Самодельный трубогиб для профильной трубы
Содержание:
Полезные советы
Современные конструкции ручного профилегиба позволяют создавать не просто гнутые заготовки для металлических конструкций, а красивые арки. Они, в свою очередь, могут стать основой для дачной теплицы, забора, беседки.
Чтобы смастерить такой станок, потребуется использовать простой автомобильный домкрат. В составе такого оборудования один из валиков должен быть подвижным. Чтобы создать такой станок, потребуется в ранее описанную конструкцию внести ряд изменений:
- на станину устанавливают подвижное плечо с валиком, крепление производят шарнирами;
- домкрат отвечает за регулировку угла, под которым поднимается плечо.
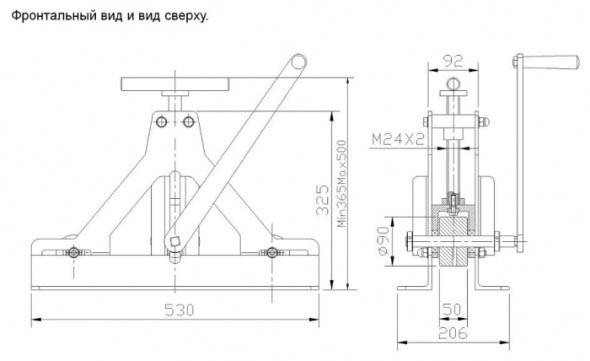
Если рассмотреть представленную конструкцию более подробно, то сложно не заметить, что рабочий шток домкрата упирается в поворотную платформу. Именно это усилие позволяет ее поднять. При создании самодельного профилегиба в некоторых случаях домкрат устанавливается на площадке сверху, а не на отдельно созданной нижней. Конкретно в рассматриваемом случае этот элемент играет роль винтового приспособления, именно он создает необходимое прижимное усилие.
Механизировать станок можно, не только используя электромотор, поскольку не у каждого такой найдется под рукой. Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.
В следующем видео представлено описание самодельного профилегиба.
Список источников
- www.syl.ru
- stanok.guru
- stankiexpert.ru
- stroy-podskazka.ru
- 2lzz.ru
Выбор прототипа
По всему комплексу указанных выше показателей производится выбор трубогиба определенной конструкции. Из доступных или частично доступных для самостоятельного изготовления таковыми являются приспособления, инструменты и станки для изгибания труб:
- ручной гибочный рычаг – гибка на средние и большие радиусы круглых труб со стенками нормальной толщины. Тонкостенные трубы плющит и мнет, на профильных дает «пропеллер» при незначительном качании рычага вбок. Непременно дает допустимые дефекты. Изгиб на домонтаж или, с дополнительным контрольным шаблоном, по профилю на домонтаж. Прост, дешев, энергонезависим. Постоянной производственной площади для размещения не требуется. Мобилен: можно переносить вручную на дальние расстояния. Низкая производительность, высокая трудоемкость изгиба и утомляемость работника. Достаточно высокие требования к физической силе, квалификации, выносливости и добросовестности оператора. Сфера применения – единичные нестандартные части строительных конструкций;
- гибочная плита (доска) – подобна рычагу, но для малых и средних радиусов. Мобильность вручную ограничена стройплощадкой. Производительность выше, а трудоемкость, утомляемость и требуемая квалификация работника ниже, чем для рычага. Применяется преим. в ходе строительных работ для изготовления на площадке частей трубопроводов и трубчатых вводных и/или вентиляционных устройств;
