Развод и заточка ленточных пил по дереву своими руками
Содержание:
3 Заточной станок для ленточных пил и способы их заточки
На сегодняшний день имеется два варианта заточки:
- Полнопрофильная. Выполняют ее на автоматических заточных агрегатах с использованием эльборовых кругов. Для каждой операции круг подбирают индивидуально с учетом формы инструмента. Затачивающее изделие пронзает межзубовую впадину пилы за одно движение, захватывая при этом и поверхности зубьев, расположенных рядом. Такая технология признается максимально качественной. Она исключает вероятность появления у основания зубьев угловатых форм. Минусом же способа можно считать необходимость приобретения большого числа кругов с разными параметрами для обработки различных пил.
- Граней зубьев. Данный вид заточки производится и вручную, и на станке. При ручном труде обычно применяют гравер (если «мастеру» совсем не жалко своих рук, можно использовать и надфиль). Понятно, что на станке заточка граней идет намного более качественно и быстро. Но в этом случае, опять же таки, нужно будет позаботиться о достаточном количестве разноразмерных кругов.

Стандартный заточной станок состоит из основания и устройства привода вращения круга для шлифования, который крепится на нем. Также в конструкции предусматривается наличие приводов подачи ленточного инструмента и качания заточного круга, узла, с помощью коего осуществляется зажим пилы. Управление механизмом производится при помощи специального блока.
При заточке инструмента человеком, у которого нет опыта выполнения подобной операции, могут возникнуть некоторые проблемы. Очень часто наблюдается кривизна формы пазух зубьев и неверный угол их наклона, вызванных неправильно выбранным профилем круга, неточной настройкой наклонного угла заточного агрегата, сносом его эксцентрика.
Заточка ленточных пил узким абразивным кругом.
В настоящее время данный способ уходит в прошлое. Станки для заточки ленточных пил бакелитовым или керамическим кругом имеют множество различных регулировок и учесть все нюансы, а также избежать ошибок, начинающему мастеру, достаточно сложно. Среди них и прижоги, и шероховатые поверхности (заусенцы), и отсутствие проточки пазухи, формирование неправильных углов зубьев ленточных пил. Как было сказано выше, все это ведет к неизбежному выходу из строя режущего инструмента.
Пожалуй, единственным плюсом, который можно выделить, является относительная невысокая стоимость станков и оснастки.
Факторы влияющие на правильность заточки ленточных пил при использовании узких абразивных кругов:
- технический фактор (правильная регулировка станка по всем осям, углам входа и выхода, высоты проточки, глубины снятия металла)
- инструментальный фактор (правильный подбор заточного диска, формирования угла атаки диска, зернистости и т.д.)
- человеческий фактор (зачастую, лень и отсутствие должного внимания у мастера играет злую роль и приводит к печальным последствиям)
Заточка ленточных пил боразоновым (эльборовым) диском.
Подготовка режущего инструмента к работе на станках с использованием алмазных инструментов является современным и надежным способом избежать проблем при распиловке пиловочника и получении правильных геометрических размеров пиломатериала.

В отличии от узких кругов, эльборовый в точности повторяет профиль зубьев ленточной пилы. Постоянно вращаясь на оси, круг производит движения вверх-вниз, протачивая пазуху, углы, снимая напряжения за один проход. Процесс происходит в автоматическом режиме, ленточная пила проталкивается специальным приводным толкателем.
Точность заточки зависит от правильности подбора профиля заточного круга. Наиболее часто используемые профили ленточных пил:
Профиль 4°/32° редко используемый профиль, предназначен для сверхтвердых пород, сухой древесины и для использования в холодное время года. Профиль 9°/29° профиль предназначен для твердой древесины в холодное время года. Профиль 10°/30° универсальный профиль, чаще всего используется в южной и средней полосе с мягким климатом. Профиль 13°/29° больше подходит для мягких пород, увеличивает скорость пиления
Срок эксплуатации эльборовых дисков зависит от следующих факторов:
1) правильности подбора «профиль пилы — профиль заточного диска» (в случае, когда этот пункт нарушен, заточной диск «облысеет» в местах, где есть несоответствие)
2) качество и слой боразонового напыления
3) надежный поставщик (мы поставляем только качественные проверенные опытом и временем эльборовые заточные диски, таких производителей как Wood-Mizer и Астрон)
4) наличие системы охлаждения и правильный выбор охлаждающей жидкости
5) правильность регулировок
6) состояние заточного оборудования.
