Материалы зубчатых колес
Содержание:
- Тонкости моделирования зубца. Оптимальное количество зубцов
- Чем заменить эпоксидный клей?
- О важности эвольвенты
- Некоторые типы шестеренок
- Тонкости моделирования зубца. Оптимальное количество зубцов
- Тонкости моделирования зубца. Угол давления, и Как сделать прочные зубцы
- Зубчатые колеса из пластмассы.
- Подготовка чертежей
- Метод обката
- Материалы для работы
- Уравнение зубчатой передачи
- Расчет зубчатого колеса
Тонкости моделирования зубца. Оптимальное количество зубцов
Подумайте вот о чем: если вам нужно передаточное число 2:1 для линейного механизма — сколько зубцов должно быть на каждой шестеренке? Что лучше — 30 и 60, 15 и 30 или 8 и 17?
Каждое из этих соотношений даст один и тот же результат, но комплект шестеренок в каждом случае будет при печати сильно отличаться.
Большее количество зубцов дает более высокий коэффициент сцепления (количество одновременно зацепленных зубцов) и обеспечивает более плавное вращение. Увеличение количества зубцов приводит к тому, что каждый из них должен быть меньше — чтобы уместиться на тот же диаметр. Мелкие зубцы более хрупкие, их сложнее точно напечатать.
С другой стороны, уменьшение количества зубцов дает больше объема для увеличения прочности.
Печатать на 3D-принтере меленькие шестеренки — это как раскрашивать в раскраске тонкие линии толстой кисточкой. (Это на 100% зависит от диаметра сопла и разрешения принтера по горизонтальной плоскости. Разрешение по вертикали не играет роли в ограничении по минимальным размерам).
Если вы хотите испытать свой принтер в деле печатания мелких шестеренок, можете воспользоваться этим STL:
Протестированный нами принтер все выполнил на высшем уровне, но при диаметре от примерно полудюйма зубцы стали выглядеть как-то подозрительно.
Совет заключается в том, чтобы делать зубцы как можно больше, избегая при этом предупреждения от программы о слишком малом их количестве, а также избегая пересечений.
Есть еще один момент, на который следует обратить внимание при выборе количества зубцов: простые числа и факторизация. Числа 15 и 30 оба делятся на 15, так что при таком количестве зубцов на двух шестеренках одни и те же зубцы будут постоянно встречаться друг с другом, образуя точки износа
Числа 15 и 30 оба делятся на 15, так что при таком количестве зубцов на двух шестеренках одни и те же зубцы будут постоянно встречаться друг с другом, образуя точки износа.
Более правильное решение — 15 и 31. (Это ответ на вопрос в начале раздела).
При этом не соблюдается пропорция, зато обеспечивается равномерный износ пары шестеренок. Пыль и грязь будут распределяться по всей шестеренке равномерно, износ тоже.
Опыт показывает, что лучше всего, если соотношение количества зубцов двух шестеренок лежит в интервале примерно от 0,2 до 5. Если требуется большее передаточное число, лучше добавить в систему дополнительную шестеренку, иначе может получиться механический монстр.
Мало зубцов — это сколько?
Такую информацию можно найти в каком-нибудь Справочнике механика. 13 — минимальная рекомендация для шестеренок с углом давления 20 градусов, 9 — рекомендованный минимум для 25 градусов.
Меньшее число зубцов нежелательно, потому что они будут пересекаться, что ослабит сами зубцы, да и в процессе печати придется решать проблему перекрытия.
Чем заменить эпоксидный клей?
Для этого понадобится:
- Эпоксидная смола с отвердителем.
- Цемент сухой.
нужного количества
Постарался изложить максимально простым языком.
Недавно друг, который занимался продажей шоколадных фонтанов в Питере обратился с необычным предложением. Ему вернули фонтан, где не крутился винт, поднимающий шоколад. Я люблю подобные задачи, когда мало кто может (или хочет браться) за починку единичных вещей
и нужно поломать немного голову как изготовить редкие запчасти своими руками.
