Общая характеристика настольно-сверлильного станка 2м112
Содержание:
- Особенности устройства
- Настольно сверлильный станок 2а112
- Конструктивные особенности
- Обзор сверлильного станка НС-12: конструкция и технические характеристики
- Конструкция станка
- НС-12А станок сверлильный настольный. Назначение и область применения
- Последовательность действий при восстановлении
- 2М112 станок сверлильный настольный. Назначение и область применения
- Станок сверлильный настольный 2М112. Видеоролик.
Особенности устройства
Несмотря на сравнительно малые размеры и невысокую мощность изделия 2м112, допускается частая и длительная работа агрегата. Высокие характеристики станка достигаются за счет простых конструктивных решений, которые обеспечивают большую эффективность работы агрегата.
Основными деталями станка является шпиндельная бабка, которая двигается с помощью отдельного устройства в вертикальном направлении по колонне. Оно фиксируется на ней особым устройством, которое действует в качестве зажима. Электромотор передает крутящий момент системе шкивов, которые, в свою очередь, через вал соединены с патроном. Система шкивов обеспечивает разную мощность и скорость вращения патрона. Специальный кожух закрывает систему шкивов и всего привода. Плита служит опорой для колонны. Верхняя часть плиты выполняет функцию рабочего стола.
Настольно сверлильный станок 2а112
Производители настольно-сверлильного станка модели 2А112 — средние технические учебные заведения, имеющие свою производственную базу.
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Простота конструкции обеспечивает легкость управления, надежность и долговечность станков.
Вариатор — основная особенность сверлильного станка 2а112. Вариатор — механизм бесступенчатого регулирования скорости вращения шпинделя от 700 до 4000 об/мин при неизменной скорости вращения вала двигателя. Оригинальная конструкция натяжения ременной передачи позволяет не следить за натяжением ремня во время изменения скорости вращения шпинделя.
Отсчет глубины сверления производится по лимбу на валу рукоятки ручной подачи шпинделя.
Станки 2А112 позволяют выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
Спецификация составных частей сверлильного станка 2А112
- Ведомый шкив (вариатор)
- Пиноль шпинделя (шпиндельная гильза)
- Реечная шестерня для перемещения пиноли шпинделя
- Реечная шестерня для перемещения шпиндельной бабки (траверсы)
- Ведущий шкив
- Прижимная пружина
- Колонна с зубчатой рейкой длиной 308 мм
- Кронштейн крепления колонны к плите
- Шпиндельная бабка
- Зажимное устройство шпиндельной бабки на колонне
- Электропривод
- Плита (рабочий стол)
- Плита подмоторная
- Шпиндель
- Кожух приводного ремня
Спецификация органов управления станка 2А112
- Рукоятка ручной подачи шпинделя
- Рукоятка фиксации шпиндельной бабки на колонне
- Рукоятка для перемещения шпиндельной бабки по колонке
- Кнопки управления электродвигателем
- Гайка для регулирования скорости вращения шпинделя
Конструкция сверлильного станка 2А112
Привод главного движения осуществляется от электродвигателя ДПД22—4 или А09 через клиноременную передачу (текстропный ремень клинообразного профиля). Движение передается от ведущего шкива к ведомому и далее на шпиндель и инструмент.
Скорость вращения шпинделя бесступенчато регулируется при помощи гайки, расположенной под шкивом шпинделя. При выкручивании гайки через упорный подшипник увеличивается давление на нижнюю часть шкива-вариатора, диаметр шкива увеличивается, скорость вращения шпинделя умньшается. Натяжение приводного ремня при этом увеличивается, что приводит к тому, что половинки приводного шкива раздвигаются и диаметр шкива уменьшается, а натяжение реня остается постоянным.
Станок работает с ручной подачей. Подача осуществляется от рукоятки через реечную шестерню 3, пиноль 2 и радиально-упорный подшипник к ней. Высота шпиндельной бабки устанавливается рукояткой с реечной шестерней 4 и зажимается рукояткой зажима на колонне.
ВНИМАНИЕ!
Скорость переключать только на ходу.
Принцип работы вариатора сверлильного станка 2А112
На рисунке слева показан ведущий шкив сверху которого прижимная пружина в разрезе в разжатом и сжатом состоянии. Усилие прижимной пружины регулирует натяжение ремня.
Справа — ведомый шкив снизу которого упорный подшипник в разрезе. Упорный подшипник находится между нижней тарелкой шкива и круглой гайкой, регулирующей диаметр ведомого шкива.
