Устройство токарного станка по металлу
Содержание:
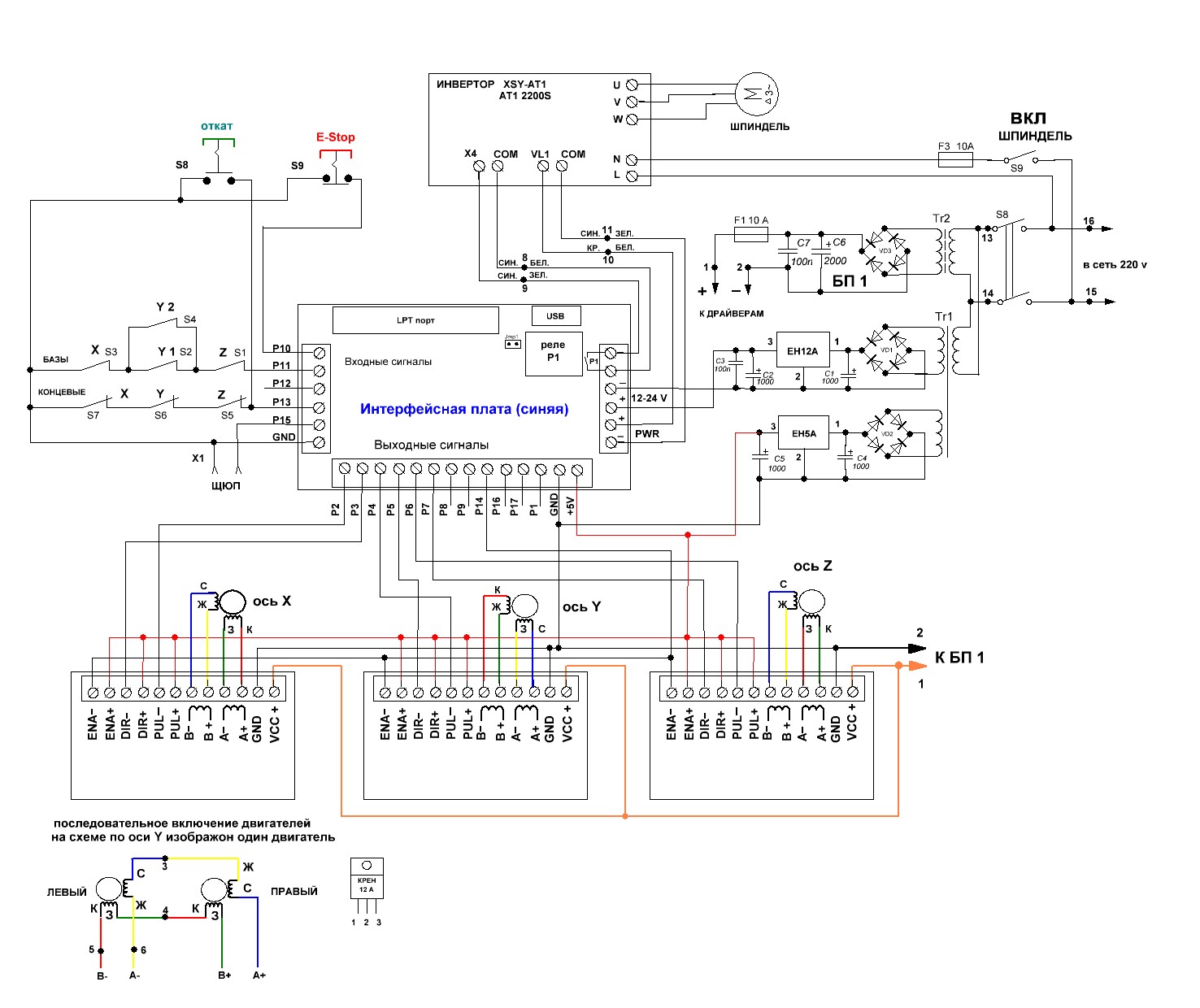
Подключение концевых выключателей ЧПУ
Ну вот я и подошёл к главному, что требует объяснения. Левая колодка служит для входных сигналов. Как вы видите, концевые выключатели ЧПУ и выключатели баз подключены к разным клеммам. Но все они имеют последовательное соединение. Особенностью являются параллельное соединение базовых выключателей по оси Y. На канале железкин я выложил видео Подключение концевых выключателей чпу
Так как по оси Y я использую двигатель Nema 17 два штуки, возможно нарушение синхронизации. Для этого я и поставил два концевых выключателя ЧПУ. Один концевой с левой стороны. Второй концевой с правой стороны. При нажатии на кнопку возврат в базы, ось Y остановится только когда будут разомкнуты оба выключателя. Если есть нарушение синхронизации, то левый и правый ШВП поставят ось Y в своё начальное положение не сразу. Сначала подойдёт одна из сторон, а потом другая. Так вот, пока отстающая сторона не достигнет своего положения, нажатия на концевой не будет. А будет продолжение движения до нажатия на концевые выключатели ЧПУ. Таким образом устраняется нарушение синхронизации.
Подключение концевых выключателей ЧПУ осуществляется к контакту Р 13 платы. Как и базовые они соединены последовательно. Но к контакту Р 13 я подключил ещё и кнопку, которую назвал «откат». Для чего она нужна? Потому что при работе станка возможны выходы за границы рабочего поля. Так как в таких случаях невозможно будет вывести ось в рабочее положение из за нажатого концевого выключателя. Поэтому придётся сначала освободить концевой от нажатия. Это возможно сделать разными способами. Но всё это долго и не очень удобно. Вот поэтому я и поставил такую кнопку.
Заключение.