После разборки стало ясно, что дело в редукторе. Одна шестерня буквально расплавилась на валу (качество компонентов было просто на высоте. Скорей всего шестерня проскальзывала долгое время, потом нагрелась. Фонтан выключили, шестерня снова прилипла к валу со смещенным центром. Потом его снова включили и несколько зубъев, не выдержав нагрузки, отломилось). Точно такую же шестерёнку не найти, поэтому из оказавшегося под боком оборудования решил изготовить новую.
Вариантов создания шестерёнок
очень много, я расскажу лишь про один из них. На мой взгляд он самый простой и эффективный.
Шаг 1. Разработка чертежа шестерни
Вам понадобится:
- любой векторный редактор
- штангенциркуль
- генератор шестеренок (я использовал этот онлайн сервис)
Итак, считаем количество зубцов поломавшейся шестерни. Вводим все параметры, проводим замеры.
Качаем файл чертёж. Внутреннюю звёздочку я чертил сам в кореле, т.к. нужного параметра не нашел.

Рассчитывая внутренний диаметр шестерёнки нужно соблюсти тонкий баланс между прокручиванием и растрескиванием от сильного натяга.
Шаг 2. Изготовление шестерни
Материал новой шестерни — прозрачное оргстекло. Просто ищете в поисковике лазерную резку в вашем городе и отправляетесь туда. Лучше нарезать несколько с разными параметрами сразу. Думаю, одна порезка как у меня не должна выйти более $ 6.
Шаг 3. Запуск и тест фонтана
Вообще соседние шестерни принято делать из материалов немного разной плотности. Так они дольше прослужат. Скорей всего производитель просто пренебрег этим.
 Смазываем, запускаем, радуемся!
Смазываем, запускаем, радуемся!
Удачи в вашем труде!
О важности эвольвенты
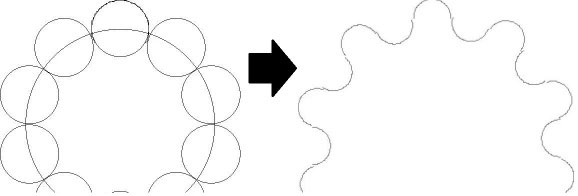
Плохой способ изготовления шестеренок

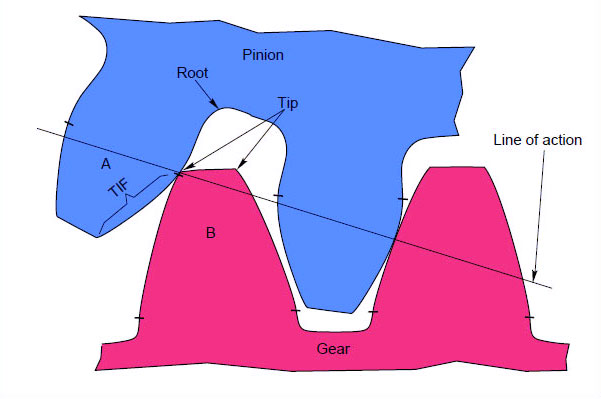
Довольно часто в любительских сообществах можно встретить неправильно спроектированные шестеренки — моделирование шестеренок дело не такое уж и простое. Как нетрудно догадаться, плохо спроектированные шестеренки плохо сцепляются, имеют избыточное трение, давление, отдачу, неравномерную скорость вращения.
Эвольвента (инволюта) — это определенного рода оптимальная кривая, описываемая по какому-либо контуру. В технике эвольвенту окружности используют как профиль зубца для колес зубчатой передачи. Это делается для того, чтобы скорость вращения и угол сцепления оставались постоянными. Хорошо разработанный набор шестеренок должен передавать движение исключительно через вращение, с минимальным проскальзыванием.
Моделирование эвольвентной шестеренки с нуля — дело довольно нудное, так что перед тем, как за него браться, имеет смысл поискать шаблоны. Ссылки на некоторые из них будут даны ниже.
