Вибростанок для производства шлакоблоков: виды оборудования и возможности использования
Содержание:
- Классификация вибростанков
- Как готовится раствор на станок для изготовления шлакоблоков
- Простое оборудование для производства блоков
- Сколько стоят такие устройства
- Целесообразность использования для производства шлакоблоков
- Оборудование для производства шлакоблоков в домашних условиях
- Процесс изготовления фундамента из блоков ФБС
- Производство шлакоблока в домашних условиях
- Советы и рекомендации
- Особенности конструкции
Классификация вибростанков
Данный подвид строительного оборудования массовому потребителю практически незнаком, но вибропрессы изготовляются многими отечественными фирмами. Единого стандарта, касающегося принципов расчета конструкции, здесь нет, но классификация таких агрегатов существует, пускай даже условная. Вибростанки разделяются по следующим признакам:
- по способу управления (от ручных до полностью автоматизированных);
- по количеству производимых блоков за один рабочий цикл;
- по типу производимой продукции (пустотелой/монолитной);
- по степени удобства и практичности в эксплуатации.
С точки зрения последнего фактора вибропрессы промышленного производства подразделяются на три подкласса. Наиболее простое и конструктивно примитивное оборудование предполагает в основном ручной труд, с его помощью можно производить один шлакоблок за рабочий цикл. Такая производительность относительно невысокая, потому что за рабочую смену вы сможете сделать лишь 50 строительных блоков.
Самой важной частью станка является форма
Профессиональный вибростанок для блоков может производить более трех единиц готовой продукции за цикл. Будучи оснащенным множеством дополнительных устройств и приспособлений, высокопроизводительный вибростанок существенно облегчает рабочий процесс, предполагая использование минимальных объемов ручного труда.
Стоимость таких устройств может сильно разниться, ведь они ориентированы на разные категории потребителей. Станки бюджетной категории отличаются настолько простой конструкцией, что некоторые специалисты предпочитают делать такие агрегаты самостоятельно. При этом технические характеристики самодельных вибростанков по важным эксплуатационным характеристикам не уступают заводским.
Как готовится раствор на станок для изготовления шлакоблоков
Важно правильно приготовить раствор, чтобы изготовленный в домашних условиях шлакоблок, обладал требуемыми свойствами. Необходимые материалы:
- угольная зола или металлургический шлак;
- просеянный песок;
- мелкофракционная щебенка или отсев;
- цемент М400 или М500.
Само название говорит за себя из чего делается данный блок, а изготавливается он из угольного шлака, который остается после топки котлов в угольной котельной
Используйте следующие рецептуры:
- смешайте золу с цементом в соотношении 7:2, добавьте воду до пластичной консистенции;
- перемешайте золу и отсев в равных соотношениях, добавьте 10–12% цемента от суммарного объема, разбавьте водой.
Выполняя смешивание, руководствуйтесь проверенными на практике рецептурами.
Простое оборудование для производства блоков
Приобретение станка для производства блоков при строительстве дачного дома может оказаться непозволительной роскошью. В этом случае можно за весенне-летний сезон, при установлении плюсовой температуры, изготовить блоки на улице. Использовать для такого производства можно разборные конструкции без вибрационного механизма.
Для стенок самодельной конструкции используют древесину или листы металла. Конструкцию изготавливают с учетом размера ячеек для блоков, которые, по стандарту, составляют 40−20−20 см. Для изготовления полупустотных изделий применяют бутылки от шампанского или металлические цилиндры. Цилиндры изготавливаются с диаметром не менее 8 см.
https://youtube.com/watch?v=ORyVfoqKrg4
Последовательность изготовления
Процесс изготовления блоков на таком оборудовании проходит следующим образом:
- Собирается готовая конструкция из стенок.
- Внутрь каждого отсека устанавливаются цилиндры или бутылки.
- Все внутренние стороны конструкции вместе с цилиндрами обрабатываются маслом.
- Готовится мягкий раствор и заливается в формы.
- Спустя несколько часов, форма разбирается.
- Блоки оставляют на открытом воздухе для просушки.
Более сложную модель шлакоблочного механизма с вибрационным устройством можно сделать самостоятельно при наличии в хозяйстве всех комплектующих.
Самодельный станок позволяет устанавливать необходимое количество форм для производства блоков. При изготовлении форм добавляют около 5 см по высоте, чтобы в процессе производства с вибрацией получить качественное изделие.
Для изготовления форм берут листовой металл толщиной не менее 3 миллиметров. Сваривают форму по внешним сторонам, чтобы в процессе производства блоков изделия имели правильную форму и внешний вид.
