Формовочная смесь для литья алюминия
Содержание:
- Литье алюминия в домашних условиях – Справочник металлиста
- Материалы для литых форм
- Как отлить алюминий дома?
- Формовочные смеси для литья
- Литье из серебра в домашних условиях
- Особенности плавки и литья алюминиевых сплавов
- Оборудование для литья под давлением
- Литье по моделям в земляные формы
- Алгоритм работы в домашних условиях
- Разновидности литья алюминия
- Изготовление муфельной печи своими руками
Литье алюминия в домашних условиях – Справочник металлиста
Способов добиться идеальной формы металла — великое множество. В металлургии наиболее популярным решением для создания различных форм изделий является литье металлов, осуществляемое под давлением.
Данный способ является актуальным и позволяет производить самые сложные конструкции, которые выполнены из разных видов металла.
Процедура литья под максимально высоким давлением обычно применяется в случаях, когда нужно быстро изготовить изделия или деталь, ведь именно этот способ является наиболее надежным и позволяет получать конструкции с идеально ровной поверхностью и точностью исполнения формы.
Материалы для литых форм
При открытом способе заливки часто используется самый простой материал, который всегда под рукой, это – кремнезем. Сначала земля укладывается с послойной трамбовкой. Между слоями закладывают макет отливки, который после тщательной трамбовки оставляет отпечаток в кремнеземе
Эту форму осторожно вынимают и заливают вместо нее алюминий
Некоторые мастера используют при приготовлении основы формы речной песок с добавлением жидкого стекла. Также иногда применяется смесь цемента с тормозной жидкостью.
Видео:
Гипсовые формы
При изготовлении макета сложной формы часто используют гипс, который в основном может служить для разового процесса литья. При литье алюминия в гипсовую форму в качестве макетов используют парафин или пенопласт.
Восковой макет изделия заливается гипсом и после его сушки при высокой температуре расплавляется и сливается через специальное отверстие.
В случае изготовления макета из пенопласта его заливают гипсовой смесью и оставляют в ней до полного отвердевания формы. Горячий алюминиевый расплав заливают прямо на пенопласт. Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
Видео:
Типичные ошибки и советы для правильного проведения литья
- При работе с гипсом следует избегать типичных ошибок. Несмотря на то, что гипсовые формы являются удобным способом отливки нужных конфигураций деталей, этот материал очень чувствителен к влаге. При обычной сушке на воздухе она остается в составе гипса. Это вредит качеству алюминиевой отливки, т. к. может спровоцировать образование мелких раковин и пузырьков. Поэтому сушить гипсовые формы нужно несколько суток.
- Металл перед заливкой должен быть достаточно горячим, чтобы успеть заполнить всю форму, прежде чем начать отвердевать. Поэтому после достижения температуры расплавления с учетом быстрого остывания алюминия не надо затягивать с его разливкой в форму.
- Не рекомендуется окунать полученную отливку в холодную воду для ускорения процесса отвердевания. Это может нарушить внутреннюю структуру металла и приведет к трещинам.
Видео:
P.S. Всё, можете начинать литье в домашних условиях!
Как отлить алюминий дома?
Технология домашнего получения алюминия практически идентична промышленным способам. Поэтому при отливе требуют использовать заводские методы с небольшими поправками на масштабы производства и домашние условиях. Наиболее распространенная технология лить алюминия дома – использование форм.
 Пресс-форм для литья алюминия
Пресс-форм для литья алюминия
Учитывая все вышесказанное, требуется подобрать необходимое оборудование (печь для лома алюминия) и соорудить форму для литья (как сделать будет рассмотрено позже).
Сам процесс будет состоять из нескольких этапов:
- Очищение лома от грязи, примесей и различных наполнителей, которые могут повлиять на конечную чистоту сплава. На этом же этапе требуется измельчить алюминий до малого размера.
- Проводится процесс плавления при помощи заранее подобранного способа. Полное расплавление металла позволяет убрать из массы металла все ненужные добавки. А также на этом шаге подбирается формовочная смесь.
- Последним шагом станет добавление алюминия в подготовленную форму для плавления. Далее, следует дождаться затвердевания массы и после этого можно освобождать сплав от формы.
На этом процесс литья будет завершен. На протяжении всей процедуры следует соблюдать правила безопасности при работе с раскаленным металлом.
