевой части бабки.

Задняя бабка токарно-винторезного станка работает одновременно с передней, однако располагается с правой стороны от основы. Этот элемент обладает теми же функциями, однако в ней отсутствуют сложные механизмы из шестерней и прочего. При этом она может передвигаться по направляющим станины в осевом направлении.
Задняя бабка обеспечивает надежное удержание заготовки именно в вертикальном положении. Если ее убрать из комплектации, заготовка будет испытывать прецессию при вращении, что гарантирует ее неустойчивость. Стоит отметить, что для сверлильных работ бабка является элементом подачи детали на сверло.
Устройство станины и коробки подач
Для токарного станка модели ТВ-6, как и для любых токарно-фрезерных или винторезных агрегатов, станина служит несущей частью или основанием для всех основных элементов механизма. Однако она должна соответствовать определенным параметрам. Ее размеры достаточно компактные, а максимальный вес, который она способна выдержать составляет 600 кг, при этом масса самого станка всего 300 кг.
Функции суппорта и его фартука
Фартук суппорта является одним из основных механизмов токарного станка. С его помощью обеспечивается подача режущего инструмента. В его основе лежит элемент, который передвигается перпендикулярно оси обрабатываемой заготовки. Дополнительно на нем установлены суппорт и рукоятки управления движением фартука. На практике работа заключается в следующем:
- при помощи рычагов на фартуке происходит подача резца к телу болванки;
- фартук передвигается параллельно оси заготовки по направляющим станины, осуществляя снятие необходимого слоя материала.
Суппорт в токарно-винторезном станке ТВ-6 является своего рода держателем резца и позволяет подавать режущую кромку перпендикулярно к центру детали. Стоит отметить, что этот элемент работает непрерывно на протяжении всего процесса токарных работ. Если суппорт находится в неисправном состоянии, то это существенно снижает качество обработки. Чтобы продлить его срок службы необходимо все болты туго зажать, исключая возникновение вибрации.
Необходимость направляющих, двигателя и поддона
Полозья станины представляют собой рельсы, по которым передвигается суппортный механизм и задняя бабка токарного станка типа ТВ6. При этом, чем они ровнее, тем выше качество работы. Стоит отметить, что на протяжении всего времени эксплуатации этого оборудования не было замечено случаев неисправности направляющих, так как они обладают большим эксплуатационным сроком.
Поддон выглядит как столешница, которая располагается между станиной и основными элементами станка. Он играет роль сборщика смазочных материалов, которые попадают в него в процессе работы. Электродвигатель расположен между станиной и поддоном и является главным элементом, приводящим в движение все механизмы при помощи ременной передачи.
Чтобы работа осуществлялась максимально качественно, необходимо следить за исправностью всех механизмов. Своевременно проводить смазку составные детали и чистку токарного станка. Также нужно соблюдать правила эксплуатации электрических приборов.
Эксплуатация токарно-винторезного станка ТВ-4
Перед началом выполнения работ на ТВ-4 учеников следует ознакомить с основными техническими характеристиками конструкции и основами техники безопасности.
При эксплуатации станка следует выполнять следующие этапы:
- Выполнить предварительный осмотр оборудования и подготовку работы на нем. Осмотреть оборудование и рабочее место, оно должно быть очищено от стружки при работе предыдущей смены. При отсутствии неисправностей настроить станок получение детали заданного типа.
- Воспроизведение работы на агрегате. Выполнить предварительную настройку оборудования, правильно расположить заготовку между задней и передней бабкой, чтобы получить точную деталь.
- Выполнить профилактические работы. После работы удалять остатки стружки и металлической пыли после каждой обработанной детали. Для этого можно воспользоваться специальными приспособлениями – щетками или пылесосом. Также необходимо проверить целостность оборудования, отключить станок от электрической сети.
ТВ-4 не рассчитан производство деталей в большом количестве, соответственно степень его нагрузки необходимо контролировать.