- гибочный шаблон (кондуктор) – обладает свойствами, похожими на таковые гибочного рычага, но предназначен для изгибания труб тонкостенных, из мягких металлов и профильных. Возможен бездефектный изгиб по профилю в размер. Очень низкая производительность (особенно – по стальным трубам) вследствие «отстоя» на релаксацию металла, см. далее. Если некуда торопиться (скажем, зимой к летнему строительному сезону), может заменить вальцовый трубогиб. Возможно также изготовление многорадиусных архитектурных форм (с контршаблоном). Требуемая квалификация работника в обработке металла – начальная;
- роликовые (обкатные) трубогибы – ручная гибка труб до 30-40 мм по радиусному профилю на домонтаж и в размер. Радиусы изгиба – малые. Сложность и трудоемкость изготовления невысокие. Отдельной производственной площади не требуется, требования к квалификации оператора минимальные. Производительность невысокая. Возможен бездефектный изгиб тонкостенных труб из мягких металлов. Мобильны вручную. Преим. область применения – изгибы общего назначения (см. выше) в ходе слесарных и ремонтно-строительных работ. Сложность и трудоемкость самостоятельного изготовления невысокие;
- арбалетные (обжимные) трубогибы – по свойствам похожи на роликовые, но повышенной производительности для круглых труб из мягких металлов со стенками средней толщины. Возможна оперативная перенастройка по ходу работы. Мобильны ограниченно (перевозятся авторанспортом) или устанавливаются стационарно. Самостоятельное изготовление неоправдано, см. далее. Чаще всего применяются при монтаже домашних и квартирных медных и алюминиевых трубопроводов. В производственных условиях – для выполнения изгибов общего назначения на стальных трубах диаметром до 60 мм;
- дорновые (обводные) трубогибы – также похожи на роликовые, но возможен изгиб с переменным радиусом без стартового хвостовика. Требования к физической силе работника достаточно высокие. Основное назначение – изготовление мелких фрагментов архитектурно-декоративного назначения и для художественной ковки. Сложность и трудоемкость изготовления своими силами весьма высокие.
- вальцовые (прокатные или протяжные) трубогибочные станки – высокопроизводительная гибка любых труб по большим и средним радиусам. Устанавливаются стационарно в специально подготовленном помещении или на оборудованной площадке; реже – перевозятся к месту работы. Гибка – бездефектная по профилю; возможно – по профилю в размер. Основное назначение – производство радиусных строительных дуг из профтрубы до 80 мм шириной.
Еще одна конструкция гибочного станка
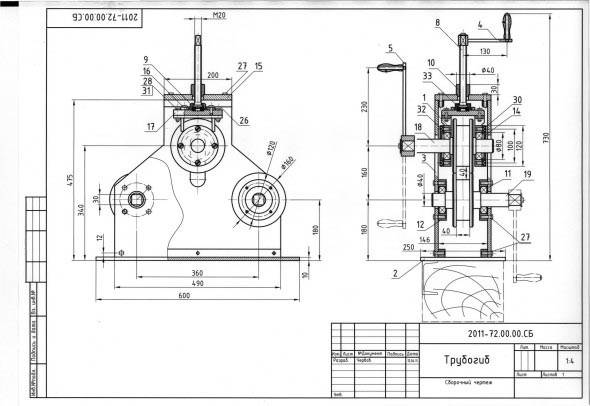
Для начала рекомендуем ознакомиться с чертежами данной конструкции, которые представлены ниже.