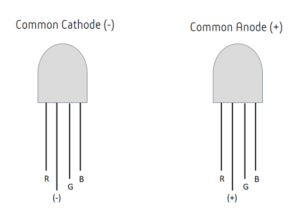
Некоторые типы шестеренок

Внешние и внутренние прямозубые шестерни, параллельные спиральные (косозубые), двойные спиральные, реечные, конические, винтовые, плосковершинные, червячные
Спиральное зубчатое колесо (елочка).
Его обычно можно увидеть в экструдерах принтеров, они сложны в работе, но имеют свои преимущества. Они хороши большим коэффициентом сцепления, самоцентровкой и самовыравниванием. (Самовыравнивание бесит, потому что отражается на работе всей конструкции). Этот тип шестеренок также непрост в изготовлении на обычном оборудовании, вроде любительских принтеров. 3D-печать знает значительно более простые методы.
Червячная шестерня.
Легко моделируется, есть большой соблазн ее использовать. Следует отметить, что передаточное число такой системы равно числу зубцов шестеренки, поделенному на количество проемов червяка. (Надо посмотреть с торца червяка и посчитать количество начинающихся спиралей. В большинстве случаев получается от 1 до 3).
Реечная шестерня.
Преобразует вращательное движение в линейное и наоборот. Здесь речь идет не о вращении, а о расстоянии, которое проходит рейка с каждым поворотом вала шестерни. Тут очень просто вычислять плотность зубцов: надо лишь умножить их плотность на рейке на пи и на диаметр шестерни. (Или умножить количество зубцов на рейке на плотность зубцов на шестерне).
Тонкости моделирования зубца. Оптимальное количество зубцов
Подумайте вот о чем: если вам нужно передаточное число 2:1 для линейного механизма — сколько зубцов должно быть на каждой шестеренке? Что лучше — 30 и 60, 15 и 30 или 8 и 17?
Каждое из этих соотношений даст один и тот же результат, но комплект шестеренок в каждом случае будет при печати сильно отличаться.
Большее количество зубцов дает более высокий коэффициент сцепления (количество одновременно зацепленных зубцов) и обеспечивает более плавное вращение. Увеличение количества зубцов приводит к тому, что каждый из них должен быть меньше — чтобы уместиться на тот же диаметр. Мелкие зубцы более хрупкие, их сложнее точно напечатать.
С другой стороны, уменьшение количества зубцов дает больше объема для увеличения прочности.
Печатать на 3D-принтере меленькие шестеренки — это как раскрашивать в раскраске тонкие линии толстой кисточкой. (Это на 100% зависит от диаметра сопла и разрешения принтера по горизонтальной плоскости. Разрешение по вертикали не играет роли в ограничении по минимальным размерам).
Если вы хотите испытать свой принтер в деле печатания мелких шестеренок, можете воспользоваться этим STL:
Протестированный нами принтер все выполнил на высшем уровне, но при диаметре от примерно полудюйма зубцы стали выглядеть как-то подозрительно.
Совет заключается в том, чтобы делать зубцы как можно больше, избегая при этом предупреждения от программы о слишком малом их количестве, а также избегая пересечений.
Есть еще один момент, на который следует обратить внимание при выборе количества зубцов: простые числа и факторизация. Числа 15 и 30 оба делятся на 15, так что при таком количестве зубцов на двух шестеренках одни и те же зубцы будут постоянно встречаться друг с другом, образуя точки износа
Числа 15 и 30 оба делятся на 15, так что при таком количестве зубцов на двух шестеренках одни и те же зубцы будут постоянно встречаться друг с другом, образуя точки износа.
Более правильное решение — 15 и 31. (Это ответ на вопрос в начале раздела).
При этом не соблюдается пропорция, зато обеспечивается равномерный износ пары шестеренок. Пыль и грязь будут распределяться по всей шестеренке равномерно, износ тоже.
Опыт показывает, что лучше всего, если соотношение количества зубцов двух шестеренок лежит в интервале примерно от 0,2 до 5. Если требуется большее передаточное число, лучше добавить в систему дополнительную шестеренку, иначе может получиться механический монстр.
