Тиски верстачные и винты для них
Содержание:
Виды
Сами тиски подразделяются по следующим факторам:
- по типу приводного механизма;
- по способу зажатия заготовки;
- по форме исполнения.


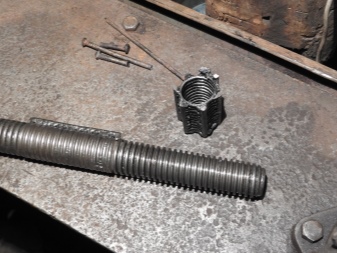
Они бывают крестовыми, глобусными, шаровыми. Однако какими бы они ни выпускались, в каждой модели присутствует винтовая пара, представляющая собой ходовую гайку, накручивающуюся на центральный болт (или шпильку) при его вращении, в результате чего происходит процесс продольного перемещения подвижной части тисков. Центральная резьбовая шпилька, таким образом, объединяет основные части устройства.

Мужчины, которым приходилось сталкиваться с работой за тисками, наверняка обращали внимание на профиль. Используемая трапецеидальная резьба обладает многими преимуществами по сравнению с метрической и дюймовой
Такая шпилька устойчива к повышенным нагрузкам, истиранию в процессе эксплуатации. Однако и к материалу для изготовления ходового винта предъявляются не менее жесткие требования.
Винтовая пара изготавливается по среднему классу точности. При производстве используется низкоуглеродистая сталь А-40Г или 45 сталь. Эти сплавы легко поддаются обработке, в результате которой можно достичь низких показателей шероховатости, высокой точности профиля и шага резьбы.

Ходовые винты для тисков бывают:
- с быстрозажимным механизмом;
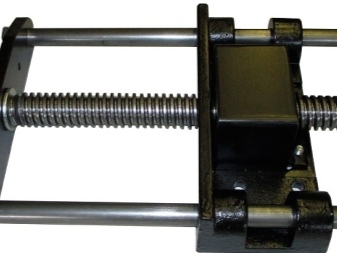
- с двумя направляющими к деревянным верстакам;
- с упором;
- специальные – для изготовления Г-образных тисков.

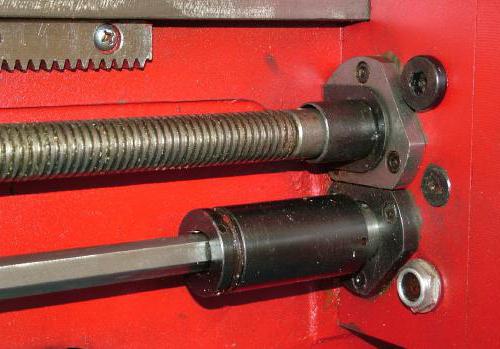
В системе, где присутствуют гайка, винт и стойка, основным звеном считается именно винт. Он вращается в подшипнике и имеет гладкую шейку. Такой винт не перемещается, а образует вращательную пару.
Во вращательной паре реализовано преобразование вращательного движения в поступательное. Когда винт проворачивается, ползун, являющийся частью механизма, перемещается согласно шагу резьбы. Кроме того, существуют и другие конструкционные решения, например, тиски с перемещающимся винтом.