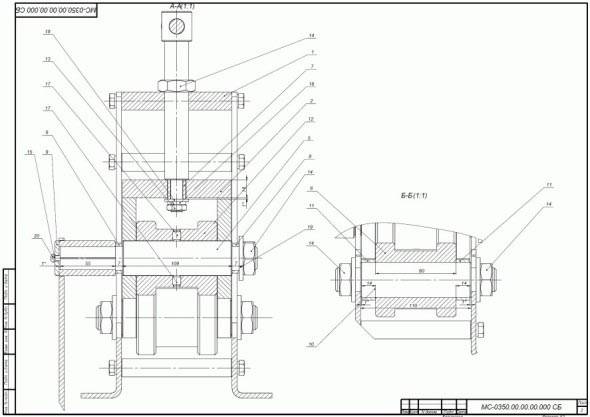
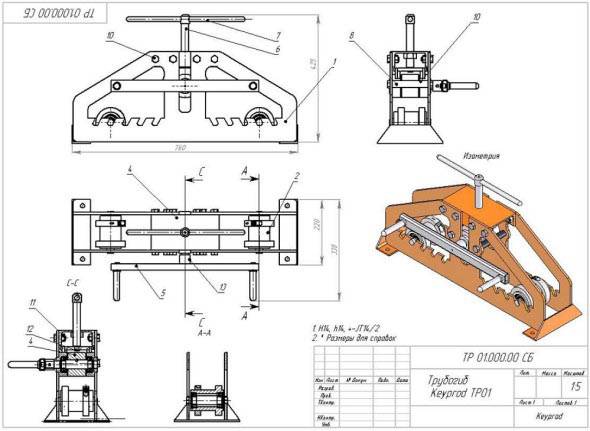
Здесь, как видите, ролик прижимается посредством резьбовой передачи. В данном примере будет применяться гидравлический домкрат и ручной привод, в котором будут присутствовать элементы газораспределительного механизма (речь идет о тех, что в автомобильных двигателях). И еще один момент: не забывайте о личной безопасности! Всегда пользуйтесь при работе средствами индивидуальной защиты!
Теперь – непосредственно к процессу изготовления трубогиба своими руками
Шаг первый. Для начала сделайте нажимной вал и опорные валы. Если не умеете работать с токарным станком, то потребуется помощь профессионала
При этом важно, чтобы ролики имели хвостовики, необходимые для монтажа звездочек

Шаг второй. Прикрепите к валам подшипниковые опоры, закрепите шестерни на шпонки.

Шаг третий. Сварите каркас будущего станка трубогиба. Прежде всего, изготовьте квадратную раму, на которой имеются опорные ножки, после чего установите на нее конструкцию, посредством которой будет двигаться плита с роликом.

Шаг четвертый. Плитой в данном случае послужит швеллер (Н- или П-образный). Чтобы установить нажимной вал, проделайте на краях плиты отверстия с учетом габаритов подшипниковых опор.

Шаг пятый. Кусок швеллера с роликом подвесьте на четырех пружинах сверху каркаса (по углам предварительно приварите гайки, которые послужат вам в роли монтажных петель). Затем установите, наконец, гидравлический домкрат.

Шаг шестой. На нижней раме зафиксируйте приводные валы.

Шаг седьмой. Наденьте на звездочки цепь, надавите на нее внизу, дабы определить место, где будет располагаться натяжитель. Установите последний на станине конструкции.

Шаг восьмой. Установите ручку, чтобы вращать валы конструкции. Рекомендуем использовать ручку с вращающейся трубкой, чтобы работать было легче, а на руках не было мозолей.

Шаг девятый. Готовый трубогиб своими руками можете обработать специальным преобразователем ржавчины, после чего покрасить.

В конце остается только проверить полученную конструкцию на предмет работоспособности. На этом все, надеемся, что вы, следуя нашим инструкциям, обязательно получите желаемый результат! И в конце – еще один тематический видеоматериал.
Удачи в работе!
Виды
Человек изобрёл и разработал множество видов трубогибов, которые принято различать по параметрам.
Например, в зависимости от типа привода выделяю следующие разновидности гибочных систем:
- Электромеханические;
- Гидравлические;
- Ручные механические;
- Комбинированные.
В первых энергию, затрачиваемую на программируемую деформацию трубы, даёт электрический ток, подключаемый к устройству. Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
В гидравлических машинах основа всего – гидроцилиндр, заполненный специальным маслом. Усилие, передаваемое на поршень гидроцилиндра, увеличивается по законам физики. Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Ручные механические трубогибы не имеют в своей конструкции гидроцилиндра. Вместо них труд слесаря облегчают передаточные механизмы, которые за счёт большего расстояния позволяют получить выигрыш в силе. Достаточно простой и при этом распространённый вид таких гибочных машин – роликовый трубогиб с цепной передачей.