Внутренние цилиндры для получения пустотных блоков делают из того же металла, что и сама форма, с диаметром 8 см. Перед каждой заливкой раствора форму следует смазывать маслом, чтобы избежать прилипания раствора к стенкам.
Для удаления пузырьков воздуха из блоков в процессе изготовления и равномерного распределения раствора по форме станок снабжают вибрационным механизмом. Электрический двигатель от старой стиральной машины с мощностью от 150 Вт вполне справится с такой задачей. Для этого требуется планку со смещенным центром тяжести приделать к рабочему валу. Вибрация должна осуществляться на среднем уровне. Регулировка вибрации должна осуществляться вручную, чтобы в итоге получились блоки хорошего качества.
К форме для блоков приделывают подъемный механизм. Можно приварить обычные металлические ручки с двух сторон формы, чтобы не тратить время на изготовление сложной конструкции. Подъемный механизм нужен для правильного освобождения блоков от матрицы и сохранения исходной формы.
Сколько стоят такие устройства
Цена на вибростанки для производства блоков формируется под влиянием множества факторов. Важную роль играет фирма и страна производитель. Технические характеристики также существенно отражаются на стоимости подобных аппаратов. Мощный двигатель, объем производимой продукции, и надежность конструкций играют не менее важную роль в формировании конечной цены устройства.

Современный рынок предлагает целый ряд вибростанков с самыми разными характеристиками, от разных производителей и в разных ценовых категориях. Популярные станки, способные за один раз производить один блок, стоят в районе 10-15 тысяч рублей.
Чаще всего, цена на устройство растет в зависимости от его производительности. Вибростанки рассчитанные на два изделия обойдутся покупателю в 15-20 тысяч рублей. Профессиональные аппараты, которые изготовляют за раз 3 блока, стоят от 21 тысячи рублей и выше.
Сильно отличаются в цене механизированные и автоматизированные станки. Полностью автоматические устройства будут стоить на порядок дороже, но они не всегда надежны
Также устройства можно разделить на ценовые категории в соответствии с их производственными мощностями:
Целесообразность использования для производства шлакоблоков
Необходимость иметь в своем распоряжении вибропресс далеко не очевидна. Тем более, если речь идет о частном строительстве. Поэтому приведем обоснование тех случаев, когда наличие вибростанка (вибропрессовочного агрегата) действительно необходимо:
если возведение дома, дачи, загородного коттеджа ведется самостоятельно, а временной фактор лимитированию не подлежит, и на первом месте – стремление максимально удешевить процесс, то в данном случае вибростанок станет самым оптимальным решением;
При производстве шлакоблоков на заводе применяют стандартные железные формы
- вопросы экологии сегодня в почете, и если вы хотите быть застрахованными от использования строительных материалов, при изготовлении которых применялись компоненты непонятного происхождения (это касается не только шлакоблоков, которые обычно производятся из различных отходов производств), то использование собственного оборудования позволит вам контролировать этот вопрос;
- собственный вибростанок предоставляет возможность формировать необходимое количество стройматериалов с точностью до одного изделия. Отпадает необходимость покупать строительные блоки с запасом или мчаться в магазин, когда становится очевидной их нехватка.
Возможность продать оборудование после окончания строительства – другая причина не отказываться от использования собственного вибростанка. Можете не сомневаться, что найдутся люди, которые придерживаются одинаковых с вами взглядов на принципы ведения строительных работ.
Заставить отказаться от покупки вибростанка, производства блочных стройматериалов на месте могут следующие факторы:
серьезные временные затраты. Чтобы изготавливать шлакоблоки, пеноблоки или другую блочную продукцию, придется «попотеть», даже если использовать бетономешалку. Временной фактор важен в одинаковой мере: учтите, что от момента изготовления шлакоблока до возможности его использования должно пройти около месяца. Это устроит далеко не всех;
Формы должны быть разборными, чтобы готовый шлакоблок можно было легко достать
дополнительные энергозатраты. Вибростанки для производства строительных блоков, как и бетономешалки, работают от электромотора, а электроэнергия нынче дорога. Этот момент также необходимо учитывать в предварительных расчетах.
Последний вопрос, который придется решить – покупать вибропресс для изготовления шлакоблочных изделий или попытаться сделать устройство своими руками. Если масштабы строительства невелики, очевидно, что намного дешевле будет собрать агрегат самостоятельно, благо конструкция простейших моделей подобных устройств не поставит перед вами никаких сверхзадач.