Кнопку я подключил параллельно с концевыми. При выходе оси за пределы достаточно нажать на кнопку, и не отпуская её вывести ось в рабочее положение. Другими словами кнопка при нажатии шунтирует работу концевых Остальное я думаю не требует пояснений. В настройках программы я сконфигурировал концевые и базы таким образом. При нажатии на кнопку принять базы, концевые подключенные к Р 11 работают как базовые. Но при выполнении программы эти же концевые ЧПУ будут выполнять функцию аварийных концевых. По настройке программы можно почитать в моей статье, а также на канале Железкин в ютуб есть видео схема ЧПУ станка. А так же много по чпу и другим самоделкам.
Ответ на комментарий Евгения.
Применение
Универсальный лёгкий винторезный токарный станок — это модель настольная, которая в основном применяется на небольших предприятиях или в домашних мастерских.
Самыми распространёнными предприятиями с такими моделями оборудования являются:
- Заводы, которые выпускают контрольно-измерительное оборудование и приборы.
- Предприятия, которые занимаются производством часовых механизмов.
- Опытно-экспериментальные отделы предприятий разных промышленных отраслей.
Предприятия машиностроительной и энергетической отрасли оснащают токарно-винторезным устройством тяжёлой группы. Ещё это оборудование применяется для обработки узлов деталей и элементов специальных механизмов:
- Для комплектации прокатного тяжёлого оборудования.
- Для оснащения транспорта железнодорожного (колёсных пар и прочего).
- Механизмов турбинных.
Но наиболее распространены станки со средним весом. Именно благодаря им можно выполнять чистовые и получистовые металлообрабатывающие операции и нарезать разнообразные резьбы.
У универсального винторезного токарного станка средней степени тяжести есть много преимуществ. К ним относятся:
- Высокая мощность двигателя и жёсткость конструкции, которые позволяют выполнять разнообразные работы с заготовками из металла и другого вида материала.
- Широкий диапазон частот вращения шпинделя и подач рабочего инструмента.
Кроме того, это оборудование оснащается разнообразными приспособлениями и механизмами, которые:
- Делают более безопасным и комфортным труд обслуживающего персонала.