Детали приводного шкива сверлильного станка 2А112
Верхний конец пружины упирается в дно стакана, навинченного на втулку, нижний конец упирается в штифт верхней тарелки составного шкива.
Нижняя тарелка шкива закреплена неподвижно на втулке, верхняя тарелка перемещается по втулке, в зависимости от силы натяжения ремня и настройки пружины, изменяя тем самым диаметр шкива.
Механизм подъема и опускания пиноли (гильзы шпинделя) в сборе
Механизм подъема и опускания пиноли состоит:
- Рукоятка ручной подачи шпинделя
- Реечная шестерня
- Втулка с возвратной пружиной
- Лимб
Механизм зажима шпиндельной бабки на колонне
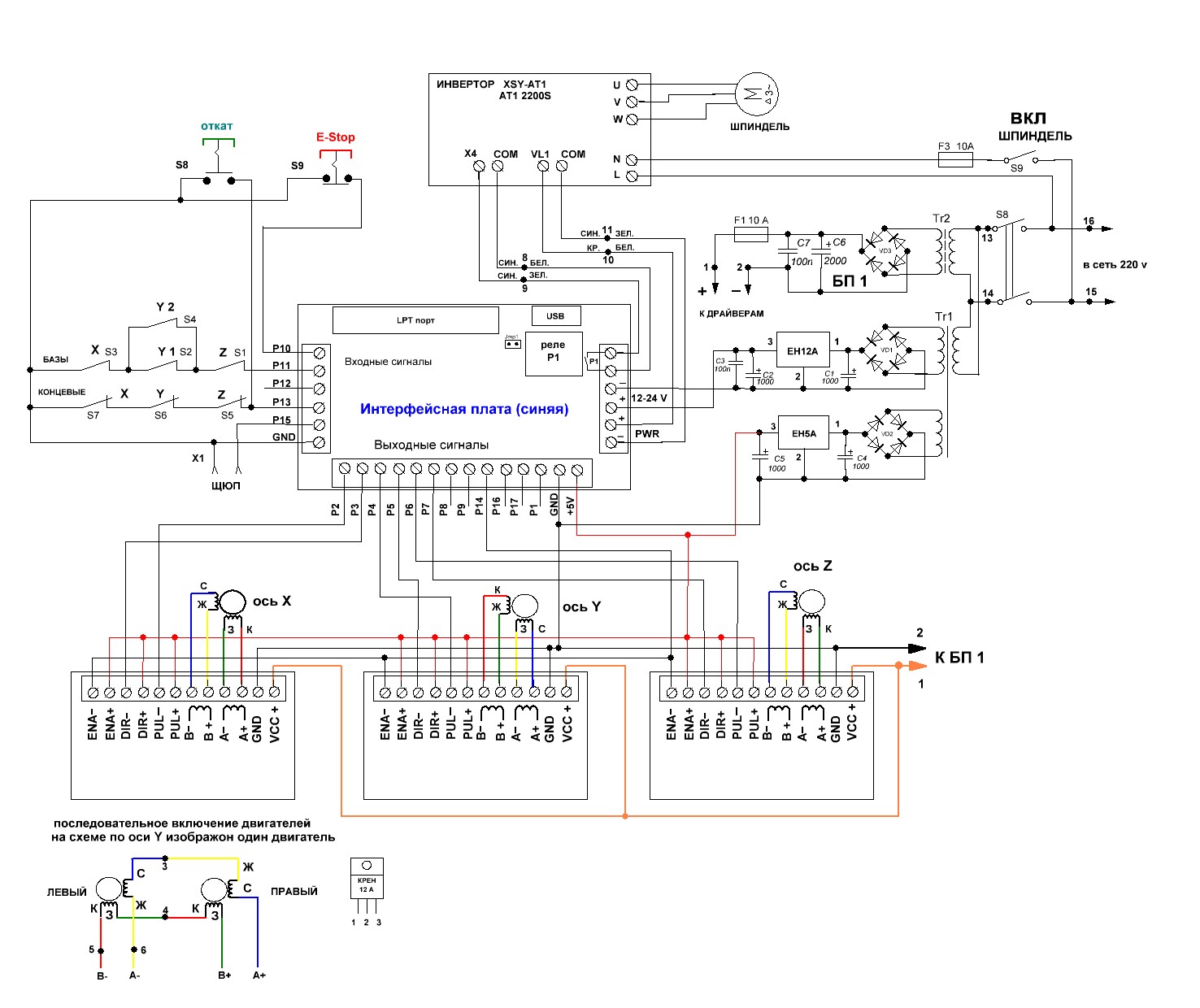
Электрооборудование и электрическая схема сверлильного станка 2А112
https://youtube.com/watch?v=U5eO41y654g
https://youtube.com/watch?v=1_iQYQUtVfA
https://youtube.com/watch?v=JRKZrFxwsLw
| Основные параметры станка | ||
| Наибольший диаметр сверления, мм | 12 | 12 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | 0..400 | 0..400 |
| Расстояние от оси вертикального шпинделя до направляющих ст |
Конструктивные особенности
Агрегат 2м112 выпущен Кировским заводом Сельмаш. Мы смело можем рассмотреть сверлильный станок гс2112 вместо 2м112, 2н112 или 2а112. Это обусловлено тем, что настольно сверлильный станок гс2112 является полноценным аналогом рассматриваемой нами модели. Принципиальных отличий в конструкции также нет.
