Развертки по металлу
Содержание:
- Конструкция развёртки. Особенности
- Развертка на примере усеченного конуса
- Как пользоваться ручными, механическими, регулируемыми и разжимными развертками
- Геометрические фигуры из бумаги
- Как выполняется машинное развертывание
- Применение ручного инструмента
- Классификация
- Основные элементы конструкции
- Принцип действия
- Калькуляторы расчета размеров развертки конуса
- Конструкция развертки
Конструкция развёртки. Особенности
Основными конструктивными элементами развёртки являются режущая и калибрующая части, число зубьев, направление зубьев, углы резания, шаг зубьев, профиль канавки, зажимная часть.
Режущая часть.
Угол конуса φ определяет форму стружки и соотношение составляющих усилий резания. Угол φ у ручных развёрток — 1°…2°, что улучшает направление развёртки при входе и уменьшает осевую силу; у машинных при обработке стали φ = 12°…15°; при обработке хрупких материалов (чугуна) φ = 3°… 5°.
Стандартные развёртки делают с неравномерным окружным шагом с целью предупреждения появления в развёртываемом отверстии продольных рисок. Из-за неоднородности обрабатываемого материала на зубьях развёртки происходит периодическое изменение нагрузки, что ведёт к отжиму развёртки и появлению на обработанной поверхности следов в виде продольных рисок.
Калибрующая часть (только у цилиндрических разверток) состоит из двух участков: цилиндрического и участка с обратной конусностью. Длина цилиндрического участка около 75 % от длины калибрующей части. Цилиндрический участок калибрует отверстие, а участок с обратной конусностью служит для направления развертки в работе. Обратная конусность уменьшает трение об обработанную поверхность и снижает разбивку. Так как при ручном развертывании разбивка меньше, то и угол обратной конусности у ручной развёртки меньше, чем у машинной. При этом цилиндрический участок у ручных развёрток может отсутствовать.
Цилиндрическая ленточка на калибрующей части калибрует и выглаживает отверстие. Уменьшение её ширины снижает стойкость развертки, однако повышает точность обработки и снижает шероховатость, так как уменьшает трение. Рекомендуемая ширина ленточки f = 0,08…0,5 мм в зависимости от диаметра развёртки.
Число зубьев z ограничивается их жёсткостью. С увеличением z улучшается направление развертки (больше направляющих ленточек), повышаются точность и чистота отверстия, но снижается жесткость зуба и ухудшается отвод стружки. Z принимается чётное — для облегчения контроля диаметра развёртки.
Канавки чаще выполняют прямыми, что упрощает изготовление и контроль. Для обработки прерывистых поверхностей целесообразно применять развёртки с винтовым зубом. Направление канавок делается противоположным направлению вращения для избежания самозатягивания и заедания развёртки.
Задний угол выполняют небольшой (5°…8°) для повышения стойкости развёртки. Режущую часть затачивают до остра, а на калибрующей делают цилиндрическую ленточку для повышения размерной стойкости и улучшения направления в работе.
Передний угол принимают равным нулю.
Развертка на примере усеченного конуса
Развертку конуса можно получить автоматически используя приложение Оборудование: Развертки, либо построить конус листовым телом и развернуть его. Рассмотрим оба способа.