Формовочные смеси для литья
Литейное производство достаточно простой и широко распространенный технологический процесс для получения отливок различного размера и разнообразной формы. Получение деталей методом литья практикуется в автомобилестроении, станкостроении, вагоностроении и многих прочих отраслях машиностроения. Для получения полых или с множеством отверстий отливок используются стержневые и формовочные смеси различных составов. Экономически обосновано использование песчано-глинистых форм при массовом производстве.

Состав смесей зависит от:
- способа формовки:
- ручная;
- машинная;
- типа металла:
- сталь;
- чугун;
- цветной металл и его сплавы;
- типа производства:
- единичное;
- серийное;
- массовое;
- типа литья;
- технологического оснащения.
Материалы, которые используются для получения формовочных смесей, подразделяются на следующие группы:
- песчаник;
- различные сорта глины;
- вспомогательные:
- связующие материалы;
- противопригарные смазки и покрытия;
- огнеупорные;
- специальные.
Глинистые пески могут содержать глины в своем составе до 50%. Делят их по количеству содержания глины на:
- тощие – до 10%;
- полужирные – до 20%;
- жирные – до 30%;
- очень жирные – до 50%.
Также используются кварцевые пески. Силикатная основа позволяет принимать в форму расплав, температура которого достигает 1700С.
Получение отливок высокого качества требует использования противопригарных покрытий и материалов мелкой фракции, чтобы предупредить образование в форме пор.
Литье из серебра в домашних условиях
Важно! Литье серебра своими руками — сложный и пожароопасный процесс. В вашей мастерской должны иметься огнеупорными подставками и огнетушителями, предназначенными для тушения электрооборудования под напряжением
Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками.
Для литья серебра в домашних условиях начинающие мастера обычно выбирают следующие технологии
- моделирование из воска
- литье в земляные формы
- нагрев тигля газовой горелкой.
Разумеется, если у вас есть муфельная печь с регулировкой и поддержанием заданной температуры, вибростол и центрифуга — ваши отливки станут только лучше.
Литье серебра в домашних условиях — сложный, но вполне осуществимый при должной подготовке и настойчивости процесс. Успехов вам в освоении этого раздела металлургии!
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Особенности плавки и литья алюминиевых сплавов
При рафинировании флюсами частицы взвешенных неметаллических включений удаляются из металла, переходя в шлак, вследствие хорошей смачиваемости их расплавленным флюсом или растворения в нем этих включений. Для рафинирования большинства алюминиевых сплавов используют флюс, состоящий из 47% КCl, 30% NaCl и 23% Na3AlF6. Флюс в количестве 0,5—1% от массы металла засыпают на поверхность расплава, нагретого до 700—750 °С, затем замешивают в него в течение 3—5 мин, после чего удаляют шлак и выстаивают в течение 10—15 мин для более полного всплывания и отделения замешанного флюса.
Для уменьшения загрязненности металла твердыми неметаллическими включениями применяют также фильтрование через сетчатые и кусковые фильтры из раздробленных флюсов, устанавливаемые в песчаных и металлических формах между стояком и коллектором, между литейной чашей и стояком (см. гл. 1), что позволяет в 1,5—3 раза снизить загрязненность сплавов неметаллическими включениями.
Наиболее эффективным является фильтрование алюминиевых сплавов через слой расплавленного рафинирующего флюса (рис. 8.3,6). В этом случае сплав поступает на диск 2, имеющий отверстие диаметром 5— 10 мм, и в виде струек проходит через расплавленный флюс 3, плотность которого меньше плотности сплава. Накопившийся в электрообогреваемом тигле 1 металл выпускается в раздаточный ковш 5 при подъеме запорного стержня (стопора) 4.
Эффективным способом очистки от растворенных газов является вакуумирование. С понижением давления растворенные газы выделяются из расплава и удаляются в виде пузырьков. Обработку металла проводят в вакуумно-продувочной камере 1, в которую помещают ковш 2, вакуумируют металл и дополнительно продувают его газом (рис. 8.3,в).
Алюминиевые сплавы на основе системы Al—Si (силумины) перед заливкой подвергают модифицированию. При этом происходит измельчение частиц кремния, что приводит к повышению механических свойств сплавов, особенно относительного удлинения и ударной вязкости. Модифицирование осуществляют введением в расплав стронция в виде лигатуры, 0,1% металлического натрия или смеси его хлористых и фтористых солей. Эти соли одновременно выполняют роль защитных и рафинирующих флюсов.