Почему пила плохо пилит?
Это может быть следствием большого угла заточки зуба, что сопровождается при входе пилы в древесину скачком вверх. Затем обычно пиление протекает нормально до самого конца, но на выходе из бревна пила падает вниз. Такой режим пиления называют «отжатием», поскольку пила отжимается. Выход из положения – уменьшение угла заточки градуса на 2-3.
При значительном угле заточки и недостаточном разводе пила в начале входа в бревно совершает скачок вверх и форма доски получается кривой в «виде сабли». Качество доски восстанавливается уменьшением угла заточки градуса на 2 и увеличением развода. Доска получится похожей «на саблю» и при «нырянии» пилы вниз. Это есть совместное следствие малого угла заточки и недостаточной разводки. Выйти из этого положения можно увеличением заточного угла на два градуса и увеличением развода.
Если доска обильно облеплена рыхлыми на ощупь опилками, то это сигнализирует о малом разводе, который требует увеличения при одновременном уменьшении угла заточки.
Пропил в виде волны при острой пиле вызывается слишком маленьким разводом, который необходимо довести до нормальной величины.
Пиление тупой, ни разу не переточенной пилой приведет к тому, что она треснет по ложбинкам зуба. Это же может произойти, если пытаться распустить дерево пилой, развод которой недостаточен для данной работы или продолжать пилить уже затупленным полотном.
На пиле могут образоваться трещины с тыльной стороны, когда расстояние между задними упорами направляющих роликов и задней частью полотна слишком велико.
Явление «накатывания» опилок на полотно наблюдается, когда зубья пилы не слишком разведены и в пропиле нет нужного объема воздуха. В этом случае пила разогревается из-за трения об опилки, что приводит к напеканию древесной пыли на полотно пилы.
Если «накатывание» опилок занимает внутреннюю поверхность зуба, а полотно пилы чистое, то это объясняется рядом причин: плохой заточкой (слишком большой подачей или толстым съемом материала, приводящим к плохому качеству поверхности впадины зуба), чрезмерно огромным заточным углом зубьев или продолжением пиления затупленной пилой.
Иногда наблюдаются трещины со стороны впадин зубьев. Обычно так происходит, когда при переточках за один проход снимается много металла, что ведет к перекалу кромки зуба.
Многих проблем удастся избежать, если уделять достаточно внимания заточному камню, постоянно и тщательно его заправлять.
Надо помнить, что какой бы хороший станок не применялся для роспуска древесины, это всего лишь привод для пилы. Качество и эффективность работы по распилу на 90% связано с правильным обслуживанием пилы и лишь на 10% от общего состояния станка.
Заточной угол определяется углом отхода кромки зуба от вертикальной линии. Желательный в большинстве случаев угол заточки равен 10-12о. Если распиливаются твердые породы и мерзлая древесина, то величина угла заточки должна быть 8-10о. Для распиловки мягких пород он увеличивается до 12-15о.
Разводка зубьев сильно сказывается на свойствах режущей кромки зуба. Надо помнить, что заточка зубьев уменьшает их высоту, а значит и разводку.
Заточные показатели пилы ленточного типа в функции от породы распускаемой древесины показаны в нижеследующей таблице.
| Хар-ка лезвия |
Очень мягкие породы |
Породы средней мягкости | |||
| Свежая смолистая |
Свежая несмолистая | Вяленая пролежавшая 3-5 лет | Мороженая | ||
| Угол заточки | 12-16 | 12-16 | 12 | 8-12 | 8-10 |
| Высота зуба | 6,4мм* | 4,8мм* | 4,8мм* | 4,8мм* | 4,5мм* |
| Разводка зуба | 0,61-0,66мм | 0,58-0,61мм | 0,51-0,56мм | 0,41-0,46мм | 0,41-0,46мм |
| Твердые породы | |
| Свежая | Вяленная |
| 10-12 | 8-10 |
| 4,5мм* | 4,0мм* |
| 0,41-0,46мм | 0,41-0,46мм |
* — наименьшее допустимое значение.