Построение развертки усеченного конуса, выполненного листовым телом
- Создадим эскиз на плоскости XY (кликнуть левой кнопкой мыши на плоскость XY и выбрать из всплывающего меню команду «Создать эскиз»);
- Построим в эскизе окружность произвольного диаметра с центром в начале координат
- Выйдем из эскиза кликнув по индикатору режима и создадим смещенную от XY плоскость. Расстояние выберем любое.Команда»Смещенная плоскость»размещена на инструментальной панели «Вспомогательные объекты» (размещение команды показано на рисунке). После вызова команды необходимо кликнуть по плоскости XY и задать расстояние на Панели параметров, после чего подтвердить создание плоскости командой «Создать объект»
- Создаем на смещенной плоскости эскиз, в эскизе выполняем построение окружности произвольного диаметра с привязкой центра к началу координат (аналогично пунктам 1-2). Выходим из эскиза кликнув левой кнопкой мыши по индикатору режима. В итоге деталь должна иметь следующий вид:
- Строим усеченный конус командой «Линейчатая обечайка», которая расположена на панели «Элементы листового тела» в наборе «Листовое моделирование».Запустив команду указываем Эскиз1 и Эскиз2, можно указать их в дереве, можно просто кликнуть по окружностям в окне модели. Также требуется задать толщину стенки усеченного конуса на Панели параметров. Для подтверждения создания тела нажимаем кнопку «Создать объект»
- Усеченный конус построен, теперь необходимо выполнить его развертку. Для этого воспользуемся командой «Развернуть» с Панели быстрого доступа. После вызова команды кликнем по конической грани и нажмем «Создать объект» . Перейти от развертки к усеченному конусу можно отжав режим развертка
- Остается перенести данную развертку с 3D в чертеж. Для этого создаем новый документ чертеж. Заходим по пути: Главное текстовое меню — Вставка — Вид с модели — Вид с модели…Указать деталь с разверткой (обязательно файл с деталью сохранить, иначе он не появится в списке). Поставить на Панели параметров галочку «Развертка». В результате будет построен вид с разверткой.
Построение развертки усеченного конуса с помощью приложения
Приложение Оборудование: Развертки позволяет построить развертку деталей имеющих форму:
- усеченного цилиндра;
- прямого кругового конуса;
- усеченного прямого кругового конуса;
- кругового конуса, усеченного не параллельно основанию;
- наклонного кругового конуса, усеченного параллельно основанию;
- тройников;
- перехода с прямоугольного сечения на круглое;
- труб прямоугольного и многоугольного сечения;
- отводов.
Строить развертки поверхностей, имеющих форму типа:
- цилиндра;
- конуса;
- тора;
- сферы.
Приложение Оборудование: Развертки входит в Машиностроительную конфигурацию КОМПАС и приобретается отдельно от базового КОМПАС. Если Машиностроительная конфигурация на Вашем компьютере установлена, требуется подключить Приложение. Для этого нужно зайти по пути: Главное текстовое меню — Приложения — Конфигуратор — раскрыть в списке раздел Оборудование — выделить строку Оборудование:Развертки и нажать на ссылку «Подключить»
После подключения Приложение появится в наборе инструментальных панелей. Нужно будет выбрать панель Оборудование: Развертки и на панели выбрать тип объекта, развертку которого мы хотим получить.
Построим развертку усеченного конуса, также как в первом примере. Выберем команду «Патрубок конический тип 1». На Панели параметров задаем данные по усеченному конусу: 2 диаметра и высоту и нажимаем «Создать объект»
Откроется окно записи файла в котором нужно указать имя документа
Получаем чертеж развертки с размерами:
Как пользоваться ручными, механическими, регулируемыми и разжимными развертками
Рассмотрим особенности инструментов.
Как пользоваться ручными развертками
Ручные развертки по металлу изготавливаются по ГОСТу 7722-77. Размерный ряд — 3–58 мм. Шаги могут варьироваться.
При выборе ручных разверток по металлу мастера обращают внимание на следующие параметры.
-
Габариты инструмента.
-
Количество зубьев.
-
Равномерность их распределения.
-
Тип режущей части.
-
Профиль канавок.
-
Тип зажимной части.
Развертывание отверстий ручным инструментом производится при помощи воротка. Для его закрепления на конце хвостовика имеется специальный паз. Обычно все происходит по такой схеме.
-
Выполняются разметка и накернивание.
-
Отверстие высверливается.
-
Развертка закрепляется в воротке, смазывается и вставляется в отверстие.
-
Для его развертывания инструмент вращают по часовой стрелке.
-
Финальный этап — проверка параметров отверстия при помощи калибра.