Модифицирующий флюс в количестве 1,5—2% засыпают на поверхность расплава и выдерживают в течение 12 мин, после чего замешивают в металл и после выдержки в течение 1,5—2 мин удаляют вместе со шлаком.
Широко применяют в литейных цехах универсальные флюсы, обработка которыми позволяет совместить рафинирование и модифицирование сплава. Все они содержат хлористые и фтористые соли. Например, универсальный флюс № 3 содержит 50% NaCl, 10% КCl, 30% NaF и 10% Na3AlF6.
Чтобы предотвратить загрязнение сплава оксидами в процессе заливки, необходимо обеспечить плавное, без завихрений заполнение формы металлом, что достигается использованием расширяющихся литниковых систем, которые способствуют и отделению неметаллических частиц. Широко применяют сифонные литниковые системы и вертикально-щелевые (см. гл. 2), позволяющие получить наиболее благоприятное распределение температуры по высоте отливки и направленное затвердевание снизу вверх.
Алюминиевые сплавы склонны к образованию усадочных раковин и усадочной пористости, устранение которых достигается простановкой прибылей, холодильников, а для ответственных деталей использованием кристаллизации под давлением в автоклаве. Применение давления при кристаллизации позволяет получить наиболее плотные отливки из алюминиевых сплавов.
В связи с невысокой температурой плавления и хорошей жидкотекучестью алюминиевых сплавов для приготовления формовочных и стержневых смесей применяют мелкозернистые пески со значительным содержанием глины (классов П, Т, а также ЗК, 4К). В состав формовочных смесей входит 75—90% оборотной смеси и 10— 25% свежих песков.
В формовочные смеси для алюминиево-магниевых сплавов, чтобы предупредить их окисление в процессе заливки и кристаллизации, вводят защитные присадки (RM, борная кислота в количестве 4—5%).
Для крупносерийного и массового производства применяют безводные песчано-бентонитовые смеси с минеральными маслами, позволяющие изготовлять литейные формы повышенной прочности прессованием под высоким давлением.
Оборудование для литья под давлением
Тайвань Метиз Альянс имеет уже более 40-летний опыт работы в индустрии оборудования для литья под давлением, которое отличается высокой технологичностью, автоматизацией процесса производства. Эти машины предназначены для литья под давлением сплавов металлов (алюминия, цинка) и пластмассы (термопластавтоматы).
Литьё металлов под давлением — способ изготовления отливок, при котором сплав приобретает форму отливки, быстро заполняя пресс-форму, сплав под высоким давлением от 7 до 700 МПа формируется в нужную форму.
Этот способ применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей и пластмассы.
Изделия могут быть массой от десятков граммов до десятков килограммов.
Гарантия и контроль качества завода-изготовителя
Литьевое оборудование Тайвань Метиз Альянс становится сердцем любого производства, и может быть сопряжено со всеми необходимыми периферийными устройствами: печами, роботами, лубрикаторами, измерительными приборами, вытяжками, станками для снятия заусенцев, ножницами и конвейерными лентами.
Все литьевые машины (Тайвань Метиз Альянс) проходят тщательную проверку перед отгрузкой.
После доставки, они настраиваются обслуживающим персоналом, который также заботиться о послепродажном сервисе.
Инженерный отдел постоянно изучает новые решения для выпуска самых современных машин в плане корпуса, механики, смазки, инжекционных и закрывающих клапанов, электрических и электронных компонентов.
Код ТНВЭД: 84543000
Параметры контроля качества литьевых машин
- Тестирование усилия зажима пресс-формы.
- Тестирование усилия инжекции, центрование траектории инжекции.
- F.E.A анализ подвижной/неподвижной подштамповой плиты оборудования.
- Тестирование системы SPC-кодировки каждого впрыска, записи данных файлов Excel на SD карту .
- 3D проектирование и симуляция процесса работы пресс-форм, тестирование цифровой системы управления.