Ролик прижимается мощным винтом, а круглая или профилированная заготовка протягивается между прижимным и опорными роликами путём вращения рукоятки, которая приводит в действие весь механизм. Валы роликов связаны друг с другом шестернями. Шестерни подобраны так, чтобы сделав большее число оборотов рукояти, можно было бы подвинуть изделие ненамного, но с большой силой. Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Комбинированные типы гибочных устройств могут в различных вариациях соединять ручной, электрический и гидравлический компоненты. В качестве примера можно привести классический станок с гидроцилиндром, где перемещение поршня обеспечивается не качанием рычага, а насосом высокого давления с электродвигателем. В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
Следует отметить, что трубы большого диаметра из крепких марок стало практически невозможно согнуть без утраты прочности и образования мест повышенного напряжения металла. Для гибки больших прочных труб помимо механического воздействия на заготовку, применяют ещё и термическое. Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Это интересно: Как пользоваться ареометром для электролита
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
- рычажные трубогибы;
- прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным. Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра. Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
- гидравлический;
- пневматический;
- электрический.
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.
Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.
Простейший станок трубогиба: какие материалы понадобятся
Простейший самодельный трубогиб, в котором регулируется угол сгиба, делается с применением следующих материалов:
- Гидравлический домкрат.
- Металлические профиля, являющиеся основаниями для сооружения конструкции.
- Высокопрочные пружины — 4 шт.
- Металлические валы — 3 шт.
- Цепь.
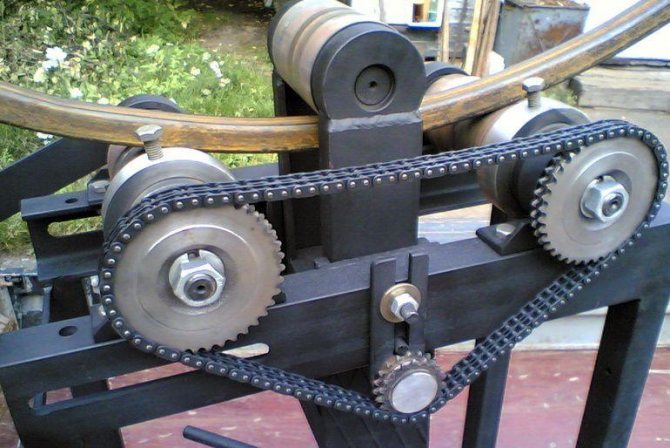
Два ролика при конструировании трубогиба с регулировкой углов изгиба располагаются на нижнем основании, а третий устанавливается в верхней части. При получении нужного изгиба требуется только вращать ручку, которая цепным механизмом будет двигать вал.
Для создания устройства, которое представлено на фото выше, нет необходимости делать пазы под регулировку расположения роликов, что позволит существенно упростить работу. Чтобы получить такое изделие, понадобится только необходимый материал и сварочный аппарат. Остальное — это дело рук мастера. Все зависит не только от мастерства владения сваркой и болгаркой, но ещё и от воображения.
Виды привода
Гибочные станки могут отличаться между собой по типу привода. Например, самые бюджетные варианты — с механическим приводом.
То есть в данном случае вся работа по сгибанию круглой трубы выполняется силой собственных рук. Для увеличения прилагаемого усилия используется длинный рычаг.
В некоторых случаях в качестве механического привода может выступать механический автомобильный домкрат (например, в самодельных трубогибах арбалетного типа).
Существуют и более практичные в использовании конструкции гибочных станков, в которых используется электрический или гидравлический привод. Это существенно облегчает работу с заготовками, в частности — сгибание труб своими руками.
Гидравлический трубогиб
Вариантов таких станков может быть очень много. Но мы рассмотрим наиболее доступные и простые. Советуем прочитать подробное описание, как собрать для себя настольный трубогиб из автомобильного бутылочного домкрата.
Основа данной конструкции — рама, сваренная из профильных труб (также можно использовать и другие материалы).
В верхней части рамы крепится автомобильный домкрат, в нижней — шаблон (или штамп) с канавкой для труб подходящего диаметра.