Оборудование для производства шлакоблоков в домашних условиях
| Изготовление 4 шлакоблоков за операцию | Изготовление 1-го шлакоблока за операцию |
 |
 |
Наличие вибрирующего станка позволит сделать шлакоблок более плотным и качественным, избежав образования ненужных пустот. Вибромашина существенно увеличит количество изготавливаемой продукции. Теперь вам не нужно ждать, пока бетонные блоки полностью схватятся, чтобы перейти к производству другой партии.
Вибростанок для производства шлакоблоков своими руками
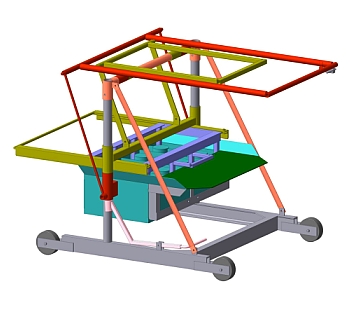
Лучшим вариантом в домашних условиях является станок сразу на 4 секции. Для того чтобы сделать такую машину, которая позволяет производить около 100 шлакоблоков в час, вам нужно сначала скачать 3D-модель станка:
- Сняв мерку, вырежьте детали под будущую форму из листового металла толщиной около 2-ух миллиметров.
- Затем листы свариваются между собой таким образом, чтобы получить форму без дна. Высота формы на 50 миллиметров превосходит высоту стандартного шлакоблока. Это делается для того, чтобы раствор можно было вносить сразу, а не добавлять его раз за разом после усадки.
- Отдельно вырезаем трубы, равные высоте полученной металлической формы. Они сформируют необходимые пустоты. Заварите отверстия на концах по диаметру, сделав трубу «глухой». Так просохший шлакоблок будет легче доставать.
- Цилиндры нужно соединить друг с другом ближе к верху, сохраняя нужное заводское расстояние. Они должны быть крепко приварены к подъемной крышке.
- С внешней стороны формы надежно крепим вибромотор. Он обеспечит правильную и быструю усадку раствора. Таким образом производиться процесс вибролитья.
Посмотрев на 3D-модель шлакоблочного станка можно легко разобраться, как он устроен и какой принцип его работы. А размеры модели позволяют беспрепятственно сделать своими руками такое же оборудование по образцу.
В комплекте находиться чертежи станка для производства шлакоблоков своими руками и схемы более простых моделей вибростанков для производства шлакоблока:
| Изготовление 2-ух шлакоблоков за операцию | Вибростанок Дракон |
 |
 |
Примечание. 3D-модели сохранены в форматах файлов: *.sldasm (расширение 3D-редактора SolidWorks, так же поддерживает бесплатный eDrawings) и *.step (стандарт для обмена 3D-графикой который поддерживают большинство 3D-редакторов, в том числе и бесплатные: FreeCAD, Blender и т.п.).
Процесс изготовления фундамента из блоков ФБС
Если позволяют характеристики грунта, то можно возвести основание только из блоков ФБС.
Однако наиболее широкое распространение получили так называемые сборно-монолитные фундаменты. Принципиальным отличием таких оснований от обычных монолитных ленточных фундаментов является то, что бетонирование необходимо производить только при обустройстве верхнего и нижнего армопоясов. Приводим краткую поэтапную инструкцию по изготовлению блочно-монолитного фундамента:
- Прежде всего, производим разметку и рытье траншеи (по аналогии со стандартным ленточным основанием).
- На дно траншеи засыпаем слой песка (толщиной 10÷20 см) и тщательно трамбуем с помощью виброплиты.
- Затем насыпаем такой же слой щебня и также тщательно утрамбовываем.
На заметку! На глинистых почвах в качестве подсыпки используют так называемую гарцовку (смесь песка, гравия и цемента), которая при непосредственном контакте с водой становится тверже окружающего грунта и защищает нижнюю поверхность основания.
- Обустраиваем невысокую опалубку для нижнего армопояса.
- Укладываем в нее плотный полиэтилен (для предотвращения быстрого удаления влаги).
- Монтируем двухярусный армирующий каркас (нижний слой – рабочий, верхний – конструкционный).
- Заливаем бетонный раствор.
- По достижению 20% прочности «подбетонки» (это приблизительно через сутки после заливки раствора) приступаем к монтажу блоков ФБС с помощью подъемного крана. Кладку начинаем с углов основания (технология аналогична кирпичной) и производим ее на песчано-цементный раствор, которым необходимо также заполнить вертикальные полости между изделиями. Второй и последующие слои делаем «вразбежку» с перекрытием блоков.
Важно! Правильность установки каждого блока контролируем (по вертикали и горизонтали) при помощи уровня
- После окончания укладки изделий обустраиваем опалубку для верхнего армопояса.
- Монтируем внутри ее армирующий каркас и заливаем все бетонным раствором.