Вертикально сверлильный агрегат имеет следующие конструктивные особенности:
- Важным элементом конструкции выступает опорное основание. Оно играет роль рабочего стола;
- Электромотор, шпиндель, шпиндельная головка, устройство переключения скоростей расположены в отдельной секции. Она соединяется с основанием через колону;
- На поверхности колоны имеется резьба, с помощью которой шпиндель может менять высоту своего расположения относительно обрабатываемого изделия;
- Рукоятка у 2н112 отвечает за изменение положений верхнего блока. Дополнительно ручка контролирует шпиндель, а точнее вылет головки;
- Чтобы регулировать, какой вылет имеет шпиндель, с торца оборудования предусмотрена градуированная шкала. Так оператор может визуально следить за тем, какие характеристики в данный момент имеет оборудование;
- Учитывая технические характеристики и конструкцию, станки способны выполнять стандартный набор функций — зенковать, развертывать, сверлить и рассверливать. При этом устройства предназначены для обработки небольших по размерам заготовок;
- Также 2н112 со своими собратьями формируют резьбу. Чтобы сделать это, станок дополнительно оснащается метчиком;
- Чтобы вертикально сверлильный станок работал эффективно и удобно для оператора, его дополнительно рекомендуется оснастить рабочим столом, который будет регулироваться по высоте. Это обусловлено небольшими размерами станков;
- Как указывает паспорт и технические характеристики, для станка характерна упрощенная схема по изменению скорости вращения. Эта схема состоит из шкивов, установленных в два ряда. Они расположились на электродвигателе и приводе шпинделя.
Схема устройства сверильного станка
Модели гс2112, 2н112 и 2м112 позволяют выполнять ремонт и осуществлять мелкосерийное производство различных изделий.
Приобретая сверлильный аппарат, вам может потребоваться и фрезерный агрегат. Фрезерный станок обеспечивает обработку металла, позволяет выполнять ряд операций. Практика показывает, что сверлильный и фрезерный станок — это два тесно связанных устройства.
Какой фрезерный агрегат выбрать в пару к сверлильному 2м112, полностью зависит от ваших потребностей и финансовых возможностей. Далеко не каждый фрезерный станок будет отвечать жестким требованиям мастера, потому к выбору следует подходить ответственно.
Обзор сверлильного станка НС-12: конструкция и технические характеристики
Настольный сверлильный станок НС-12 был разработан Вильнюсским станкостроительным заводом «Жальгирис». От аналогичного оборудования он отличается простой компоновкой, надежностью и достаточно точными параметрами обработки материалов.
Конструкция станка
Эта модель предназначена для формирования отверстий в небольших заготовках из различных материалов: стали, дерева, полимеров. При наличии метчика может нарезаться резьба. Он нашел применение в комплектации ремонтных мастерских, имеет широкую популярность среди домашних мастеров.
Конструкция состоит из рабочего стола, который выполняет функцию основания. На его поверхности располагаются шлифованные пазы т-образной формы для фиксации заготовки. На станину установлена вертикальная колонна, в верхней части которой крепится электрическое оборудование, шпиндельная головка и валы для переключения количества оборотов.
В паспорте подробно описаны конструктивные особенности настольного станка НС-12. Они заключаются в следующем:
- использование чугунных корпусов. Это обеспечивает длительный срок безремонтной эксплуатации оборудования;
- удобная система смены частоты вращения шпинделя. Для этого на валу бабки и электродвигателя установлены шкивы различного диаметра. Привод осуществляется с помощью ременной передачи;
- точность обработки обеспечивает отчет глубины сверления по упору или по плоской шкале.