Используя в гараже и мастерской для сгибания труб трубогиб своими руками сделанный, можно гнуть металлические трубы разного диаметра: ¾ дюйма, ½ дюйма, 1 дюйм. При этом заготовка изгибается равномерно, не сплющиваясь и не деформируясь.
С электрическим приводом
Такие конструкции, хоть и не так популярны, как гидравлические гибочные станки, но все же используются. Об одном из вариантов данного трубогиба рассказываем в статье с фото- и видео обзором.
Станину устройства можно изготовить из того металлолома, который будет у вас в мастерской. А в качестве привода используется электродвигатель с передаточным редуктором.
В качестве прокатных валов для профильных труб используются отрезки стального кругляка, обработанные на токарном станке. Конструкция отлично подходит для сгибания дуг и полудуг из длинных заготовок.
Если у вас нет возможности изготовить гибочный станок для труб с электрическим или гидравлическим приводом, то можно смастерить и ручной трубогиб своими руками.
Конечно, он не такой функциональный, как его более продвинутые «собратья», но для работы с небольшими заготовками (но в основном для гибки труб из металла с тонкими стенками) вполне пригоден.
Собрать его намного проще, и чертежи не нужны никакие. Можно по фотографиям понять, что к чему.
Ручной трубогиб плюсы и минусы
Если рассматривать главные преимущества конструкции, то, в первую очередь, стоит отметить простоту и низкую себестоимость его изготовления (ведь многие комплектующие можно достать на металлоприемке).
Как правило, простейшие ручные трубогибы отличаются от других станков своим небольшим весом и вполне компактными размерами, что делает эти приспособления мобильными и транспортабельными. Да и в домашних условиях они очень удобны.
На таком мини станке можно работать с тонкостенными стальными трубами и трубами из алюминия. Схемы трубогиба бесплатно можно скачать в интернете.
Изгибание труб без радиуса
Создавая пространственный каркас, проектировщики сталкиваются с необходимостью изготовления элементов, в которых нужно создать детали, где участки труб соединяются между собой под прямым углом (90 градусов) или под острым углом (45 градусов, например). Можно нарезать отрезки, а потом сварить их между собой. Однако вопрос можно решить и иначе:
- Произвести разметку для будущего выреза.
- Произвести вырез лишнего металла.
- Выполнить гиб, соединяя кромки произведенного реза. Сварить металл по кромкам.
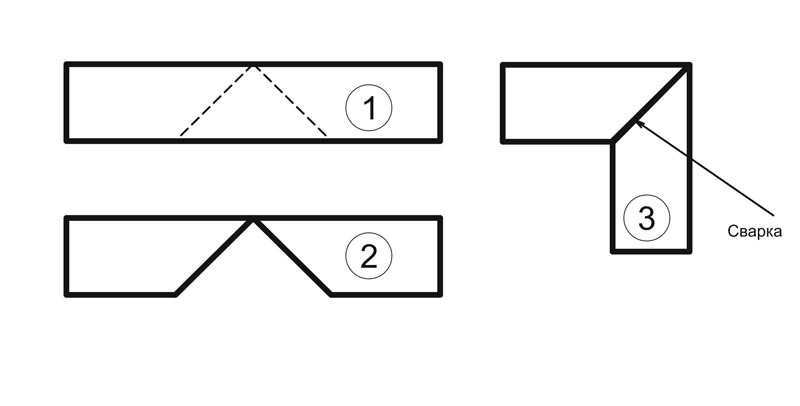
Схема техпроцесса изгиба под прямым углом с подрезкой: 1 – разметка; 2 – вырезание излишков металла; 3 – сгибание и сварка кромок
Такой способ позволит получить достаточно прочную деталь, в ней часть металла остается целой.
Если не выполнять подрезание, то излишкам металла деваться некуда. Получается непривлекательный вид изделия.

Прямой гиб профильной трубы без подрезки
В чем причина подобного явления? Чтобы понять, как происходит простое изгибание, следует рассмотреть схему.