Для информации! Верхний армирующий пояс выполняет несколько основных функций: выравнивает неровности, которые могут возникнуть при установке блоков; равномерно распределяет нагрузки на всю ленту фундамента и увеличивает прочность всего основания.
- Частично расшиваем наружные кладочные швы и заполняем их специальной смесью (с гидроизолирующей добавкой).
- Выполняем все необходимые работы по гидроизоляции фундамента.
И только после этого производим засыпку траншеи.
Как сделать фундаментные блоки своими руками
Для создания опалубки следует взять фанеру OSB, ширина которой равна высоте блоков, а длина – на 20 см больше их длины. Одна сторона фанеры зачищается и окрашивается водостойкой краской.
После высыхания на окрашенной стороне обеих фанер в 10 см от краёв ножовкой делаются поперечные пропилы глубиной примерно в 5 мм.
Расстояние между ними на каждой заготовке из фанер должно быть равным длине блоков. Теперь между краем каждой фанеры и пропилом, примерно посередине, сверлятся отверстия диаметром 14 мм – для болтов будущей стяжки.
Из стального листа толщиной 1 мм вырезаются два прямоугольных куска: одна сторона каждого равняется высоте блоков, другая – ширине.
Они послужат в качестве торцевых вставок опалубки, для них и делались пропилы, так же можно использовать фанеру или обрезную доску.
Осталось приготовить несколько стальных стержней диаметром 12 мм и длиной, на 10 см превосходящей ширину блоков, с резьбой на концах, – и можно приступать к сборке.
Заготовки из фанеры укладываются на ровную поверхность параллельно друг другу окрашенной стороной вовнутрь. В пропилы вставляются металлические торцы, а в круглые отверстия – подготовленные стержни.
Прежде чем стянуть конструкцию гайками, с внутренней стороны фанеры, рядом со стяжкой, следует установить деревянные проставки для фиксации ширины блока.
Теперь гайки затягиваются и опалубка готова.
Для приготовления раствора 1 часть цемента соединяется с 2 частями песка и 4 частями гравия. Для того, чтобы блоки получились прочными, смесь после тщательного перемешивания должна остаться достаточно вязкой.
Нужная консистенция достигается регулировкой подачи воды. Перед заливкой раствора с внутренней стороны торцевых стенок, посередине, можно установить деревянные бруски. Впоследствии они удаляются и остаются пазы, которые при укладке готовых блоков заполняются раствором.
Это усиливает сцепку между ними, отчего фундамент становится прочнее. Теперь форма заполняется смесью и утрамбовывается. Во избежание растрескивания при высыхании конструкция накрывается плёнкой и в течение двух дней регулярно поливается водой, после чего опалубку можно разобрать.
Видео: Опалубка своими руками
Производство шлакоблока в домашних условиях
Шлакоблок изготавливается в специальной форме методом виброусадки залитой внутрь бетонной смеси. После застывания материала пустотелость блока составляет около 30%-40% (в зависимости от формы – круглой или квадратной) от общей площади. Образовавшиеся полости не только экономят расходный материал при производстве шлакоблока, но и служат воздушными подушками для звукоизоляции. Так же отлично подходят для армирования кладки, что придает стенам максимальную устойчивость.
Во время изготовления следует учесть, что стандартный размер одного шлакоблока составляет 39 х 19 х 18.5 сантиметров. Это стандарт, общепринятая величина, от которой отталкиваются строители во время проектирования и выполнения расчетов. Поэтому строго соблюдайте параметры во время домашнего производства строительных блоков.
Для производства шлакоблока на собственном станке вам понадобятся:
- цемент (М400, но лучше М500);
- вода;
- угольный шлак;
- гравий (диаметром около 10 миллиметров);
- песок;
- пластификатор (укрепляет и существенно быстрее высушивает блоки за 2-3 дня);
- сетка-сеялка для очистки песка от примесей;
- бетономешалка;
- лопата;
- поддоны, на которых вы будете сушить строительные блоки.