Оригинальная система натяжения ременной передачи дает возможность смены передачи. Но для этого необходимо дождаться полной остановки электродвигателя. Для привода шпиндельной бабки на станке НС-12А можно устанавливать плоские и зубчатые ремни.
Во время работы на оборудовании в обязательном порядке устанавливается защитный кожух на вал со шкивами шпинделя. Это предотвратит появление опасных ситуаций.
Технические характеристики
Для ознакомления с точными техническими параметрами станка модели НС-12 необходимо изучить паспорт оборудования. В нем указаны не только компоновка элементов и характеристики, но и даются рекомендации по эксплуатации.
Массы станка НС-12А 121 кг достаточно для гашения колебаний, которые неизбежно появляются во время работы. Его габариты составляют 77*46,5*70 см и позволяют устанавливать оборудование на небольшую площадь рабочего стола. Мощность электродвигателя относительно небольшая — 0,65 кВт. Однако в отличие от аналогичных моделей он рассчитана для подключения к однофазной сети 220 В, что дает возможность использовать сверлильный агрегат в домашних условиях.
Но для полноценного анализа возможностей настольного станка следует внимательно изучить технический паспорт. Там указаны основные характеристики оборудования:
- максимально допустимый диаметр сверления – 12 мм;
- расстояние от торца шпинделя до поверхности рабочего стола – от 2 до 42 см;
- вылет шпинделя — до 8,5 см;
- габариты рабочего стола – 36*36 см;
- число т-образных пазов для фиксации заготовки – 3 шт.;
- максимальное смещение головки шпинделя – 30 см;
- ход гильзы – до 10 см;
- варианты частот вращения – от 450 до 4500 об/мин;
- количество скоростей – 5.
Эти параметры позволяют выполнять сверление и формирование резьбы с помощью плашек с достаточно высокой точностью. Перед началом работы на станке НС-12А нужно ознакомиться с паспортом, изучить правила безопасности и методику проведения ремонтных и профилактических мероприятий.
stanokgid.ru
Конструкция станка
Конструкция 2м112 довольно простая. Ее базисными элементами являются колонна, несущая плита, механизм движения шпинделя, электрический мотор, устройство зажима, кронштейн, специальный кожух и система натяжения клиноременной передачи. Основными органами управления агрегатом являются: рукоять механической подачи шпинделя, рычаг натяжения клиновых ремней, фиксатор шпинделя, рукоять перемещения шпинделя по оси, а также кнопки управления электромотором и фиксатор плиты, расположенной под двигателем.

Шпиндель представляет собой надежную конструкцию, основой которой выступает литой корпус из высокопрочного чугуна. В этом элементе конструкции располагается шпиндельный узел, система натяжения ремней и система стационарного освещения рабочего пространства. Сзади шпиндель агрегируется с силовым агрегатом.
Преимущества и недостатки
Популярность настольно-сверлильного станка 2м112 в странах СНГ вполне объяснима. Во-первых, это оборудования поразительно дешевое по сравнению с немецкими и азиатскими агрегатами. Во-вторых, оно незамысловато в обслуживании и не требует особого ухода. К этой группе преимуществ стоит также отнести невероятную выносливость и ремонтопригодность 2м112. В-третьих, этот агрегат имеет встроенный мощный электродвигатель, который позволяет с его помощью выполнять широкий спектр операций. Таким образом, плюсы этой техники очевидны.

Но есть и минусы, среди которых наиболее явным считается моральное устаревание этой модели. Спроектированный еще советскими инженерами, этот сверлильный станок в плане эргономичности, точности и по ряду других параметров серьезно отстает от более современных детищ немецких, японских и других специалистов. Спектр его применения из-за этого ограничен, а производительность труда, как и следовало ожидать, невысока.