Изображение №2: развертывание отверстий ручной разверткой
Расскажем о важных особенностях.
-
Ручные развертки очень эффективны. Режущие зубья имеют острые грани по всей длине.
-
Диаметры передних поверхностей рабочих частей уменьшены. Инструменты легко входят в заранее подготовленные отверстия нужных диаметров.
-
При увеличении количества режущих кромок повышается качество обрабатываемых отверстий.
-
Развертывать отверстия необходимо плавно. Не ускоряйтесь даже при легком ходе. Избегайте рывков.
-
В обратную сторону развертку вращать нельзя. Это приводит к поломке режущих кромок, а также к появлению задиров в отверстиях.
Как пользоваться машинными развертками
Машинные развертки закрепляют в патронах токарных, сверлильных и фрезерных станков. Эти инструменты имеют короткие рабочие части с крутыми углами передних кромок (до 45°). Машинное развертывание существенно повышает производительность труда.
Для обработки отверстия нужно закрепить развертку, добавить СОЖ и совместить оси. Далее необходимо задать нужную скорость вращения и запустить оборудование.
Машинные развертки и их применение имеют следующие особенности.
-
Инструменты имеют большое количество режущих кромок. Качество получаемых отверстий находится на очень высоком уровне.
-
Машинное развертывание требует компенсации биения шпинделя. Для устранения этого негативного фактора служат шарнирные оправки.
Фотография №6: машинное развертывание
Обработка производится на высоких скоростях. Машинные развертки имеют повышенную износостойкость.
Развертка позиционируется точно. За счет этого инструмент плавно входит в отверстие. На все зубья оказывается одинаковой давление. Это значительно повышает точность и минимизирует биение.
Скорость при развертывании меньше, чем при сверлении, примерно в 2–3 раза. Инструменты не перегреваются.
Машинное развертывание требует использования значительного количества смазывающе-охлаждающей жидкости.
Как пользоваться регулируемыми развертками
Регулируемые развертки позволяют изменять наружные диаметры режущих частей под конкретные диаметры отверстий. Это особенно полезно при обработке отверстий с дробными диаметрами.
При помощи небольших регулируемых разверток можно изменять диаметр в пределах до 1 мм. У крупногабаритных инструментов диапазоны настройки расширяются. Диаметры можно варьировать в пределах до 3 мм.
Фотография №7: регулируемая развертка по металлу
Регулируемые развертки используют так же, как и обычные. Основное отличие заключается в том, что инструменты этого типа оснащают сменными ножами, которые надежно фиксируются клиновыми вставками с накладками. Настройка производится при помощи контргайки. При затягивании диаметр обработки увеличивается, а при ослаблении — уменьшается. После настройки диаметр выверяется при помощи штангенциркуля и микрометра.
Как пользоваться разжимными развертками
Их еще называют раздвижными.
Фотография №8: разжимная развертка по металлу
Внутри такой развертки есть шарик и винт. При его закручивании шарик перемещается и распирает грани инструмента. Диаметр немного увеличивается. Использование разжимных разверток позволяет увеличивать диаметры обработки на 0,15–0,5 мм.
При закручивании винтов не рекомендуется прилагать слишком большие усилия. Корпус развертки может треснуть.
Геометрические фигуры из бумаги
В каждой книжке по раннему развитию наряду с цветами, буквами и цифрами, первым делом предлагается изучить основные геометрические фигуры. Ведь именно так малыш учиться понимать, что такое форма вещей, какой она бывает и как ее можно охарактеризовать. В игровой форме, с помощью обучающих видеороликов, стихов, примеров из окружающих вещей, ребенок учится различать между собой квадрат и треугольник, круг и ромб. Изучив картинки в книжке, ребенок может запомнить названия фигур, а вот дальнейшая задача — закрепить эту информацию в игровой форме. Тут на помощь нам придут геометрические фигуры из бумаги
.