Показатели качества винта
Винт, как очень важная деталь, должен соответствовать множеству требований. Для того чтобы его можно было использовать, к примеру, в настольных тисках, он должен подходить по таким параметрам, как: диаметральный размер, точность профиля и точность шага резьбы, соотношение резьбы винта с его опорными шейками, износостойкость, толщина нитки резьбы
Также важно отметить, что в зависимости от степени точности перемещения, которую обеспечивают винты, их можно разделить на несколько классов точности от 0 до 4. К примеру, ходовые винты металлорежущих станков должны соответствовать классу точности от 0 до 3
4 класс точности не подходит для использования в таком оборудовании.
Как сделать?
Если нет возможности приобрести готовое изделие, то слесарю, столяру или домашнему мастеру придется заказывать ходовой винт у станочников. В другом случае, когда имеется доступ к токарному станку, можно изготовить деталь самостоятельно. В этом примере, кроме станка, потребуются такие материалы и инструменты:
- заготовка (можно взять из стали 45);
- резцы (подрезной, резьбовой);
- резьбовые шаблоны;
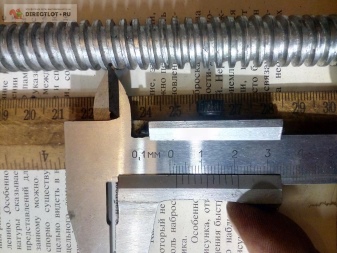
- штангенциркуль;
- наждачная бумага для достижения минимальных значений шероховатости.


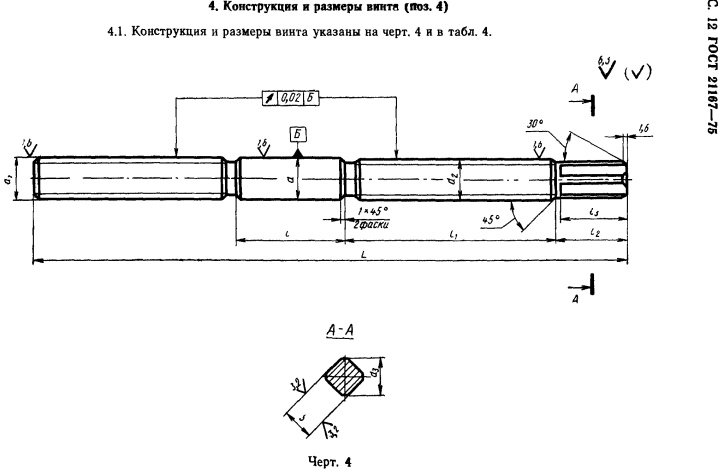
А также необходимо найти чертеж ходового винта и внимательно ознакомиться с техническими параметрами. Если винт изготавливается под определенные тиски, узнать диаметр и шаг резьбы, чтобы не ошибиться.
Изготовление детали производится в следующем порядке.
- Зажать заготовку в патрон токарного станка.
- Заторцевать заготовку с двух сторон и проточить под шейку по необходимым размерам.
- Выполнить центровку детали.
- Перевернуть и зажать с обработанной стороны, поджать центром;
- Проточить на требуемую длину.
- Последний шаг – нарезать резьбу.
Сделать ходовой винт при наличии необходимого оборудования и инструментов несложно. Основное правило – уметь пользоваться токарным станком и затачивать резцы. И, конечно, нужно знать, как работать со штангенциркулем и другими приспособлениями токаря.

О том, как сделать винт для тисков, смотрите далее.
Профиль винта
Существует три профиля винта, которые используются при производстве ходового винта токарного станка или любого другого. Профиль может быть трапецеидальным, прямоугольным или треугольным. Наиболее распространенным типом считается трапецеидальная резьба. К ее преимуществам можно отнести то, что она выше по точности, чем прямоугольная. Кроме этого, используя разрезную гайку, можно регулировать осевые зазоры трапецеидальным винтом, которые возникают из-за износа оборудования.
Здесь важно также отметить, что нарезание, как и шлифовка трапецеидальной резьбы на винт, гораздо проще, чем прямоугольной. Но при этом нужно понимать, что точностные характеристики прямоугольной резьбы выше, чем у трапецеидальных
Это значит, что если стоит задача создать винт с наилучшей регулировкой по точности, то придется все же нарезать прямоугольную резьбу. Трапецеидальные винты не подходят для проведения очень точных операций.
Обработка винта
Основными деталями, на которых базируется винт в станке, стали опорные шейки и буртики. Исполнительной поверхностью у винта считается его резьба. Наибольшая точность в настольных тисках и любых других станках, имеющих такой винт, должна быть обеспечена между исполнительной поверхностью детали, а также основной базирующей поверхностью. Технологической базой при производстве ходового винта считается его центровое отверстие. По этой причине, для того чтобы избежать деформации, обработку всех этих поверхностей осуществляют с использованием подвижного люнета. Применение этой детали определяет специфику обработки ходового винта.