Имеет смысл обзаводиться станком 2м112 в том случае, когда вы не планируете нагружать его большим количеством работы или выполнять чересчур сложные операции. Для бытовых нужд и потребностей малых цехов этот агрегат подходит идеально
Но если вы намерены достигать максимально возможного результата – имеет смысл обратить внимание на более современные иностранные и отечественные аналоги, чьи эксплуатационные характеристики существенно превосходят вершины, «взятые» в свое время сверлильным настольным станком 2м112
НС-12А станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные параметры сверлильного станка нс-12а:
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали: 400 мм
- Расстояние от оси шпинделя до колонны (вылет шпинделя): 200 мм
- Скорость вращения шпинделя: 450, 710, 1400, 2500, 4500 об/мин
- Мощность электродвигателя: 0,65 кВт
- Масса станка: 120 кг
Шпиндельный узел
сверлильного станка нс-12 — самый сложный и точный узел в станке. Шпиндельный узел монтируется в шиндельной бабке. Основные детали шпиндельного узла:
- Шпиндель — вал, который вращается на 2-х радиально-упорных подшипниках внутри гильзы шпинделя;
- Гильза шпинделя (пиноль) — цилиндр, который смонтирован в шпиндельной бабке и имеет возможность осевого перемещения в пределах 100 мм.
Верхняя часть шпинделя имеет шлицы, для получения вращения от приемного шкива, нижняя часть имеет конус Морзе для крепления сверлильного патрона.
Шпиндель станка НС-12а получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает выбор скоростей резания в диапазоне — 450, 710, 1400, 2500, 4500 об/мин.
Конец шпинделя
— наружный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров
— от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной . Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953
Конусы инструментов укороченные .
Российский стандарт на сверлильные патроны ГОСТ 8522
Патроны сверлильные трехкулачковые .
- B7 — конус МорзеКМ0 , D = 7,067 мм;
- B10 — конус МорзеКМ1 , D = 10,094 мм. Патрон4-В10 (0,5÷4 мм);
- B12 — конус МорзеКМ1 , D = 12,065 мм. Патрон6-В12 (0,5÷6 мм), Патрон8-В12 (1÷8 мм);
- B16 — конус МорзеКМ2 , D = 15,733 мм. Патрон10-В16 (1÷10 мм), Патрон13-В16 (1÷13 мм);
- B18 — конус МорзеКМ2 , D = 17,780 мм. Патрон16-В18 (3÷16 мм);
- B22 — конус МорзеКМ3 , D = 21,793 мм. Патрон20-В22 (5÷20 мм);
- B24 — конус МорзеКМ3 , D = 23,825 мм;
- B32 — конус МорзеКМ4 , D = 31,267 мм;
- B45 — конус МорзеКМ5 , D = 44,399 мм.
Где D
— диаметр конуса в основной плоскости.
Простота конструкции обеспечивает легкость управления, надежность и долговечность станков.
Отсчет глубины сверления производится по плоской шкале или упору.
Пятиступенчатые шкивы привода позволяют получать пять скоростей вращения шпинделя, что обеспечивает свободный выбор скоростей резания.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Станки НС-12А позволяют выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Фото сверлильного станка НС-12а
Последовательность действий при восстановлении
Ремонт вертикально-сверлильного станка состоит из следующих действий:
- Открывается верхняя часть механизма переключения скоростей и вынимается двигатель.
- Вынимается устройство для подачи масла в систему.
- Вынимается механизм подачи.
- Снимается вал движения пиноли и ее саму извлекаем из корпуса, в котором она находится.
- Снимается цепь с грузом, которая подлежит замене.
- Собирают детали.
Радиально-сверлильные станки используются на небольших предприятиях. Они имеют маленькие размеры, но выполняют множество функций за умеренную стоимость. Если соблюдать все меры по уходу за этим оборудованием, то он прослужит долго.
2М112 станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные технические характеристики сверлильного настольного станка 2м112
Изготовитель — Кировский станкостроительный завод.
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 400 мм
- Пределы чисел оборотов шпинделя в минуту — (5 ступеней) 450, 800, 1400, 2500, 4500 об/мин
- Конец шпинделя — В18 наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон — Патрон 16-В18 ГОСТ 8522-79, диапазон зажима 3..16 мм
- Мощность электродвигателя: 0,55 кВт
- Масса станка: 120 кг
Шпиндель станка 2м112 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 450 до 4500 об/мин.
Конец шпинделя — наружный укороченный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов. Диаметр вала — до сто двадцати миллиметров, длина — до тысячи миллиметров.