Из различных фигур мы будем собирать . Она как нельзя лучше продемонстрирует ребенку, что любой рисунок может получиться, если расставить простые знакомые ему геометрические фигуры в правильной последовательности. Перед вами аппликация с изображением клоуна. Для нее вы должны будете предварительно нарезать основные фигуры из цветной бумаги. Это будут разноцветные круги, овал, треугольник, звезда, полукруги. Наклеивать их можно на двухсторонний скотч, если основой будет выступать картон с гладкой поверхностью. Или же можете использовать клей-карандаш, очень удобный в работе.

Еще один простой пример геометрической аппликации — пейзаж. На нем можно изобразить квадратный дом с треугольной крышей, деревья с круглой и треугольной (елка) кроной, круглое солнышко. Выполнив такие самостоятельно, ребенок сможет лучше понять, как рисовать такой же пейзаж с помощью карандаша, что для дома надо нарисовать квадрат с треугольником сверху, а также снабдить жилище квадратным окном и прямоугольной дверью.

Вы можете сделать некий симбиоз между и геометрической аппликацией, сделав такой умный паровозик. Из листа бумаги стандартного формата вырежьте заготовку, предварительно согнув лист пополам. Далее предложите ребенку наклеить геометрические фигуры из цветной бумаги на полагающиеся им места: желтый полукруг станет носом поезда, небольшие круги колесами, а синие прямоугольники — окошками, в которых даже можно нарисовать путешествующих пассажиров.
Объемные фигуры из бумаги
Не бойтесь, что знакомить ребенка с объемными фигурами из бумаги
будет рано, и он что-то может не понять. Наоборот, это немного сродни волшебству, которое могут своими руками сделать родители, когда из плоского листа бумаги вдруг появляется трехмерная игрушка. Такие могут стать и обучающим предметом, и, например, частью любой конструкции.

Объясняйте ребенку, что каждая плоская фигура имеет родственника, фигуру объемную, которая может по-другому называться, но обязательно содержит очертания плоской геометрической фигуры. Проще всего, наверное, начать с кубика, ведь — классическая игрушка
Вначале вы можете просто обратить внимание ребенка, что каждая грань куба имеет квадратную форму, после этого можно приступать к знакомству с чертежом-разверсткой
Слово это сложное, однако, ребенок сможет понять, как в итоге собирается кубик, увидеть, что на плоской бумаге изображено четыре квадрата, ровно столько, сколько нужно для готового куба. Со временем, уже учась в школе, ему будет легче даваться вычисление площади фигур на клетчатой бумаге
, ведь эти знания он получит еще в юном возрасте. Для начала можете разверстку чертить именно на тетрадных листах в клеточку, затем переходя уже на более плотный материал. Вы можете также купить в магазине готовые разверстки практически для всех геометрических фигур, например, кубики с готовыми буквами и рисунками на каждой из поверхностей.

Такой кубик из двухцветной бумаги вы можете сложить вместе с ребенком, если увлекаетесь такими поделками из бумаги, как оригами. Квадратный лист бумаги складываете пополам, а потом еще раз пополам, чтобы получились четыре части. Затем, следуя инструкции, загибайте края у фигуры, чтобы в итоге у вас получилась заготовка с двумя полными поверхностями и двумя острыми углами. Вам остается сделать вторую такую же заготовку и совместить ее с первой, поместив острые углы в бумажные кармашки.
Как выполняется машинное развертывание
Для того чтобы выбрать режимы выполнения машинного развертывания, можно использовать специальные таблицы. Исходными параметрами при этом являются диаметр формируемого отверстия, марка обрабатываемого материала, а также материал, из которого изготовлена развертка. К основным режимам развертывания, выполняемого машинным способом, относятся скорость выполнения резания и частота, с которой должен вращаться шпиндель оборудования.