Здесь также важно отметить, что винт с разным классом точности, обрабатывается до различных величин. Детали, которые будут принадлежать к 0,1 и 2 классу точности обрабатывают до 5-го квалитета
Винты, принадлежащие к 3-му классу точности, проходят обработку до 6-го квалитета. Винты, относящиеся к 4-й категории, обрабатываются также до 6-го квалитета, но при этом у них имеется поле допуска по наружному диаметру.
Из чего изготавливают гайки и их износ?
Наиболее распространенными материалами для производства этого вида деталей стали алюминиево-железистые бронзы, по нормам станкостроения МТ 31-2. Кроме этого материала, может также использоваться антифрикционный чугун, как заменитель для неответственных винтовых передач.
Здесь важно добавить, что гайка изнашивается намного быстрее, чем непосредственно ходовой винт. Для этого есть несколько причин:
- резьба гайки плохо защищена от любого вида загрязнений, а также ее довольно трудно очищать от этих ненужных элементов;
- часто случается так, что этот элемент изначально плохо смазывается и это сильно сказывается на сроке службы;
- при зацеплении гайки с винтом получается так, что у второго элемента работают одновременно все витки, а вот у винта лишь те, что находятся в сцепке с гайкой.
По этим причинам винты с гайкой должны проверяться чаще, поскольку износ гайки наступает довольно быстро.
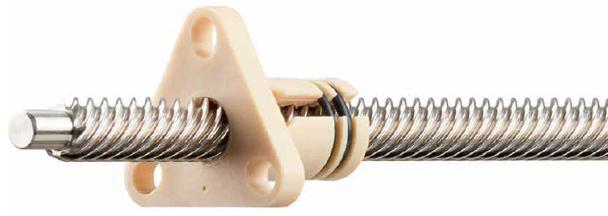
Описание гайки винта
Гайка ходового винта предназначается для того, чтобы обеспечить точные установочные перемещения. В некоторых редких случаях их могут производить из такого материала, как антифрикционный чугун. Этот элемент должен обеспечивать постоянное зацепление с витками винта, а также выступать в роли компенсирующей детали. Компенсировать придется зазор, который неизбежно возникнет при износе винта. К примеру, гайки для ходовых винтов, использующихся в токарных станках, изготавливаются сдвоенными. Это необходимо для того, чтобы убрать зазор, который может возникнуть либо вследствие производства и сборки станка, либо в результате износа его деталей.