Референц лист компонентов литьевого оборудования
| Датчик скорости инжекции | Panasonic | Япония |
| Инвертор (для AL/SPV) | FU JU | Япония |
| Реле | Finder или IDEC | Япония |
| Аварийный конечный выключатель | OMRON | Япония |
| Гидравлический рукав | YOKOHAMER | Япония |
| Пневматический клапан | IFM или FESTO | Германия |
| Бесконтактный переключатель | IFM | Германия |
| Датчик положения выталкивания | NOVA | Германия |
| Датчик положения инжекции | ELGO | Германия |
| Датчик гидравлического давления | WIKA или IFM | Германия |
| Датчик давления | WIKA | Германия |
| Фотоэлектрический датчик | IFM | Германия |
| Гидравлический насос | TOKIMIC Bosch Rexroth | Япония Германия |
| Сальник | N.O.K B+S | Япония Германия |
| Программируемый логический контроллер | P.L.C. MITSUBISHI Beckhoff | Япония Германия (опция) |
| Переключатель операций | T.E. Siemens | Франция Германия |
| Контактор с электродвигательным приводом | T.E. Siemens | Франция Германия |
| Электромагнитный клапан | VICKERS Rexroth | Англия / США Германия |
| Охладительный клапан пресс-формы | LEGRIS | Франция |
| Гидравлический фильтр | M.P. | Италия |
| Сенсорный экран | DELTA | Тайвань |
Применение литьевых машин
Литьём под давлением изготавливают:
- детали автомобильных двигателей (в том числе алюминиевые блоки, детали карбюраторов);
- детали сантехнического оборудования;
- детали бытовых приборов (пылесосы, стиральные машины, телефоны);
- ранее — детали печатных машинок.
- также литьё под давлением используется при производстве компьютеров.
Технический процесс литья под давлением
Литейные машины разделяют на два вида — с горячей и холодной камерой прессования.
Сплавы на основе цинка, как правило, льются в машинах с горячей камерой прессования. Камера погружена в расплав. Под относительно слабым давлением сжатого воздуха или поршня расплав из камеры вытесняется в пресс-форму.
Такие машины используются для литья под давлением алюминиевых, магниевых, медных сплавов. Литьё в пресс-формы происходит под давлением от 35 до 700 МПа.
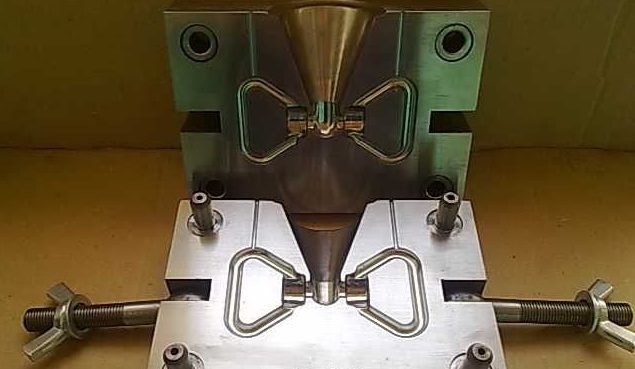
ПРЕСС ФОРМА (ОСНАСТКА) ЛИТЬЕВОГО ОБОРУДОВАНИЯ
Литейные формы обычно изготавливаются из стали. Оформляющая полость формы выбирается подобной наружной поверхности отливки, однако учитываются искажения размеров. Пресс-форма содержит также выталкиватели и подвижные металлические стержни, образующие внутренние полости изделий.
Пресс-формы изготавливаются на дорогостоящем оборудовании с предварительной 3D симуляцией процесса
Литье по моделям в земляные формы
Литье в так называемые земляные формы — старейший метод, проверенный тысячелетиями. Формовочные смеси на самом деле состоят не из чернозема, а представляют собой смесь тонкозернистого кварцевого песка и пластичной глины в определенных пропорциях. Для отливки мелких изделий с тонким рельефом и большим количеством деталей применяют смеси, содержащие 12-15% глины, для крупных отливок — до 25%. Газы, образующиеся при литье, должны свободно выходить через стенки формы.

Литье серебра по моделям в земляные формы
Модель для литья в земляные формы делается абсолютно точно повторяющей оригинал, но чуть больше по размеру. Это припуск на усадку и последующую обработку изделия. Модели традиционно делали из дерева, воска и гипса. Сегодня все большую популярность приобретают модели из пластмасс. Пластик хорошо держит форму и легко обрабатывается.
Алгоритм работы в домашних условиях
 Изготавливать алюминиевые детали литейным способом дома не так уж и сложно, для процесса не потребуется дорогое специальное оборудование. Те модели, которые будут принимать участие в литейной работе, потребуется очистить сверху и смазать изнутри. Подготовка потребуется и тогда, когда вы практикуете метод литья «в землю». Обязательно проконтролируйте, чтобы технологическое углубление по своим контурам строго соответствовало контурам будущей детали.