Используемые СОЖ
При развертывании отверстий в заготовках, изготовленных из разных материалов, можно воспользоваться следующими рекомендациями по выбору СОЖ:
- стали, относящиеся к категории углеродистых, конструкционных и инструментальных, – водный раствор мыла, эмульсия, осерненное масло, смесь масел;
- чугун – может обрабатываться без СОЖ или с использованием керосина;
- медь – эмульсия;
- алюминий – эмульсия, смесь масел, чистый керосин, смесь керосина с терпентинным маслом, сурепное масло.
- бронза – обрабатывается без использования СОЖ.
Составы СОЖ, используемых при развертывании отверстий в различных материалах
Некоторые нюансы машинного развертывания
Перед развертыванием машинным способом очень важно правильно подготовить оборудование. Состоит такая подготовка в следующем
- Конус хвостовика инструмента и посадочное отверстие в шпинделе станка тщательно протираются.
- Развертка вставляется в шпиндель таким же образом, как и .
- Обрабатываемая деталь фиксируется на рабочем столе оборудования так, чтобы ось отверстия точно совпадала с осью используемого инструмента.
Обработка отверстия на станке твердосплавной разверткой
Сам процесс развертывания, для выполнения которого используется черновой и чистовой инструмент, выполняется в следующей последовательности:
- Завершив сверление обрабатываемой заготовки, сверло в шпинделе сверлильного оборудования заменяют на черновую развертку.
- Проводят черновое развертывание.
- Черновой инструмент заменяют на чистовой и повторяют развертку отверстия.
- После чистового развертывания инструмент выводят из зоны обработки, выключают электродвигатель станка и проверяют результат работы при помощи калибра-пробки.
Применение ручного инструмента
Ручное зенкерование и развертывание осуществляют по схожей схеме, которая подразумевает выполнение следующих технологических операций.
- Исходя из параметров начального и конечного отверстия, выбирают инструмент для выполнения чернового и чистового развертывания.
- Заготовку надежно фиксируют в тисках, если ее габариты позволяют это выполнить. Если она отличается значительными размерами, то ее не закрепляют перед развертыванием.
- В отверстие в детали, которое предварительно было получено в процессе литья заготовки или ее сверления, вставляется инструмент для чернового развертывания.
- На хвостовик инструмента, имеющий квадратную форму поперечного сечения, надевается вороток.
- Наружная поверхность развертки и внутренняя поверхность отверстия смазываются специальной жидкостью.
- Развертку, используя вороток, начинают вращать по направлению расположения ее режущих кромок. В ходе вращения инструмента, которое следует выполнять медленно, без резких движений, на его рабочую поверхность постоянно наносят смазочный материал. Вращая развертку, необходимо аккуратно подавать ее в сторону выполнения обработки, которая заканчивается после того, как с внутренней поверхности отверстия будет полностью снят слой металла, оставленный на припуск.
- После того как черновое развертывание будет закончено, инструмент аккуратно извлекают, при этом не допускается выполнять его обратное вращение.
- В отверстие, обработанное черновой разверткой, помещают чистовой инструмент, на квадратный хвостовик которого также насаживают вороток.
- Развертку для чистовой обработки вращают по часовой стрелке, при этом осуществляют такое вращение очень плавно и аккуратно, постоянно используя смазочный материал. Величина подачи инструмента, чтобы получить отверстие с требуемыми параметрами шероховатости внутренней поверхности, должна быть минимальной.
- После завершения чистовой обработки развертку извлекают из отверстия и его геометрические параметры проверяют при помощи гладкого предельного калибра-пробки.
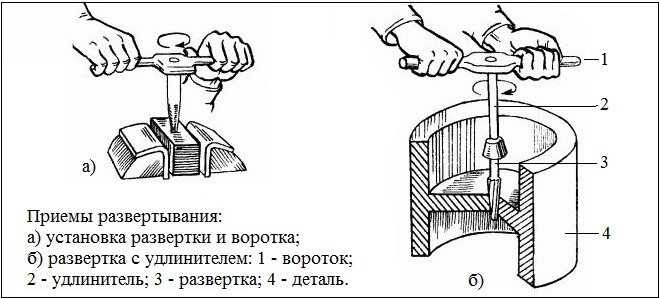
Приемы ручного развертывания
Классификация
Как известно, развертки предназначены для финишной чистовой обработки отверстий. В прямой зависимости от технологических требований, при помощи этих инструментов получают отверстия в разных диапазонах допуска – от четвертого класса до первого. От конструкции, а также от качества инструмента зависит точность ее работы. Для разных отверстий используются разная ручная развертка – рассмотрим основные виды.