Особенность винта с гайкой сдвоенного типа в том, что она обладает неподвижной и подвижной частью. Подвижная часть, которая является правой, может перемещаться вдоль оси неподвижной части. Именно это передвижение и будет компенсировать зазор. Производство гайки осуществляется лишь для винтов нулевого, 1-го и 2-го класса точности. Для их изготовления используют оловянистую бронзу.
Обзор моделей
Открывает список столярных моделей тиски для верстака Groz WWV-150. Характеристики:
- устройство полностью изготовлено из ковкого чугуна, который обеспечит надежность и максимальный срок эксплуатации;
- отшлифованная поверхность, отвечающая за плавность хода во время обработки;
- стальные направляющие штифты осуществляют точность параллели хода заготовки;
- ширина фиксирующих лапок 15 см для надежного зажима изделия;
- для фиксации накладок из дерева инструмент оснащен резьбовыми отверстиями, что является защитой самого инструмента и используемых заготовок;
- рабочий ход — 115 мм.
Тиски американского производителя Wilton WWV-175 65017EU. Особенности:
- расход зажимных лапок — 70 мм;
- дальность расстояния между лапками — 210 мм;
- инструмент используют для обработки деталей больших размеров;
- гладкая поверхность лапок исключает деформацию заготовок;
- ходовая часть имеет две направляющие и зажимный винт;
- рамная конструкция со специальными отверстиями для крепежа к поверхности;
- плавный ход во время работы.
Недостатком модели считается отсутствие поворотного механизма.
Тиски «Зубр Эксперт 32731/175». Особенности модели:
- быстрая и надежная фиксация;
- винт зажима с трапециевидной резьбой, что говорит о прочности и долговечности механизма;
- плавный прямолинейны ход двух направляющих;
- возможность крепежа к верстаку при помощи метизов;
- лапки оснащены специальными отверстиями для замены накладок;
- ширина лапок — 175 мм;
- отсутствие люфтов.
Тиски-подставка Triton SJA100E. Характеристики:
- мобильность оборудования;
- способность крепежа габаритных заготовок;
- механизм зажима оснащен ножным приводом;
- ручной развод лапок;
- возможность работы без крепления к верстаку или к любым другим поверхностям;
- большой рабочий ход;
- ширина лапок — 178 мм;
- складные ножки;
- инструмент оснащен поворотным механизмом.
Недостатком тисков считается их высокая стоимость.
Немецкие тиски Matrix 18508. Особенности:
- наличие крепежной струбцины, которая обеспечивает крепление к любым поверхностям;
- регулировка нужного угла наклона при обработке детали;
- резиновые накладки на фиксирующих лапках;
- сменная насадка в виде зажимного хомута для крепежа заготовки;
- ширина лапок — 70 мм;
- расход лапок — 50 мм;
- рабочий ход — 55 мм;
- наличие функции поворота;
Данная модель считается универсальной и многофункциональной.
Сейчас покупают
Цикля прямоугольная ПЕТРОГРАДЪ, 150*50*0.8мм
Цикля прямоугольная ПЕТРОГРАДЪ, 150*50*0.8мм
Размер 50 х 150 х 0.8 мм. Материал — инструментальная сталь. Производство -Чехия
Подробнее
200p
Нож для грунтубеля малого Veritas Small Router Plane, прямой, 6мм (1/4′)
Нож для грунтубеля малого Veritas Small Router Plane, прямой, 6мм (1/4′)
Сменный нож для рубанка-грунтубеля Veritas 05p3850. Материал лезвия — высокоуглеродистая сталь. Ширина лезвия 6 мм. Производство Veritas (Канада). »
Подробнее
1 020p
Свёрла Форстнера, с волнообразной режущей кромкой WaveCutter, Fisch
Свёрла Форстнера, с волнообразной режущей кромкой WaveCutter, Fisch
Свёрла Форстнера диаметром — от 16мм до 70мм. Длина сверл — 90-160мм. Хвостовик диаметром 8мм, 10мм или 13мм, в зависимости от размера сверла. Специальные волнистые режущие кромки (Wave Cutter) работают как пила, позволяя легко получать ровные отверстия. Производство — Fisch (Австрия).
Для выбора сверла нужного диаметра кликните по названию товара.
Подробнее
от 1530p
Подробнее
Подробнее
Уведомить
Пила Z-saw Kataba RIP H-250, 250мм, деревянная рукоять, для продольного пиления
Пила Z-saw Kataba RIP H-250, 250мм, деревянная рукоять, для продольного пиления