Внимание! При приготовлении бетонной смеси всегда следует контролировать количество воды в составе. Если превысить норму воды на 30%, то бетонное изделие будет слабее ровно в 2 раза!!!. Все составляющие раствора берутся по такой пропорции: 7 частей шлака, по 2 части песка и гравия, по 1.5 части цемента, 0,2% пластификатора и воды
Смесь должна быть влажная и рассыпчатая (кардинально отличается от раствора для кладки кирпича). При сильном сжатии в руке она должна держаться комом, а при падении на землю рассыпаться. В процессе вибрации станка смесь уплотняется и визуально, как будто, выдавливает воду, превращаясь в жидкий раствор. Это естественный процесс вибролитья бетона. Если полученный бетон будет слишком жидким, тогда никакой вибростоек не поможет обеспечить целостность и прочность шлакоблока, который полностью не просохнет, да еще вскоре начнет разваливаться
Все составляющие раствора берутся по такой пропорции: 7 частей шлака, по 2 части песка и гравия, по 1.5 части цемента, 0,2% пластификатора и воды. Смесь должна быть влажная и рассыпчатая (кардинально отличается от раствора для кладки кирпича). При сильном сжатии в руке она должна держаться комом, а при падении на землю рассыпаться. В процессе вибрации станка смесь уплотняется и визуально, как будто, выдавливает воду, превращаясь в жидкий раствор. Это естественный процесс вибролитья бетона. Если полученный бетон будет слишком жидким, тогда никакой вибростоек не поможет обеспечить целостность и прочность шлакоблока, который полностью не просохнет, да еще вскоре начнет разваливаться.
Финансовые расходы на производство 1м3 (71 штук) шлакоблоков при минимальной себестоимости товара:
| Компонент | Количество | Цена за 1кг | Сумма |
| Цемент М400 | 190 | 0,04$ | 7,60$ |
| Шлак | 600 | 0,01$ | 6,00$ |
| Песок | 450 | 0,03$ | 1,35$ |
| Вода | 100 | 0,004$ | 0,4$ |
| Итого: | 15,35$ |
При производстве прочного шлакоблока (для несущих стен) приготавливается полусухая смесь для тонкостенных бетонных изделий. В статье «производство тротуарной плитки» можно детально ознакомиться с процессом приготовления качественной и прочной бетонной смеси тонкостенных изделий.
Примечание. Стоит отметить, что по этой же технологии производятся и керамзитобетонные блоки. Отличается только состав и рецепт приготовления бетона.
Советы и рекомендации
- Чтобы лицевая сторона шлакоблоков получилась более аккуратной и целой, данные материалы для высыхания стоит расположить на ровной резиновой основе.
- Никогда не кладите блоки друг на друга во время их высыхания. В противном случае материалы могут получиться деформированными, а их геометрия вызовет много проблем во время проведения строительных работ.
- Во всех случаях сначала следует сделать чертежи форм и самих шлаковых блоков. Таким образом, удастся избежать многих сложностей, связанных со строительными процессами.
- При заготовке раствора обязательно придерживайтесь требуемых пропорций. Малейшие погрешности могут привести к тому, что блоки получатся слишком хрупкими и непригодными для строительства.
- Прежде чем заливать подготовленный раствор, формы следует протереть. Так получится предупредить прилипание шлакоблоков ко дну и стенкам. Для очистки чаще всего используют солярку, отработанное масло или другие похожие составы.
- Учтите, что скорость затвердевания раствора напрямую зависит от его густоты. Чем состав гуще, тем скорее блоки застынут.
- На период сушки шлаковые блоки рекомендуется накрывать полиэтиленом. Пленка сможет защитить материал от появления трещин в жаркую погоду, а также убережет шлакоблоки от намокания, если вдруг пойдет дождь.
- Если при изготовлении шлаковых деталей вы хотите немного сэкономить, то можно соединить в пропорции 3 к 1 известку и цемент. Не стоит переживать за качество шлакоблоков – от такого состава они не станут менее надежными.
О том, как смастерить шлакоблочный станок на 4 блока, смотрите в следующем видео.
Особенности конструкции
Производительность виброплатформы и геометрия готовых изделий зависит от оснастки. Один из главных элементов – матрица, представляет собой стальной короб без дна. Матрица устанавливается на поддон либо на поверхность выпрессовщика. Многие модели предполагают использование пола в качестве формообразующего элемента. Над матрицей крепится пуансон, приводимый в движение электромотором, гидравлическим приводом или вручную с помощью рычажного блока. Форма плоскости пуансона, оказывающего давление на раствор, должна соответствовать геометрии лицевой части изделия.
Формирование вибраций предполагает использование одного или нескольких вибраторов (электромоторов, оснащенных эксцентриком), передающих колебания на все элементы прессовочной формы.

Из-за того, что в конструкции вибропресса используется жёсткая прессформа (матрица/пуансон) — геометрия выпускаемых камней получается более чёткой и повторяемой
Вибропресс может оснащаться следующим дополнительным оборудованием:
- мерными бункерами для подачи бетона;
- конвейерами для транспортировки/складирования готовых изделий;
- дозаторами;
- смесителями;
- пропарочными камерами для сушки блоков;
- электронными системами управления/контроля.