- Позволяют с большей точностью проводить обработку изделия.
- Значительно расширяют функциональность.
Такие элементы дополнительного оснащения позволяют на токарно-винторезном оборудовании автоматизировать многие процессы обработки элементов.
Стоит сказать отдельно и о токарно-винторезном оборудовании с числовым программным управлением. В советское время оно одновременно выпускалось несколькими предприятиями. Как правило, подобным оборудованием оснащались предприятия, занимающиеся выпуском большой номенклатуры продукции мелкосерийной.
Устройство оборудования такого типа и возможность быстрой переналадки делает его незаменимым в тех случаях, когда необходимо за минимальное количество времени перейти на выпуск элементов другой модификации.
Как правило, токарное оборудование применяется для обработки внешних поверхностей, имеющих цилиндрическую форму. В таких ситуациях в качестве инструмента используется резец проходной. Обычно припуск по длине обрабатываемого элемента составляет 7−12 миллиметров. Такой припуск в размере необходим для того чтобы обрабатываемую заготовку можно было отрезать на нужную длину и провести обработку её торцов.
Для того чтобы подрезать торец обрабатываемого элемента могут применяться резцы нескольких видов:
- Подрезные.
- Прямые проходные.
- Упорные.
Для подрезки и обтачивания небольшого отступа на детали используется упорный тип резцов.
А ещё при помощи универсального токарного оборудования можно на деталях прорезать канавки разной глубины. Для этого используется специальный канавочный инструмент, а процедура проводится на малых скоростях вращения шпинделя.
По аналогичному принципу выполняется и обрезка готового изделия. Процесс отрезки заканчивают тогда, когда в месте отреза диаметр перемычки доходит до величины 2−2,5 миллиметра. В этот период останавливается процесс отрезания, а готовое изделие просто отламывается от заготовки.
https://youtube.com/watch?v=_3UYUMTqYzc
https://youtube.com/watch?v=dRLGn6BtSCk
https://youtube.com/watch?v=c6pGuFBsGT8
https://youtube.com/watch?v=boACc5NgH-I
https://youtube.com/watch?v=RufZyxcXrvI
Ремонт токарно-винторезного станка 16К20
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К20. Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
- Маршрут прохождения токарно-винторезного станка 16К20 при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Электрическая часть токарного станка
Все современные токарные и , отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
https://youtube.com/watch?v=_3UYUMTqYzc
Описание некоторых групп токарных станков
Лобовые станки
Токарные лобовые станки созданы для изготовления деталей до 4 метров в диаметре. Назначение станков, имеющих такие технические характеристики, для вытачивания на них цилиндрических и конических деталей. Но так же на широких заготовках, размещаемых на планшайбе, могут проводиться и другие работы по металлу, такие как нарезание бороздок, выборка фасок и многое другое. На лобовых станках производятся тяжёлые и разнообразные работы, что накладывает отпечаток на его технические характеристики. по сравнению с лобовыми имеют более сложную конструкцию.
Рабочая часть лобового станка состоит из:
- плиты;
- суппорта и его основания;
- передней и задней бабок;
- планшайбы.
Токарно-карусельные станки
Схема карусельных станков немного сложнее. Он имеет:
- станину;
- планшайбу;
- пульт управления;
- револьверную головку с несколькими позициями (например, 5);
Оснащён:
- вертикальным револьверным суппортом;
- двумя коробками передач;
- траверсами;
- боковым суппортом;
- 1 или 2 стойками (в зависимости от конструкции и назначения):
- маховичком и боковым маховичком;
- держателем резцов на 4 предмета.
https://youtube.com/watch?v=ougw705-mQU
На токарно-карусельных станках обрабатываются детали диаметром от 2 метров. Каждая из моделей токарно-карусельных станков может обрабатывать заготовки различного диаметра. Увеличение диаметра заготовки в 1,26 раза требует увеличения рабочей площади станка. Массово производились 6 видов карусельных станков, со схожими технические характеристики, которые могли обрабатывать заготовки следующих размеров:
- 2-метровые;
- 2 м 52 см;
- 3 м 18 см;
- 4 м;
- 5 м 4 см;
- 6 м 35 см.