Сверлильный станок 2М112 позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Сверлильный станок 2М112 может комплектоваться дополнительными принадлежностями, позволяющими расширить его возможности:
- Тиски — незаменимы при сложных видах обработки, например, небольших деталей или сверления под углом
- Крестовый стол — незаменим для точного координатного сверления или легкого фрезерования
- Револьверная головка
- Узел охлаждения — незаменим при длительном сверлении
Аналоги настольного сверлильного станка 2М112
ЕНС12 — Ø12 — Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 — Ø12 — Оренбургский станкозавод, г. Оренбург
НС-12А — Ø12 — Вильнюсский станкостроительный
НС-12Б, НС-12-М — Ø12 — Барнаульский станкостроительный завод
ШУНСС-12 — Ø12 — Мукачевский станкостроительный завод, с. Кольчино
ГС2112 — Ø12 — Гомельский завод станочных узлов
ЗИМ1330.00.00.001 — Ø12 — Завод им.Масленникова, ЗИМ-Станкостроитель, г. Самара
МП8-1655 — Ø12 — СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 — Ø12 — Беверс, г. Бердичев
ВС3-5016 — Ø12 — Воронежский станкозавод
Р175М — Ø12 — Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М — Ø13 — АвтоСпецОборудование
ВИ 2-7 — Ø14 — Волгоградский инструментальный завод
MD-23 — Ø14 — Каунасский станкостроительный
Станок сверлильный настольный 2М112. Видеоролик.
Привет друзья. Сегодня у нас сверлильный станок 2м112, который был спасён из металлоприёмки в виду его достойного состояния, а именно отсутствие люфта в шпинделе. Займемся его восстановлением. Начнем с механизма ручной подачи шпинделя. Он крепится к валу-шестерне с помощью фиксирующего болта. Открутив болт, снимаем рукоятку. Да! Это ж каким нужно быть варварам, чтобы так издеваться над станком. Сами ручки, которые должны вкручиваться в корпус, наглухо приварены. Да и не ручки это, а огрызки такого-то прутка. Варвары. Зажимаем в тиски и срезаем нахер всё это дело болгаркой. Будем делать нормальные ручки, ибо на исправном станке приятно работать, это факт. После того как отрезали, удаляем остатки сварки лепестковым кругом зернистостью 60. Также можно применить зачистной круг, но поверхность после обработки будет грубее. Зачищать нужно до тех пор, пока на месте сварки не появится полная окружность. Это нужно для того, чтоб ничего не держало оставшийся кусочек. Если по краям останется сварка, то выкрутить его будет то ещё занятие.
Накернил углубление в центре и прошёл сверлом 4 мм, потом попробовал 8 мм, и здесь мне на глаза попалось левое сверло диаметром 5 мм. Часто бывает, что при сверлении этими сверлом его закусывает и обломившийся кусочек сам выкручивается. Мне повезло, и таким методом я выкрутил все три заломыша. Далее, подправим деталь всё тем же лепестковым кругом, убирая сопли от сварки и выравнивая поверхность. Осталось изготовить ручки. Для них, как нельзя кстати, подошли штоки от амортизаторов. Они диаметром 11 мм, а резьба нужна М10. Зажимаем пруток в патрон токарного и протачиваем конец заготовки до диаметра 10 мм, длина проточки около 15 мм. Мне напечатали на 3D принтере шарики. У них есть центральное отверстие под резьбу М8.
Хватаем метчик и нарезаем внутреннюю резьбу. Здесь важно не переусердствовать, а то можно выдавить верхнюю часть шарика
Резьба нарезается от руки, ничего никуда зажимать не нужно. С другой стороны протачиваем заготовку до диаметра 8 мм и длиной примерно 10-12 мм. Как же это круто выточить то, что тебе нужно. Не надо часами искать в ящиках нужную тебе хреновину и допиливать её болгаркой и напильником. Красота. Обязательно в начале делаем фаску для лучшего захода лерки. Как-то так это выглядит. Теперь нарезаем резьбу не забывая капнуть масла. Режем по пол оборота вперёд и немножко назад, этим самым обламывает стружку. Когда резьба нарезана на неё без проблем накручивается шарик. Такую процедуру нужно повторить для двух оставшихся прутков. В итоге имеем вот такую рукоятку. Жаль что один шток оказался потёртым и это немного портит вид, ну подвернется подходящий, переделать не долго.
Ещё одна проблема после криворуких мастеров — это гайка перемещение шпиндельной бабки по колонне. Здесь рукоятки так же тупо приварены к гайке. Блин, ну как так то, а! В этом узле стоит упорный подшипник для предотвращения трения между гайкой и бабкой. Закрывает его металлическая крышка, которую так же умудрились прожечь сваркой. Хорошо что хоть одна ручка не приварена, есть шанс её выкрутить. Перемещаемся в тиски и срезаем все выступающие части, стараясь не задеть защитную крышку. Все эти процедуры занимают дичайшие количество времени и сил.