Японская безобушковая пила для продольного распила древесины. Имеет переменный шаг зуба (2.2-3.4 мм) уменьшающийся к рукояти, что позволяет легко запиливаться и увеличивает эффективность пиления. Зубья направлены к рукояти, что позволяет получать ровный рез не требующей дополнительной обработки. Длина лезвия 250 мм, общая — 580 мм. Ширина лезвия 50 мм, толщина 0.5 мм (толщина пропила 0.6 мм). Отсутствие обушка позволяет работать по всей ширине ножовки, с высокой эффективностью без ограничений по глубине. Деревянная рукоять обернутая ротангом. Возможность смены лезвия. Произведено в Японии.
Подробнее
3 190p
Цикли фигурные Pax, 0.8мм, 4шт
Цикли фигурные Pax, 0.8мм, 4шт
Набор из 4-х фигурных циклей под маркой Pax. Предназначены для циклевания древесины. Цикля — один из самых простых инструментов, который творит чудеса. Выполнены из жесткой углеродистой стали (похожа на ту, что используется для ручных пил) толщиной 0.8 мм. В комплекте цикли: прямоугольная размером 127 х 53 мм, S-образная, выгнуто-вогнутая, двояковыгнутая. Производство Thomas Flinn & Co (Великобритания).
Подробнее
1 300p
Круги кожаные для станков Tormek, для заточки профильных резцов
Круги кожаные для станков Tormek, для заточки профильных резцов
2 кожаных круга для доводки полукруглых и V-образных резцов для заточных станков Tormek. Толщина круга 6 мм. Большой круг диаметром 120 мм имеет скругление радиусом 3 мм. Малый круг диаметром 90 мм имеет V-образный профиль 45 градусов. Устанавливается на вал со стороны штатного кожаного круга, без его демонтажа. Производство Tormek (Швеция).
Подробнее
4 250p
Устройство настройки геометрических форм,Tormek
Устройство настройки геометрических форм,Tormek
Предназначена для точной настройки углов заточки шпиндельных и полукруглых токарных резцов (bowl gouge, spindle gouge), заточки полукруглых и V-образных клюкарз и полуклюкарз при использованинасадки SVD-185и заточки косых стамесок и косых токарных резцов при использованиинасадки SVS-50. Производство Tormek (Швеция).
Подробнее
1 860p
Стойка для заточки свёрл, диаметр от 3мм до 19мм
Стойка для заточки свёрл, диаметр от 3мм до 19мм
Приспособление для заточки спиральных сверл диаметром — от 3мм до 19мм. Позволяет затачивать и перетачивать режущую кромку сверла в любой угол. На стойку нанесена шкала с фиксированными углами — 176°, 136°, 118°, 98° и CSК (для зенковок). Используется совместно с электрическим точилом.
Подробнее
3 590p
Стамески подрезные (длинные) Narex
Стамески подрезные (длинные) Narex
Стамески подрезные Narex. Длина полотна — 245мм, ширина 6мм, 13мм, 19мм, 25мм, 32мм. Полотно выполнено из хром-марганцевой высоколегированной стали и закалено до твердости 59HRc. Общая длина — 390мм. Эргономичная рукоять из древесины Граба, размер ручки — 145х37мм. Производство — Narex Bystrice (Чехия).
Для выбора стамески нужного размера кликните по названию товара.
Подробнее
от 1000p
Подробнее
Подробнее
Уведомить
Зажимы пружинные и клещи для рамок
Зажимы пружинные и клещи для рамок
Клещи для рамок. Длина клещей — 230мм, размер скоб — 130*70мм. Используются для зажима рамок при помощи пружинных скоб. В комплект входят клещи и 4 скобы для зажима планок толщиной 35-50мм. Очень эффективный инструмент для фиксации рамок. Также дополнительно можно приобрести скобы для зажима планок толщиной от 15 до 65мм.
Подробнее
от 500p
Подробнее
Подробнее
Уведомить
Материал для заготовки ходового винта
В качестве заготовки для производства винта используют обычный пруток, который отрезается от сортового металла
Однако здесь важно отметить, что к материалу, служащему заготовкой, предъявляются некоторые требования. Металл должен обладать хорошей стойкость к износу, хорошей обрабатываемостью, а также обладать состоянием стабильного равновесия в условиях внутреннего напряжения, которое возникает после обработки
Это очень важно, так как данное свойство поможет избежать деформации ходового винта при его дальнейшем использовании.