Изготавливать алюминиевые детали литейным способом дома не так уж и сложно, для процесса не потребуется дорогое специальное оборудование. Те модели, которые будут принимать участие в литейной работе, потребуется очистить сверху и смазать изнутри. Подготовка потребуется и тогда, когда вы практикуете метод литья «в землю». Обязательно проконтролируйте, чтобы технологическое углубление по своим контурам строго соответствовало контурам будущей детали.
Как говорилось, усадка расплавленного алюминия является немаловажным параметром при работе. При выполнении заливки она должна быть минимальной, иначе деталь по размерам не будет соответствовать тем, которые были заданы.
С той целью, чтобы при застывании металла усадка имела минимальный показатель, на форме нужно будет выполнить незначительный глиняный кант, по который в нее и заливают расплавленный алюминий.
С целью расплавления металла обычно применяется емкость из стали и специальная печка. При этом при выполнении работы не стоит забывать и о правилах по технике безопасности. В случае если вы решили заниматься литейным процессом дома, нужно соблюдать правила личной безопасности. Обязательно надевайте специальную одежду, которая будет защищать кожу от возможных ожогов.
Ниже были рассмотрены ключевые аспекты, связанные с процессом литья алюминия как в промышленных, так и домашних условиях. Как видите, заниматься этим дома может каждый, для работы не потребуется дорогое оборудование, с помощью подручных средство можно научиться изготавливать всевозможные алюминиевые детали прямо не выходя из дома.
Разновидности литья алюминия
Само по себе литьё алюминия заключается в производстве заготовок путём заполнения необходимой формы жидким металлом или сплавом. В современной промышленности литье алюминия может осуществляться тремя способами:
- в кокили (металлические формы) с охлаждением;
- заполнение с помощью поршневых машин (под давлением);
- центробежное;
- использование ГФК (гипсовых комбинированных форм).
Самым экономным из всех перечисленных является литье под давлением. При его использовании удаётся получить наиболее прочные и качественные детали. Сам процесс протекает в формах, состоящих из двух частей, и при использовании специальных машин. Гидравлический пресс под воздействием сжатого газа, нагнетает высокое давление, порядка 200 атм. Это позволяет получить заготовки с ровной поверхностью, не требующей шлифовки или полирования в дальнейшем.
Детали, полученные при литье алюминия под давлением, отличаются прекрасными эксплуатационными характеристиками и могут использоваться на самых ответственных участках. Этот способ позволяет изготавливать изделия сложных форм, с тонкими стенками и предназначенные для особых конструкций.
Метод литья с использованием кокилей даёт возможность многоразового употребления форм. Причём они могут быть разъёмными или нет. Последние обычно применяют при изготовлении простых деталей, которые вынимают из них, используя особые инструменты. Разъемные формы в зависимости от плоскости разъёма подразделяются на:
- вертикальные;
- горизонтальные;
- криволинейные.
Первые состоят из двух частей, которые соединяются между собой при помощи втулок и штырей. Использование таких форм имеет свои особенности. Предварительно обе части нагреваются до 300 °C и покрываются краской. В форму устанавливают стержни и части соединяют между собой. После этого в кокиль заливается жидкий алюминий и остается там до остывания. Используя этот способ, получают детали 5-9 классов точности, но все же главным преимуществом этого метода литья алюминия является многоразовое применение формы.
Высокоточный способ литья алюминия
Для изготовления втулок, дисков, труб обычно используют не менее популярный способ – центробежное литье алюминия. В нем заполнение формы происходит в процессе её быстрого вращения. При этом создаётся центробежная сила, которая воздействует на расплавленный металл, и обеспечивает проникновение в самые тонкие элементы формы. Наибольшее распространение этот способ получил в ювелирной промышленности, так как позволяет производить отливки с высокой точностью. Ведь только благодаря воздействию центробежных сил удаётся заполнить тончайшие каналы, куда в обычных условиях жидкий металл не попадёт. А высокоточное алюминиевое литьё можно приравнять к ювелирному качеству.
Литьё в одноразовые формы
Литье алюминия в гипсовые комбинированные формы используется при изготовлении малых партий изделий или при отливке по выплавляемым моделям.