Что касается характеристик инструмента, то здесь играет роль далеко не один фактор:
- Режимы резания.
- Величины припусков для развертывания.
- Уровень заточки инструмента.
- Геометрия режущей кромки, а также многие другие факторы.
Развертки различают по типу отверстия, для которых они предназначены. Также важна форма режущих зубьев и обрабатываемый материал.
В эксплуатации для выполнения основной части слесарных операций используются: развертка цилиндрическая, регулируемые инструменты, конические. Наряду с ручными, существуют также и машинные. Эти инструменты могут быть разных видов. Существуют цилиндрические, конические, со сменными зубьями, с твердосплавными режущими пластинами.
Развертка коническая включает в себя большую группу инструмента – для конических штифтов, для обработки конической резьбы, под конус Морзе, под метрические конуса. Особенно широко в слесарном деле применяют цилиндрический мелкозернистый инструмент.
Основные элементы конструкции
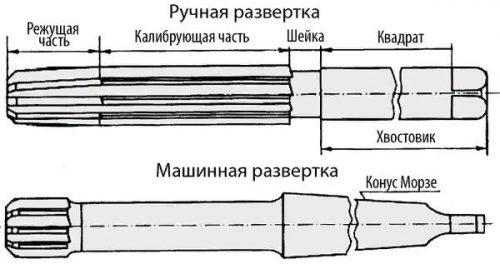
На рабочей части находятся режущие лезвия, которые могут быть прямыми или спиральными. Между собой они разделены канавками. Их количество всегда четное и может варьироваться от 6 до 16. Рабочая часть включает в себя следующие элементы: заборную (режущую) часть с конусным уклоном и калибрующую с обратным конусом. Сразу за ней находится шейка, которая необходима для выхода шлифовального инструмента после окончания затачивания развертки (у регулируемых ее нет). Хвостовик у ручного варианта оканчивается квадратной головкой для насадки воротка, а у машинного выполнен в форме конуса или цилиндра. Рабочая часть у машинных разверток в несколько раз короче, чем у ручных, поэтому при резании к ним необходимо прилагать гораздо большее регулируемое усилие.

Принцип действия
Развертка по металлу — это металлорежущий инструмент, имеющий ось вращения и предназначенный для устранения шероховатостей с внутренней поверхности отверстий при финальной обработке. С его помощью также можно идеально подогнать размер под необходимый.
Инструмент имеет диапазон от трёх до шестидесяти миллиметров, и с его помощью можно добиться гораздо большей чистоты поверхности, нежели сверлением. Развёртка должна иметь диаметр несколько меньший, чем окончательный размер обрабатываемого отверстия. Инструмент обладает режущими кромками, которых, в зависимости от его разновидности, бывает от четырёх до четырнадцати, чем и обеспечивается высокое качество обработки. Работа совершается за счёт вращения инструмента вокруг своей оси и одновременно поступательного движения вдоль оси отверстия.