Мало зубцов — это сколько?
Такую информацию можно найти в каком-нибудь Справочнике механика. 13 — минимальная рекомендация для шестеренок с углом давления 20 градусов, 9 — рекомендованный минимум для 25 градусов.
Меньшее число зубцов нежелательно, потому что они будут пересекаться, что ослабит сами зубцы, да и в процессе печати придется решать проблему перекрытия.
Тонкости моделирования зубца. Угол давления, и Как сделать прочные зубцы

Угол давления 15, угол давления 35
Угол давления?
Зачем мне это знать?
Это угол между нормалью к поверхности зубца и диаметром окружности. Зубцы с большим углом давления (более треугольные) прочнее, но хуже сцепляются. Их проще печатать, но при работе они создают высокую радиальную нагрузку на несущую ось, издают больше шума и склонны к отдаче и проскальзыванию.
Для 3D-печати хорошим вариантом является 25 градусов, что обеспечивает плавную и эффективную передачу в шестернях размером с ладонь.
Что еще можно сделать для укрепления зубцов?
Просто сделайте шестерню толще — это, очевидно, укрепит и зубцы. Удвоение толщины дает удвоение прочности. Хорошее общее правило гласит: толщина должна быть от трех до пяти раз больше шага зацепления шестеренки.
Прочность зубца шестеренки можно приблизительно оценить, если рассматривать его как небольшую консольную балку. При таком подходе ясно, что добавление перекрывающей сплошной стенки для уменьшение неподдерживаемой площади значительно укрепляет прочность зубцов шестеренок. В зависимости от применения, такая техника расчетов может быть использована также для уменьшения числа точек зацепления.
Зубчатые колеса из пластмассы.
Пластмассы применяют в быстроходных малонагруженных передачах. Пластмассовые зубчатые колеса изготовляют главным образом из древеснослоистых пластиков (ДСП), текстолита и полиамидов (нейлона и капрона).
Достоинства пластмассовых зубчатых колес по сравнению с металлическими зубчатыми колесами — это способность амортизировать удары при передаче переменных нагрузок и гасить механические вибрации и тем самым обеспечивать бесшумность работы передачи; более низкий износ зубьев.
Шестерни из текстолита и ДСП.
Шестерни из текстолита и ДСП применяют обычно в паре с металлическими колесами в тех случаях, когда требуется уменьшить динамические нагрузки и шум, а также когда трудно или невозможно добиться точного выполнения или установки деталей передачи. Такие зубчатые колеса широко применяют в передачах небольшой мощности от электродвигателей к различным станкам и в других установках, подшипники валов которых располагаются в отдельных корпусах. Чтобы не повредить зубья пластмассовой шестерни кромками зубьев металлического колеса, ширина колеса должна быть больше ширины сопрягаемой пластмассовой шестерни.
Зубчатые колеса из полиамидов.
Зубчатые колеса из полиамидов широко применяют в приборах и небольших силовых установках. Износ полиамидных зубьев незначительный, и полиамидные зубчатые колеса могут работать без смазки. Так как полиамиды химически устойчивы, то полиамидные зубчатые колеса применяют при работе в агрессивной среде, например в шестеренчатых насосах для перекачки химически активных жидкостей.
В некоторых случаях, когда рабочие поверхности зубьев металлических зубчатых колес подвергаются сильному износу, их покрывают тонким слоем (0,05…0,5 мм) нейлона. Покрытие осуществляется погружением зубьев, нагретых до температуры плавления нейлона, в порошкообразный нейлон. При этом на поверхности металлических зубьев образуется ровный, тонкий и прочно соединенный с металлом слой нейлона, не требующий какой-либо последующей обработки. В этом случае комбинируют антифрикционные и износостойкие свойства нейлонового покрытия зубьев с высокой прочностью на изгиб металлических зубчатых колес.