Для производства этой детали со средним классом точности (2-й или 3-й), к которой не будут предъявляться требования повышенной устойчивости к температуре, используют сталь А40Г, являющуюся среднеуглеродистой, с добавками серы и стали 45 с дополнением свинца. Такой сплав улучшает возможность обработки винта, а также уменьшает шероховатость поверхности материала.
Особенности
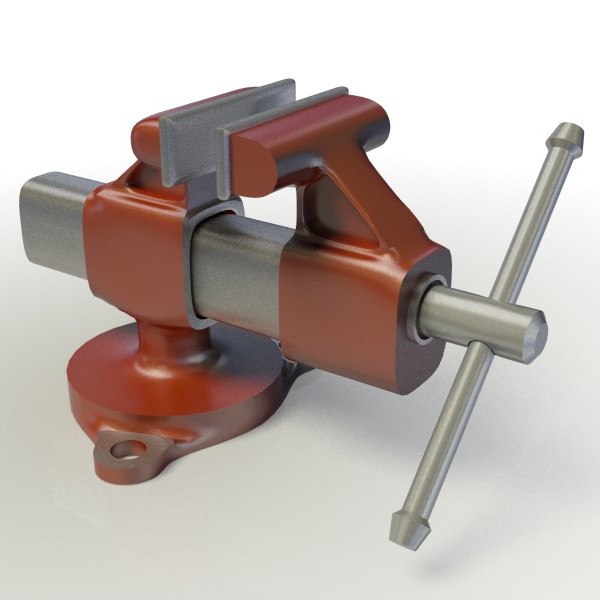
Надежный, прочный винт для тисков изготовить в домашних условиях без сложного оборудования фактически невозможно. Даже в случае, если на руках будет заготовка, потребуется токарный станок, инструменты, резцы для обработки деталей и нарезки резьбы требуемых параметров. Поэтому если в тисках для столярных, слесарных, верстачных работ по какой-либо причине сломался ходовой винт, придется искать ему замену или заказывать у токаря новый.
Устройство тисков для выполнения работ по дереву, металлу сводится, по сути, к двум ключевым элементам – станине, на которой установлена неподвижная губка, и подвижной части, где располагается вторая зажимная губка. Поступательно-прямолинейное перемещение второго компонента с заданной точностью обеспечивается именно за счет ходового винта, имеющего ручку для удобства и облегчения прилагаемого усилия при фиксации обрабатываемой детали в губках. Благодаря такой конструктивной особенности между губками инструмента можно зажимать детали разного размера.

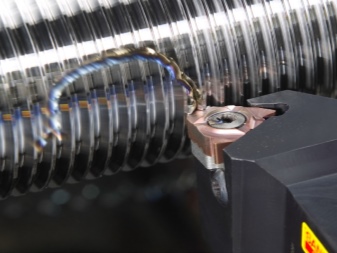
Центровка и нарезание резьбы
Для того чтобы получить приемлемого качества винт, необходимо осуществить еще несколько операций. Одной из них стала центровка детали, которая проходит на токарном станке. Ходовой винт, а точнее, заготовка для этой детали центрируется на указанном оборудовании и здесь же ей подрезают торцы. Кроме этого, проводится операция по шлифовке заготовки. Для этого применяют бесцентрошлифовальные или круглошлифовальные станки в центрах
Здесь важно добавить, что шлифовка в центрах осуществляется только для винтов 0,1 и 2 класса точности
Далее, прежде чем приступить к нарезке резьбы, заготовку необходимо подвергнуть правке. Здесь нужно отметить, что этой операции подвергают только винты с 3-м и 4-м классом точности. После этого их поверхность дополнительно шлифуется. В качестве оборудования для нарезания резьбы на ходовом винте используют токарно-винторезный станок.
