Эти табличные данные не носят директивного характера, поэтому к каждой породе древесины необходим индивидуальный подбор параметров инструмента. Качество распиловки связано не только с удачным подбором этих показателей, но и от места, где идет применение, или от региона произрастания древесины, которая доставлена сюда на распиловку. Дело в том, что даже деревья одной и той же породы, могут иметь разную плотность и смолистость, обусловленную регионом.
Чтобы придать ленточной пиле большую стойкость и получить качественный рез, необходимо обильное смачивание полотна водой при распиловке деревьев с большим содержанием смолы. Пилам же для распиливания деревьев с малым содержанием смолы нужен мыльный раствор для смачивания. В мороз пилу лучше всего смачивать соляркой.
Заточка пилы
При эксплуатации пилы происходит снижение качества реза по причине затупления резцов, уменьшение ширины их разводки. Поэтому, чтобы повысить режущие свойства, необходимо заточить режущие кромки ленточной пилы. Инструкция по выполнению работ:
- Разводка.
- Точение.
В домашних условиях разводку зубцов можно выполнить следующими способами:
- классическим: последовательное отгибание в соответствующую конструкции сторону;
- зачищающим: отгибание в обе стороны двух рядом расположенных зубцов, а третьего – оставить без изменений в начальной позиции;
- волнистым: каждый зуб разводится на разную величину в виде волны.
Заточка выполняется в следующей последовательности:
- Подбираются точильные круги с учётом твёрдости материала. Для обработки инструментальной стали нужно применять диски из корунда. Заточить биметаллические инструменты можно алмазными дисками.
- Наждак для ленты. Выпускается со следующими формами: тарельчатая, плоская, чашечная, профильная.
- Ленту следует очистить от загрязнений, масляных пятен, стружки. Затем вывернуть зубьями в обратную сторону и в таком виде повесить внутри помещения на 12 часов.
- Выполнить заточку подготовленными инструментами.
Основные правила точения пил:
затачивание зубцов выполняется с одной или двух сторон полотна;
с зубцов нужно снимать одинаковые слои металла, чтобы линия реза формировалась ровной, кромки были гладкими;
при точении кругами недопустимо сильное прижатие затачиваемых кромок к абразивной поверхности, чтобы предотвратить отжиг металла и потерю механических свойств;
для охлаждения инструмента во время работы требуется водяное охлаждение;
важно сохранять геометрию полотна и зубцов;
при обнаружении заусенцев требуется их удаление.
Правильно разводить зубцы нужно не полностью всей плоскостью, а отгибать только 1/3 или 2/3 от вершины. По рекомендациям производителей величина отгиба — от 0,3 до 0,7 мм.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
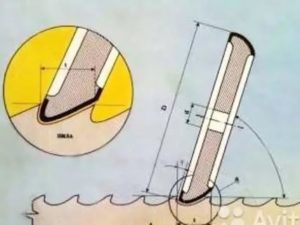
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Это интересно: Стеклянные межкомнатные двери из матового стекла: рассматриваем развернуто
Заточка и разводка пилы:
При пилении тупыми пилами натяжение полотна пилы постоянно падает. Некоторые увеличивают натяжение пилы, свыше рекомендованного. Следствием таких действий являются быстрый износ подшипников шкивов, роликов, ремней, а также в полотне образуются микротрещины – разрыв пилы. Поэтому необходимо вовремя затачивать и разводить пилу.
Пила отработала 1 – 1,5 ч, ее снимают, выворачивают и подвешивают на 4-5 часов. Только потом ее можно разводить и затачивать (но не наоборот!).
Разводить нужно кончик зуба:
1/3 высоты зуба – для распиловки твердых пород
½ высоты – для мягких пород древесины
При большой величине развода приводит к большим усилиям и перегрузкам пилы, плохому качеству пропила. Показатели чрезмерного развода: в пропиле остается большое количество рыхлых опилок, на поверхности доски остаются задиры и царапины. Пила работает рывками.
При недостаточном разводе – пила перегревается. Показатель – это плотно спрессованные горячие опилки, волнообразный пропил.
Оптимальная разводка – выброс из пропила 80-85% опилок.
Необходимо регулярно проверять индикатор на разводном устройстве.
Заточка пилы
Необходимо для начала проверить настройку заточного станка (положение заточного диска относительно пилы).