Подготовка чертежей
Процесс изготовления начинается с непосредственной подготовки чертежа. В этом случае производство существенно упрощается, существенно повышается точность получаемого изделия. При разработке чертежа указывается следующая информация:
- Диаметр посадочного отверстия. Для шестерен изготавливаются соответствующие валы, которые имеют определенный посадочный диаметр. Этот показатель стандартизирован, выбирается в зависимости от размеров изделия и величины предаваемого усилия.
- Размеры шпонки. Шпоночное отверстие может быть самым различным, размеры выбираются в зависимости от того, какие будут оказываться нагрузки. Стоит учитывать тот момент, что размеры шпонок стандартизированы.
- Модуль. Этот параметр считается наиболее важным, так как ошибочный модуль может снизить эксплуатационные характеристики механизма.
- Наружный и внутренний диаметр, определяющие размер зуба. Стоит учитывать, что этот элемент изделия характеризуется достаточно большим количеством особенностей.
- Угол расположения зуба относительно оси вращения. Выделяют шестерни с прямым и косым расположением зуба.
Изготовление шестерен любых размеров возможно только при применении специальных станков, которые предназначены для решения поставленной задачи.
Технологические задачи при производстве рассматриваемого изделия могут существенно отличаться. Важными моментами можно назвать следующее:
- Точность размеров. Наиболее точными размерами обладает отверстие, которое выступает в качестве посадочного для вала. В большинстве случаев его изготавливают по 7-му квалитету в случае, если к изделию не предъявляются больше требования.
- Точность формы. В большинстве случаев при изготовлении шестерен особые требования к точности формы не предъявляются. Однако, посадочное отверстие должно быть расположено в центральной части изделия, так как даже несущественно смещение может привести к отсутствию возможности использования изделия.
- Точность взаимного расположения. Больше всего требований предъявляется к тому, каким образом зубья и другие конструктивные элементы расположены относительно друг друга. При нарушении геометрической формы есть вероятность появления эффекта биения и других проблем при эксплуатации изделия.
- Твердость рабочей поверхности. Основные требования связаны с твердостью рабочей поверхности. Шестерни постоянно находятся в контакте, сила трения может стать причиной быстрого износа поверхности. Для получения требуемого показателя твердости проводится термическая обработка. Рекомендуемый показатель составляет HRC 45…60 при глубине цементации 1-2 мм. Как показывают проведенные исследования, твердость незакаленной поверхности составляет HB 180-270.
- Выбор подходящего материала также имеет значение. В зависимости от области применения изделия они могут изготавливаться из углеродистых, легированных сталей и пластмассы, в некоторых случаях чугуна. Легированные в сравнении с углеродистыми характеризуются большей прокаливаемостью, а также меньшей склонностью к деформации. Применяемые материал должен характеризоваться однородной структурой, за счет чего существенно повышается прочность после проведения термической обработки. При изготовлении высокоточных изделий проводится чередование механической и термической обработки.
Все основные параметры определяются на момент создания технологической карты. Самостоятельно создать карту достаточно сложно, так как для этого нужно обладать соответствующими навыками и знаниями.
Метод обката
Метод обката самый распространённый вариант изготовления шестерен, так как этот способ наиболее технологичный. В этом способе изготовления применяются такие инструменты: долбяк, червячная фреза, гребенка.
Метод обката с использованием долбяка
Для изготовления шестерен используется зубодолбёжный станок со специальным долбяком (шестерня оснащенная режущими кромками). Процедура изготовления шестерен происходит в несколько этапов, так как срезать за один раз весь лишний слой металла не возможно. При обработке заготовки, долбяк выполняет возвратно-поступательное движение и после каждого двойного хода, заготовка и долбяк проворачиваются на один шаг, как бы «обкатываются» друг по другу. Когда заготовка шестеренки сделает полный оборот, долбяк выполняет движение подачи к заготовке. Этот цикл производства выполняется, пока не будет удалён весь необходимый слой металла.