При необходимости производства деталей превышающих показатель 6,35 метра, на заказ изготавливаются специализированные станки с уникальными техническими характеристиками. Высчитать необходимый размер рабочей площади следующей в ряду модели не сложно, достаточно предыдущее значение умножить на 1,26.
Револьверные токарные станки
На токарно-револьверном оборудовании изготавливаются детали из заготовок прутков. На станках имеется возможность изготавливать детали сложной формы по индивидуальному чертежу. Классификация револьверных станков осуществляется в зависимости от способа крепления заготовок на шпинделе:
- прутковый;
- патронный.
Почти все операции, что выполняют токарно-винторезные станки, можно производить и на револьверном, с той только разницей, что в револьверной головке поперечных суппортов можно закрепить сразу несколько инструментов, в необходимой для работы последовательности. Токарно-винторезные станки такой возможности не имеют, все последующие виды обработки проводятся на них после смены резца по окончанию предыдущей операции. Делать работу инструментами можно поочерёдно, а некоторые операции могут проводиться параллельно друг другу.
Револьверные головки некоторых станков этого типа устроены так, что одно гнездо может удержать сразу несколько резцов. Ход каждого инструмента ограничивается упором. Кроме ограничения хода, они выполняют функцию выключателя передач суппорта. Отработав, запрограммированный цикл, головка проворачивается и в рабочем положении устанавливает необходимый на следующем этапе инструмент.
Видео обработки детали
На примере схемы 1Г340П видно, что по своей компоновке револьверные станки такие же, как токарно-винторезные. Схоже и назначение станков этих видов.
Револьверные станки могут оснащаться головками, вращающимися в горизонтальной или вертикальной плоскости. Автоматические и полуавтоматические станки имеют похожие настройки револьверной головки перед работой. В этой категории токарного оборудования имеется еще классификация по количеству шпинделей в конструкции станка.
Схема подключения ЧПУ
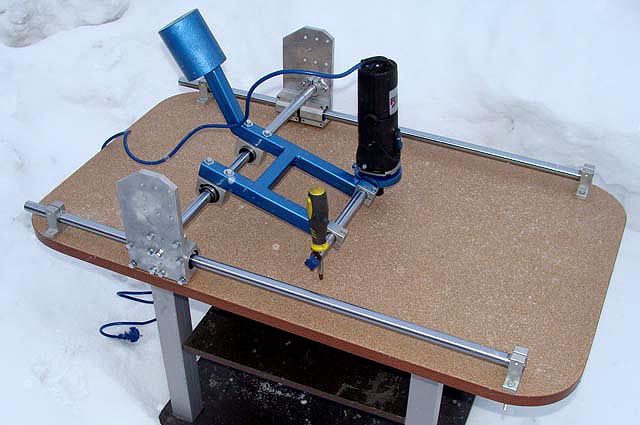
Когда я решил делать домашний ЧПУ станок, мне понадобилась схема ЧПУ станка. Но в интернете я не нашёл схемы станков ЧПУ. Так как к моему сожалению, всё что я находил было фрагментировано. Потому что информация была не полная. Поэтому на страницах своего сайта я буду выкладывать всё, что я сделал. Так что можно будет без проблем сделать обычный станок на три оси. Возможно и вы искали описание как сделать ЧПУ станок своими руками
Я нарисовал и конечно проверил работу схемы чпу. Так как в силу своих привычек и специальности я привык к работе по схемам. Схема ЧПУ станка особо ничем не выделяется. Но есть некоторые особенности. Возможно кто то уже делал так и до меня. Но я ничего не находил в интернете.