Во время заточки металл снимается равномерно по всему профилю зуба и впадины, не нарушая параметры пилы (профиль полотна и высота зуба). Необходимо снять столько металла из пазух зубьев, чтобы удалить и микротрещины. Если пила была в работе дольше положенного, то и металла нужно снять больше.
При заточке следует слегка врезаться абразивом в полотно, снимать как можно меньше металла, не допускать прижогов и образования трещин, обязательное использование охлаждающей жидкости.
Последним проходом шлифуется одна задняя грань, чтобы отходы шлифования ложились в направлении резанья пилы.
Удаление заусенцев после заточки – обязательная процедура!!!
Выбор заточного диска, тоже не мало важный факт при подготовке пилы. Дешевые диски быстро стачиваются и не обеспечивают равномерную заточку в пределах одного рабочего цикла.
Обзор модели Bosch GCB 18 V-LI
Ленточная пила Bosch GCB 18 V-LI – компактный ленточный инструмент в своей категории, работающий от аккумулятора. Минимальная масса (всего лишь 3,8 кг) и компактное строение (габариты 12,7 x 733 х 1 мм) дают возможность удобно выполнять необходимые работы даже в очень труднодоступных зонах и ограниченной пространстве. Глубина пропила (может достигать 63,5 мм) позволяет осуществлять распиловку изделий из всех популярных материалов. К примеру, алюминиевый профиль, пластмассовые и металлические трубы ленточная ручная пила Bosch GCB 18 V-LI «разгрызет» на раз. Огромным достоинством этого прибора является возможность выполнять резку пластмассы, резины, металла, алюминия и прочего не только прямо, но и под сорока пяти градусным углом.

Не смотря на столь поразительную компактность, инструмент Bosch GCB 18 V-LI относится к профессиональным и на высшем уровне справляется с возложенными задачами, даже если выполнять их нужно в стесненных условиях.
Благодаря показательной частоте циркуляции на нулевой нагрузке (162 м/мин) обеспечивается качественная резка гибких предметов из мягких и эластичных материалов.
Работает этот инструмент от 18-вольтного литий-ионного аккумулятора. Главное достоинство данного источника питания в том, что в нем напрочь отсутствует эффект памяти и свойство саморазряжаться. Также полезным является возможность ставить батарею на подзарядку в любое время, вне зависимости от степени заряженности. При снятии с подзарядки эффективность прибора не снижается. Его можно поставить на зарядку в любой момент, независимо от уровня заряженности.

Благодаря непревзойденной Bosch литий-ионной технологии премиального класса существенно продлевается эксплуатационный период изделия, и аккумуляторная батарея максимально долго сохраняет мощность.
Преимущества инструмента Bosch GCB 18 V-LI
Достоинств у Bosch GCB 18 V-LI много, из которых самыми важными являются следующие:
- Точность пропила за счет отсутствия вибрации при работе и наличию подсветке рабочего уголка (имеется встроенный светодиодный фонарь).
- Долгое функционирование на одной зарядке батареи и внушительный срок службы.
- Наличие системы защиты источника питания от глубокой разрядки, перегрева и перегрузок. Называется эта технология Bosch Electronic Cell Protection (ECP)
- Высокая мобильность за счет небольшого веса рифленого щитка из алюминия.
- Стабилизированная пильная лента роликовой направляющей.
- Защита от случайного выключения пилы – кнопка старта блокируется.
- Возможность работать в труднодоступных зонах и в условиях ограниченного пространства.
- Возможность работать одной рукой, можно и левой, и правой.
- Значительная глубина пропила.
- Отсутствие искр при работе даже при самых больших нагрузках.
- Работа без искр.

- Наличие индикатора заряда батареи. Благодаря сигнализации о уровне заряженности с помощью трех светящихся светодиодных лампочек, прибор можно вовремя поставить за зарядку.
- Наличие указывающей направление резки пильной ленты стрелки добавляет еще большей безопасности.
- Отсутствие вероятности перегрузки, если применять аппарат по назначению.
- Мягкие, эргономичные, качественно заизолированные рукоятки.
Недостатки инструмента Bosch GCB 18 V-LI
По мнению пользователей, данный инструмент как для своей категории, габаритов и цены идеален и не имеет ни единого недостатка.