Метод обката с использованием гребёнки
Гребенка — режущий инструмент, его форма аналогична зубчатой рейки, но одна сторона зубьев гребенки заточена. Заготовка изготавливаемой шестерни производит вращательное движение вокруг оси. А гребёнка выполняет поступательное движение перпендикулярно оси шестерни и возвратно-поступательное движение параллельного оси колеса (шестеренки). Таким образом гребенка снимает лишний слой по всей ширине обода шестерни. Возможен другой вариант движения режущего инструмента и заготовки шестерни относительно друг друга, например, заготовка выполняет сложное прерывистое движение, скоординированное с движением гребенки, как будто совершается зацепление профиля нарезаемых зубьев с контуром режущего инструмента.
Этот метод позволяет изготовить шестерню при помощи червячной фрезы. Режущим инструментом в данном методе служит червячная фреза, которая совместно с заготовкой зубчатого колеса производят червячное зацепление.
Одна впадина шестеренки нарезается дисковой или пальцевой фрезой. Режущая часть фрезы, выполненная в виде формы этой впадины, нарезает шестерню. А при содействии делительного устройства нарезаемая шестеренка поворачивается на один угловой шаг и процесс нарезания повторяется. Этот способ изготовления шестерен использовался еще в начале ХХ века, он является не точным, впадины произведенного зубчатого колеса получаются разными, не идентичными.
Материалы для работы
Для того, чтобы восстановить пластмассовую шестерню, вам понадобятся:
- двухкомпонентный эпоксидный клей для пластика;
- старая зубная щетка;
- обезжириватель;
- емкость, в которой может полностью поместиться шестеренка;
- картонка и палочка для смешивания компонентов клея;
- машинное масло.
При покупке эпоксидного клея убедитесь, что он подходит для склеивания изделий из пластмассы.
Шаг 1. Обезжириваем поверхность
В небольшую емкость наливаем теплую воду и добавляем в нее растворитель жира. С помощью зубной щетки тщательно моем поврежденную шестеренку, чтобы клей лучше схватился. Споласкиваем под проточной водой. Даем шестеренке полностью высохнуть.
Шаг 2. Готовим клей
Выдавливаем из одного, а затем из другого тюбика необходимое количество клея в пропорциях, указанных в инструкции и смешиваем компоненты с помощью палочки. Если получился жидкий клей, то нужно дать время, чтобы он немного загустел до консистенции домашней сметаны. При этом он должен остаться пластичным. Не забываем помешивать его.
Время затвердевания клея у разных производителей может сильно отличаться. Поэтому перед началом работы с клеем следует подробно ознакомиться с инструкцией.
Шаг 3. Наносим клей
1
Когда клей достигнет нужной консистенции, наносим его с помощью палочки на поврежденный участок шестеренки.
2
Следим за тем, чтобы были хорошо обработаны все поврежденные части шестеренки.
Шаг 4. Даем клею высохнуть
1
Для этого кладем шестерню так, чтобы обработанная клеем поверхность оказалась сверху и ни с чем не соприкасалась. Можно что-то подложить под нижнюю часть, так чтобы шестерня оставалась в зафиксированном положении.
2
Чтобы ускорить процесс высыхания клея, можно воспользоваться обычным бытовым или же строительным феном.
3
В результате мы получили заготовку, из которой будем восстанавливать поврежденный участок шестерни.
Шаг 5. Формируем зубья шестерни
1
Берем часть механизма, в котором использовалась поврежденная шестерня. Обрабатываем шестерню, с которой в процессе работы соприкасалась сломанная деталь, машинным маслом или солидолом.
2
Надеваем поврежденную шестерню на прежнее место.
3
Вращая заготовку вокруг оси то в одну, то в другую сторону, прокатываем ее по обработанной маслом шестерне, тем самым формируя зубья.
4
В результате получаем полноценную шестерню.
Простой способ восстановления пластиковой шестерни
Как восстановить пластмассовую шестерню ️ своими руками: простой, но действенный способ
Оценки покупателей: Будьте первым!