Несмотря на большое разнообразие методов работы с алюминием, самым распространённым является способ литья под давлением, как более экономичный и безопасный. Этот вид литья позволяет сократить до минимума брак, максимально автоматизирован и настроен на конвейерное, потоковое производство.
Изготовление муфельной печи своими руками
Для изготовления прибора нам понадобятся следующие инструменты и материалы:
- проволока;
- болгарка;
- кирпич (7 шт.);
- защитные очки;
- молоток;
- металлическое ведро;
- кусок железа и пр.
Этапы строительства печи:
- Подготовить простые кирпичи, которые будут служить аккумулятором температуры. С каждого бока кирпича при помощи болгарки, вырезать отсек, так чтобы получилось рабочее пространство для электронагревателя.
- Кирпичи обмотать проволокой для прочности конструкции.
- Установить огнеупорную камеру, в качестве которой можно использовать металлическое ведро или другую ёмкость из невозгораемого материала.
- Корпус печи изготавливается из металлического листа (1-1,5 мм).
- Поскольку рабочая камера прибора предварительно устанавливается на кирпичи с теплоизоляционным слоем, высота ведра рассчитывается с некоторым запасом.
- Для облегчения процесса закручивания листа в трубу рекомендуется использовать специальные арматурные кольца.
- Затем необходимо соединить концы арматуры, так чтобы получилась форма круга. Для этой цели используется молоток.
- Кольца устанавливаются на скрученный лист и соединяются по окружности. К нижнему кольцу приваривается металлическое дно.
- Для установки рабочей зоны, в кирпиче делается специальное отверстия для электронагревателя.
- Кирпичи обязательно нумеруются и укладываются плотно друг к другу, согласно нумерации.
- Устанавливается нагревательная спираль из февраля либо нихрома. Чтобы не допустить замыкания, витки спирали аккуратно наматываются на небольшом расстоянии друг от друга.
- Элементы устройства закрепляются раствором.
Для большей функциональности допускается установка двух электронагревателей, которые можно включать по очерёдности либо одновременно. Например, для пайки малого количества сырья включается только один нижний нагреватель, а если масштаб плавки большой — используется два прибора.
Муфельная печь с вертикальной загрузкой очень компактна, что позволяет хранить её на даче, в гараже или на балконе.
Принцип действия печи довольно простой: ёмкость для пайки (тигель) с помещённым туда сырьём устанавливается на рабочую поверхность печи где и нагревается до нужной температуры (660 °C). Нагретый металл выливается в заранее приготовленную литейную формочку, которую можно сделать из гипса или какого-нибудь другого негорючего материала. Для изготовления формы рекомендуется использование белого или скульптурного гипса, который можно приобрести в любом магазине стройматериалов.
Как уже было сказано ранее, для пайки алюминия в печи нужен специальный ковш (тигель), который изготавливается из металла, имеющего температуру плавления боле высокую, чем у алюминия либо из огнеупорного материала. Для изготовления ёмкости для плавки алюминия применяется фарфор, графит, корунд, кварц, сталь или чугун. Ковш можно приобрести в специализированном магазине либо изготовить самостоятельно. Размер тигля определяется предполагаемым количеством сырья для плавления.
Металл необходимо уложить как можно плотнее и немного спрессовать. Так как во время плавления алюминий существенно теряет в объёме, следует периодически добавлять сырьё в ковш.
Важно. Добавляемое сырьё должно быть абсолютно сухим, так как даже малое количество влаги, попавшее в раскалённый алюминий может вызвать резкий всплеск, вследствие которого металл выплёскивается из печи и может причинить вам сильные ожоги, особенно опасно, если расплавленный алюминий попадёт в глаза
Поэтому перед началом работ следует позаботиться о своей безопасности: приобрести защитные очки или маску, а лучше обзавестись специальным огнеупорным костюмом металлурга.
В процессе плавки металла в домашних условиях, на поверхности раскалённого алюминия будет появляться оксидная плёнка, а также образовываться различный шлак (старая покраска, частички грязи и пр.). Его количество напрямую зависит от качества сырья. Перед тем как разлить расплавленный металл по формочкам, необходимо снять шлак, воспользовавшись специальными приспособлениями. Затем алюминий рекомендуется подержать в печи ещё некоторое время для придания металлу большей текучести. Это значительно упростит его дальнейшее литьё.