Многочисленные пользователи данного инструмента отзываются о нем, как о профессиональном станке для работы в стесненных условиях. Возможности и мощность пилы Bosch GCB 18 V-LI полностью соответствуют ее цене, и это при столь маленьком весе и компактных параметрах.
Видео-обзор модели Bosch GCB 18 V-LI:
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.

Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
Развод и заточка ленточных пил по дереву своими руками
Срок службы ленточной пилы по дереву напрямую зависит от качества ее заточки. Ее можно выполнять как самостоятельно, так и прибегая к услугам специализированных компаний. В первом случае необходимо детально ознакомиться с технологией и рядом особенностей.
Формы режущей части и угол заточки
Виды профилей ленточных пил
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев.
В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель.
Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
После выполнения работы на станке в идеале эти характеристики должны оставаться неизменными. Для каждой модели производитель определяет максимальное значение отклонения. Если во время эксплуатации оно будет достигнуто – необходимо приобретать новую модель.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.
Разводка ленточной пилы
Геометрические параметры ленточной пилы
Перед формированием режущей кромки следует сделать правильную разводку зубьев. В течение всего периода эксплуатации из-за постоянных нагрузок их расположение может измениться. Поэтому сначала происходит регулировка геометрии, а затем – заточка.
Разводка представляет собой отгиб зубьев относительно плоскости основного полотна. Эта процедура выполняется только на специальном станке. В случае больших расхождений по всей протяженности ленты возможно преждевременное повреждение или поломка полотна. Поэтому до этого следует определиться с типом разводки.
Угол наклона должен соответствовать изначальному. Также учитывается вид разводки, который может быть следующим:
- классическая. Поочередный отгиб зубьев относительно полотна в правую и левую стороны;
- зачищающая. Первый и второй зубья отклоняются вправо и влево, а третий остается неизменным. Такая методика применяется для пил, которые предназначены для обработки твердых пород;
- волнистая. Угол разводки для каждого зуба индивидуален. В итоге они формируют режущую кромку, напоминающую волну. Самый сложный тип разводки.
Во время выполнения отгиба деформации подвергается не весь зуб, а лишь его часть. Зачастую отклонение происходит по 2/3 общей высоты.
Средняя величина развода ограничивается значениями от 0,3 до 0,7 мм. Это относится к стандартным моделям ленточных пил по дереву.
Способы заточки и оборудование для нее
Решать, какой способ заточки выбрать, надо в конкретном случае, но существует две основных схемы выполнения данного процесса.
Заточка по полнопрофильной схеме
Для выполнения такой заточки применяют автоматизированные станки, на которые установлены круги эльборового типа. Выполнить такую заточку своими руками очень сложно. Технология обработки по этой схеме предполагает выбор точильного круга для каждого типа ленточной пилы. При этом учитываются размеры и форма зубьев. Сама заточка имеет следующие особенности: она выполняется за одно перемещение круга, при этом он одновременно обрабатывает поверхности двух зубьев, расположенных рядом. При таком методе заточки удается получить плавный переход у основания зубьев. Самый большой минус такой технологии заточки заключается в необходимости использования отдельных заточных кругов для обработки пил с разными характеристиками режущих зубьев.
Заточка только граней режущих зубьев
Таким способом можно заточить инструмент для своей пилорамы и вручную, и на станке. Заточить грани зубьев пилы вручную можно при помощи обычного гравера или надфиля. Однако более качественно и быстро сделать заточку по такой технологии позволяют специальные станки. В таком случае также придется подбирать круги для ленточных пил разного размера и с различной конфигурацией зубьев.

Устройство для заточки ленточных пил АЗУ-02/6.
Конструкция стандартного заточного станка включает в себя следующие элементы:
- основание;
- приводы для обеспечения подачи полотна пилы, вращения и качания точильного круга;
- устройство для закрепления обрабатываемого инструмента.
Управление всеми движениями заточного круга и ленты пилы осуществляется при помощи специального электронного блока.
При выполнении заточки зубьев пилы своими руками (особенно если у человека, который этим занимается, нет соответствующего опыта) могут возникать следующие проблемы: появление неправильной формы пазух между зубьями и несоблюдение угла их наклона. Причины таких недостатков заключаются, как правило, в следующем: для точения используется круг несоответствующего профиля, выбран неправильный угол его наклона, смещен эксцентрик заточного станка.