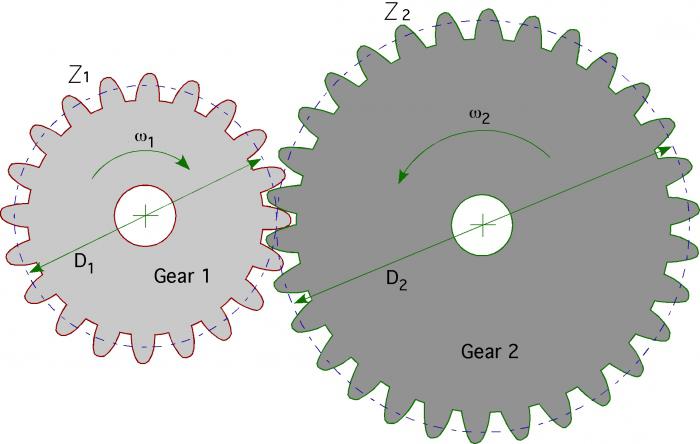
Уравнение зубчатой передачи
Она обменивает высокую входную скорость на больший выходной крутящий момент. Этот обмен происходит по очень простому уравнению, которое можно записать так:
Момент входной* Скорость входная = Момент выходной * Скорость выходная
Скорость входную можно найти, просто просматривая табличку приводного электродвигателя. Момент входной легко определить по этой скорости и механической мощности из той же таблички. Затем просто подставим выходную скорость или требуемый крутящий момент в правую часть уравнения.
Например, предположим, что ваш асинхронный двигатель при моменте на выходном валу 0,5 Н∙м имеет скорость 50 об/с, но вы хотите только 5 об/с. Тогда ваше уравнение будет выглядеть так:
0,5 Н∙м * 50 об/с = Момент выходной* 5 об/с.
Ваш выходной крутящий момент будет 5 Н∙м.
Теперь предположим, что с тем же мотором вам нужно 5 Н∙м, но при этом требуется минимальная скорость 10 об/с. Как бы узнать, способен ли на это ваш мотор вместе с зубчатой передачей (т. е., по сути, мотор-редуктор)? Обратимся снова к нашему уравнению
0,5 Н∙м * 50 об/с = 5 Н∙м * Скорость выходная,
Скорость выходная = 5 об/с.
Итак, вы определили, используя простое уравнение, что при показателе Момент выходной =5 Н∙м обеспечить скорость выходную в 10 об/с ваша зубчатая передача не способна. Вы только что сохранили себе кучу денег, так как не потратили их на механизм, который никогда не заработал бы.
Расчет зубчатого колеса
Он всегда ведется в составе расчета конкретной зубчатой передачи. Исходными данными для него обычно являются мощность (или крутящий момент), угловые скорости (или скорость одного вала и передаточное число), условия работы (характер нагрузки) и срок службы передачи.
Дальнейший порядок относится к закрытой цилиндрической прямозубой передаче.
1. Определение передаточного числа u.
2. Выбор материалов колес в зависимости от условий работы, назначение термообработки и значения твердости рабочих поверхностей зубьев.
3. Расчет зубьев передачи на изгиб.
4. Расчет зубьев передачи на контактную прочность (прочности контактирующих поверхностей зубьев).
5. Определение межосевого расстояния aW из условия контактной прочности и округление его значения до стандартного.
6. Задание модуля из соотношения m = (0,01 — 0,02) х aW и округление его значения до ближайшего стандартного. При этом в силовых передачах желательно иметь m ≥1,5 – 2 мм.
7. Определение суммарного числа зубьев передачи, числа зубьев шестерни и колеса.
8. Выбор коэффициентов формы зубьев для шестерни и колеса.
9. Проверка прочности зубьев по напряжениям изгиба.
10. Проведение геометрического расчета передачи.
11. Определение окружной скорости колеса и назначение соответствующей точности зацепления.
Расчет зубчатого колеса в составе открытой зубчатой передачи несколько отличается от приведенного, но в основном последовательность его такая же.