Калькуляторы расчета размеров развертки конуса
Несколько слов о рассчитываемых параметрах
Понять принцип расчета будет несложно, разобравшись со следующей схемой:
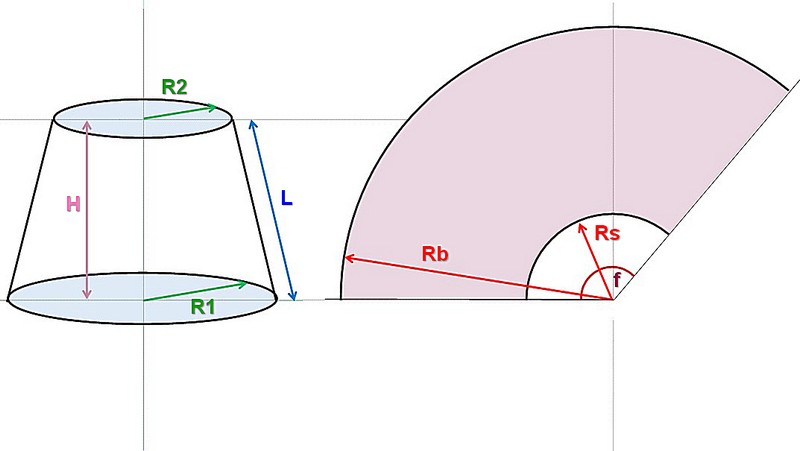 Усеченный конус с определяющими размерами и его развёртка. Показан усеченный конус, но с полным — принцип не меняется, а расчеты и построение становятся даже проще.
Усеченный конус с определяющими размерами и его развёртка. Показан усеченный конус, но с полным — принцип не меняется, а расчеты и построение становятся даже проще.
Итак, сам конус определяется радиусами оснований (нижней и верхней окружности) R1 и R2, и высотой Н. Понятно, что если конус не усеченный, то R2 просто равно нулю.
Буквой L обозначена длина боковой стороны (образующей) конуса. Она в некоторых случаях уже известна – например, требуется сделать конус по образцу или выкроить материал для обтяжки уже имеющегося каркаса. Но если она неизвестна – не беда, ее несложно рассчитать.
Справа показана развёртка. Она для усеченного конуса ограничена сектором кольца, образованного двумя дугами, внешней и внутренней, с радиусами Rb и Rs. Для полного конуса Rs также будет равен нулю. Хорошо видно, что Rb = Rs + L
Угловую длину сектора определяет центральный угол f, который в любом случае предстоит рассчитать.
Все расчеты займут буквально минуту, если воспользоваться предлагаемыми калькуляторами:
Конструкция развертки
В продаже встречаются самые различные варианты исполнения этого режущего инструмента, все они характеризуются своими определенными эксплуатационными качествами. Изготовление разверток – достаточно сложный процесс, так как все конструктивные части должны обладать высокой точностью. Конструкция развертки позволяет проводить обработку цилиндрических и конических отверстий. Практически все разновидности режущих инструментов имеют практически схожую конструкцию:
Рабочая часть, которая отвечает за снятие металла. Она представлена сочетанием нескольких режущих кромок
Стоит учитывать, что заточка разверток должна проводиться с учетом всех особенностей геометрии.
Переходная шейка также является важной частью геометрии. Она предназначена для распределения возникающей нагрузки.
Хвостовик предназначается для фиксации режущего инструмента в воротке или патроне
Особенности этого элемента определяют надежность крепления и область применения изделия. К примеру, варианты исполнения, предназначенные для ручного применения имеют особый хвостовик, подходящий для фиксации в воротке.

Конструкция ручной развертки
Рассматривая чертежи разверток, уделяют больше всего внимания особенностям рабочей части. Она состоит из нескольких частей:
- Главная режущая кромка, которая и проводит снятие металла. Она может иметь различную форму, при изготовлении применяют металл с повышенной точностью.
- Ленточки, предназначенные для отвода стружки с места резания.
- Передняя и задняя поверхность, затыловочная. Именно они определяют геометрические особенности рабочей части.
Маркировка определяет основные параметры инструмента. Помимо вышеуказанных элементов также выделю следующие:
- Задний конус.
- Заборную часть, которая называется режущей.
-
Часть, отвечающая за калибровку инструмента перед его применением.
Между всеми зубьями есть канавки, которые характеризуют режущую кромку. Кроме этого, канавки обеспечивают образование и отведение стружки. Ручные варианты исполнения имеют равномерное расположение зубьев по всей цилиндрической поверхности, за счет чего обеспечивается требуемое качество обработки.