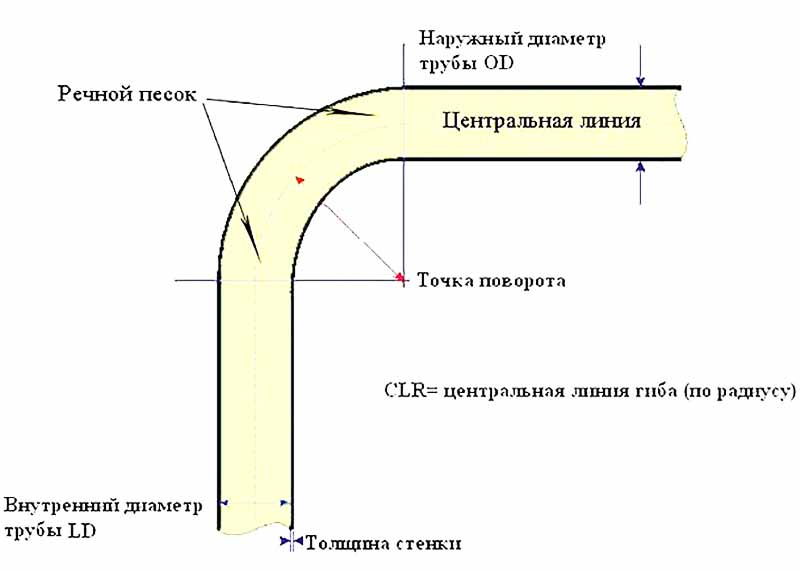
Схема формирования изгиба в трубах
Если имеется подходящая оправка, выполняется гиб:
- Один конец закрепляется неподвижно.
- Поверхность заготовки прислоняется к базовой поверхности, относительно которой будет производиться перемещение второго конца.
- Прилагается усилие, и выполняется формирование новой поверхности.
Внутри можно увидеть центральную линию, по которой и выполняется гибка трубы.
Не только в пустотелых изделиях происходят подобные явления. Даже в сплошных деталях смещение слоев относительно друг друга происходят аналогичные явления.
Устройство трубогибочного станка и инструкция по его сборке
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.
Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется , являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
Чертеж трубогиба
После того как подготовлен, можно приступать к сборке несущей рамы. Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность. В таких случаях элементы рамы лучше соединить между собой при помощи болтов. Использование болтовых соединений, кроме того, сделает ваш трубогибочный станок более мобильным, вы в любой момент сможете быстро разобрать его и перевезти в другое место.
Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними. Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов. Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.
Сваренная из толстого металла П-образная каретка с прижимным валом
Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение. В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам. Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы
Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе
Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
По типу
Ручные профилегибы
от 5 557 q
от 157 BYN
от 26 227 KZT
от 4 859 KGS
от 30 291 AMD
от $62
от 52 €
Профилегибы с приводом
от 60 200 q
от 1 709 BYN
от 284 128 KZT
от 52 647 KGS
от 328 148 AMD
от $677
от 571 €
Трубогибы бездорновые
от 3 900 q
от 110 BYN
от 18 407 KZT
от 3 410 KGS
от 21 258 AMD
от $43
от 37 €
Трубогибы дорновые
от 497 700 q
от 14 135 BYN
от 2 349 019 KZT
от 435 257 KGS
от 2 712 947 AMD
от $5 597
от 4 727 €
Комплекты роликов SAHINLER
от 16 516 q
от 469 BYN
от 77 951 KZT
от 14 443 KGS
от 90 028 AMD
от $185
от 156 €
Ручные трубогибы
от 27 180 q
от 771 BYN
от 128 282 KZT
от 23 769 KGS
от 148 157 AMD
от $305
от 258 €
Электромеханические трубогибы
от 296 280 q
от 8 414 BYN
от 1 398 367 KZT
от 259 107 KGS
от 1 615 013 AMD
от $3 331
от 2 814 €