Важно! При эксплуатации станка по металлу не должно быть никакой вибрации! В случае возникновения вибрации, следует оставить действие станка и принять меры к устранению неполадки. Прежде всего, проверить крепление инструмента и обтачиваемой детали
Назначение и область применения
Он входит в число тренировочных производственных машин, на котором производится обучение азам токарного дела.
На нем выполняются рабочие операции:
- сверление просветов в предметах заданных размеров, из которых путем изменения форм, размера изготавливается деталь;
- обрезка торцов деталей;
- отрезание некой части с целью придания детали нужной формы;
- спиральная винтовая нарезка;
- обработка резцом внутренней либо внешней поверхности деталей, имеющих форму цилиндра либо конуса.

Приспособление успешно используется в мастерских средних школах, профессионально-технических училищах, колледжах, в цехах малых производственных и занимающихся ремонтом предприятий.
Это интересно: Токарный станок 16К20 — характеристики, назначение и принцип работы
Конструктивные особенности
Перед началом работы необходимо ознакомиться с конструктивными особенностями. Их знание поможет реализовать возможности агрегата в полной мере. Получить более полное представление об устройстве можно из фото.
Управление
Принцип управления достаточно простой. Для этого имеются:
- выключатели;
- кнопка отключения;
- кнопка реечной шестерни;
- маховики для передвижения механизмов вручную.

Органы управления
Кроме того, для управления служат рукоятки, которыми выполняют следующие функции:
- натягивают ремень;
- включают электродвигатель в реверсе;
- запускают механическую подачу;
- закрепляют заднюю бабку;
- передвигают салазки;
- определяют направление подачи;
- включают-отключают винт и валик;
- выбирают частоту вращения;
- выбирают шаг резьбы;
- определяют скорость подачи;
- фиксируют резцовый держатель.
Совокупность органов управления обеспечивает надежный контроль операций.
Станина и передняя бабка
Станина (направляющие) опирается на тумбы. Все составные части агрегата, за исключением электродвигателя, размещаются на ней.
Суппорт и передняя бабка
Передняя бабка обеспечивает необходимую скорость вращения, поддерживает изделие. В нее вмонтирован шпиндель, от него через патрон или планшайбу передается вращение.
Они крепятся к шпинделю резьбой.
Шпиндельные опоры имеют два подшипника. В передней бабке располагается реверсная подача, которую включают рукояткой.
Суппорт, задняя бабка и коробка подач
Резцы перемещаются по четырем салазкам. На одной из них крепится резцовая головка, которая может занимать четыре позиции. Ее можно поворачивать, передвигать в поперечном направлении рукояткой.
Продолжительная работа станка приводит к появлению зазоров. Возникает вибрация, что сказывается на точности выполнения работ. Инструкцией по эксплуатации предусмотрена регулировка зазоров винтами, размещенными на торце салазок.

Салазки
Резцедержатель прикреплен к суппорту, отжимается рукояткой. Резцы крепятся болтами с мелкой резьбой, которые надежно удерживают рабочий инструмент.

Задняя бабка
Перемещается по направляющим, поддерживает изделие с правого торца, удерживает инструменты: сверло, конус. К основанию крепится корпус с пинолью. Она может выдвигаться, но не прокручивается.
Передаточный механизм (гитара) передает движения на коробку подач и переднюю бабку. Конструкция гитары обеспечивает хорошую смазку и уменьшение шума.
Для управления коробкой подач имеется рукоятка, которой можно придать три положения. Одно из них обеспечивает механическое передвижение суппорта в продольном направлении или нарезание резьбы. Люфт в коробке устраняют поворачиванием круглых гаек.
Электрооборудование
Станок приводится в движение трехфазным асинхронным электродвигателем мощностью 1,1 кВт. Для освещения рабочего места имеется светильник, работающий через понижающий трансформатор. Агрегат имеет электрический щит, в котором размещены: выключатели, магнитные пускатели, трансформатор, предохранители.
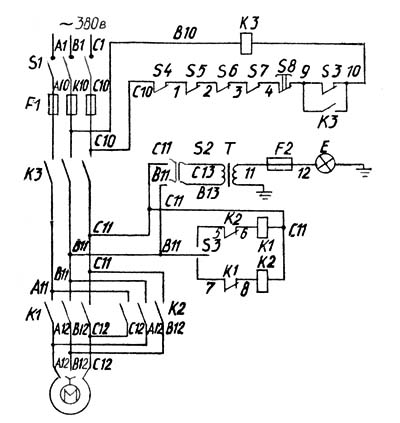
Электрическая схема
Электродвигатель размещается в передней тумбе, щит с электрической аппаратурой — в задней. Снаружи на щите — кулачковый переключатель.
Как правильно купить подержанный станок
Самый простой способ купить б/у аппарат — зайти на сайт бесплатных объявление о продаже на территории РФ: Avito.ru. К сожалению, несмотря на обилие объявлений, для конкретного региона выбор может оказаться недостаточным. Есть и другие продающие интернет-ресурсы. Например, региональный сайт «Из рук в руки». Существуют и еженедельные газеты с таким же или подобным названием. Можно самому подать объявление о покупке.
Предупреждение: покупая по объявлению в другом регионе можно попасть на недобросовестных продавцов. Или товар может не отвечать заявленному состоянию, или предложат более высокую цену. В результате деньги на поездку будут выброшены на ветер. Так что лучше искать предложение поближе.
На что следует обращать внимание при покупке:
- Наличие патрона, кулачков, задней бабки, электродвигателя. Причем если электродвигатель еще можно будет купить, то заднюю бабку достать довольно трудно (их часто сдают в металлолом, поскольку снять со станка можно довольно легко).
- Необходимо убедиться, что шпиндель станка вращается, перемещение суппорта включается. Если электродвигатель не работает, можно вращать шпиндель вручную за приводной шкив. Если что-то не вращается или не движется, очевидно, имеются какие-то поломки.
- Проверьте — насколько изношены трущиеся поверхности, а также радиальную болтанку шпинделя и пиноли задней бабки. Любая найденная неисправность — повод для снижения цены. Если же неисправностей много, лучше отказаться от покупки даже за небольшую сумму. Потому что ремонт может влететь в копеечку.
Вот вкратце и все, что можно рассказать в рамках одной статьи. Дополнительные сведения можно почерпнуть на тематических форумах. Оказывается, есть много людей, которым нравится осваивать токарное ремесло и они делятся своим практическим опытом. К сожалению, высказывания иногда бывают спорными. В сомнительных случаях лучше обращаться за советом к опытному токарю-профессионалу.
Инструкция по эксплуатации
Использовать и обслуживать оборудование нельзя, если вы не отключили его от сети. Ухаживать за станком необходимо не меньше раза в месяц. Это значит, что если вы решили приобрести для себя подобное оборудование, то следует каждые 30 дней проводить чистку и осмотр на предмет состояния.
Также просмотрите видео, касательно работы ТВ-16.
Контакты оборудования изготавливаются из материалов, которые содержат серебро. Следовательно, от оператора не требуется тщательных уход за их состоянием. Регулировать их тоже не нужно, а если они вдруг износились, то просто меняются новыми. Если же выполнить зачистку контактов, произойдет почернение, что несомненно скажется на работоспособности оборудования.
Чтобы на поверхности станка не было ржавчины следует поверхности стыка сердечника и якоря мазать машинным маслом. После этого все протирается сухой ветошью, чтобы масляное вещество не провоцировало склеивание якоря и сердечника.
Важно! Шпиндель не должен создавать люфт во время работы. Полный осмотр оборудования и ремонт комплектующих нужно выполнять не менее одного раза в год
Смену смазочных материалов подшипников проводят спустя 40 000 часов рабочего процесса. Смазку лучше использовать марки 158 ТУ 38 101320-77. Чтобы все подшипники функционировали нормально оператору следует заполнять резервуар под масло на 2/3 объема
Полный осмотр оборудования и ремонт комплектующих нужно выполнять не менее одного раза в год. Смену смазочных материалов подшипников проводят спустя 40 000 часов рабочего процесса. Смазку лучше использовать марки 158 ТУ 38 101320-77. Чтобы все подшипники функционировали нормально оператору следует заполнять резервуар под масло на 2/3 объема.
Совет! Профилактический осмотр агрегата проводить с частотой 1 раз за 6 месяцев.

Профилактический ремонт станка.
Кроме профилактического осмотра нужно периодически просматривать состояние выключателя, смотреть на поверхность гаек и других мест стыка, чтобы отслеживать, насколько находятся в рабочем состоянии.
- Если места соединения засорились — следует прочистить их, чтобы потом болты могли спокойно откручиваться без напряжения и рисков сорвать резьбу.
- Если болты ослабли, оператору нужно подтянуть их иначе возможно дребезжание станка, что скажется на точности заточки или проточки детали.
- Нагар и другие следы работы с рабочих поверхностей следует удалять, чтобы потом не возникало проблем со станком.
Все эти меры предосторожности дадут возможность вам значительно увеличить сроки службы такого станка, улучшить качество обрабатываемых на нем деталей
Важно! Чтобы избежать проблем с порчей проводов рекомендуется раз в 3-4 месяца выполнять прочистку электрошкафа от пыли, которая там скапливается
1 Токарный станок ТВ-6 – технические характеристики, описание
Интересующий нас агрегат специально создан для производственного обучения в образовательных учреждениях разнообразным операциям обработки изделий из металла. Этот факт и определяет его достаточно-таки «скромные» технические и эксплуатационные характеристики. На нем допускается выполнять самые простые токарные операции, в частности следующие:
- подрезку торцов;
- сверление;
- расточку и проточку конических и цилиндрических поверхностей;
- нарезку метрических резьб;
- отрезку.
Другие материалы на агрегате не подвергаются токарной обработке, так как при их точении формируются летучие соединения с потенциально небезопасными для окружающих параметрами и мелкодисперсная пыль, способная нанести вред здоровью обучающихся.

Вес станка равняется 300 килограммам, его габариты оптимальны для размещения в небольших учебных мастерских (ширина – 470, длина – 1440, высота – 110 миллиметров). Агрегат дает возможность обрабатывать изделия с диаметром (наибольшим):
- над станиной – 20 см;
- над суппортом – 8 см.
Максимальная длина детали, с которой допускается работать на станке, составляет 35 см, наибольшая протяженность обтачивания равняется 30 см, высота от линии центров до поверхности (опорной) резца – 12 мм, максимальная высота резца – 12х12 мм.
Технические параметры суппорта станка таковы:
- допустимое передвижение (поперечное) – 100 мм (0,025 мм на деление лимба);
- допустимое передвижение (продольное) – 300 мм (0,25 мм на деление лимба);
- максимальное перемещение салазок (резцовых) – 85 мм (0,025 мм на деление);
- число метрических резьб – 3;
- количество ступеней подач в продольном направлении – 3;
- пределы рабочих подач в продольном направлении – 0,12 об/мин.
Добавим, что резцовые салазки на станке могут поворачиваться на 45 градусов.

Шпиндель токарного агрегата описывается следующими характеристиками:
- частота обратного вращения – до 700 об/мин;
- сечение прутка – 12 мм;
- число рабочих ступеней – 6;
- конус – Морзе 3.
Паспорт ТВ-6 говорит нам о том, что шпиндельный узел агрегата не оснащен механизмами блокировки рукояток. Также отсутствует устройство торможения шпинделя.