Вальцы для профильной трубы: делаем ручной профилегиб своими руками
Содержание:
Делаем сами
Дома потребуются другие вальцы, не такие тяжёлые. Чертежи и фото некоторых модификаций представлены на сайте. Чтобы выполнить работу своими руками, потребуется небольшой, мобильный инструмент. Домашние вальцы бывают механическими и электрическими. Здесь приходится выбирать между экономией электроэнергии и объёмами затрачиваемых усилий.

Электрические приборы «кушают» электроэнергию, но профильная труба делается своими руками значительно быстрее, получается, как с завода. Механические аналоги не уступают в результатах, но работнику приходится применять усилие, чтобы изменить форму заготовки. В случае с электрическим прибором есть ещё один подводный камень. Мощность его бывает столь высокой, что алюминиевая проводка просто не выдерживает и выгорает. Об этом стоит помнить. Электрические вальцы выпускаются в разных модификациях, но популярны те, мотор которых мощностью от 500 до 1500 Вт.

Ручные аппараты не менее востребованные. Можно их сделать и своими руками. Для этого потребуется три валика, выполненные из прочной стали. Два из них располагаются на одной плоскости. К одному из валиков крепится ручка для вращения. Третий опускается сверху с помощью простого червячного механизма. Профильная труба меняет форму в результате продавливания её поверхности при вращении. Чертежи схемы приборов представлены здесь.
Самодельные приборы для вальцевания
Трубогиб в арсенале домашнего мастера не является устройством, которое часто бывает задействовано. Однако для тех умельцев, которые занимаются обустройством собственного участка самостоятельно, периодически вальцы необходимы.
Выполнение ремонтных, строительных работ с использованием гнутого профиля позволяет создавать легкие, прочные конструкции из современных материалов. На гнутый металлический профиль хорошо ложится, например, поликарбонат, который широко используется в обустройстве теплиц, беседок, козырьков, крыш.
Самодельный трубогиб – это компактное устройство с размерами: длина – 500 мм, ширина – 220 мм, высота 340 мм.
Рекомендуем ознакомиться: Трубы стальные бесшовные и технология изготовления холоднодеформированных изделий
Для изготовления понадобятся:
- устойчивое основание;
- крепкий корпус;
- валики металлические;
- цепь для передачи крутящего момента на валики;
- струбцина для регулировки давления;
- направляющая труба.
Чтобы изготовить самостоятельно качественный трубогиб, необходимо иметь навыки работы с металлом, уметь составить и прочитать чертеж. Приложив немного усилий, в домашних условиях можно собрать вальцы, которые по своим эксплуатационным качествам не будут отличаться от промышленных аналогов.
Трубопрокатный станок
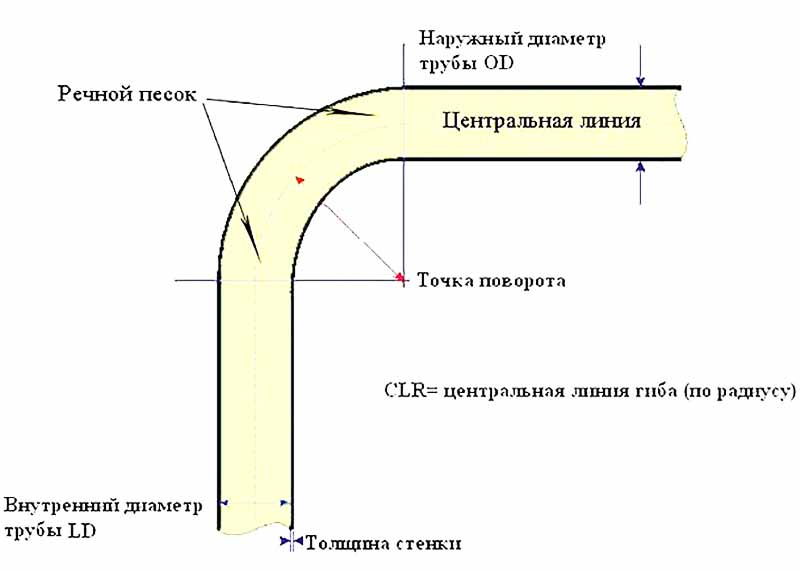
При прокатывании длинномерных труб на станке смещают центр движения. За счет подобного смещения между вальцами образуется кривая. Один ролик давит изнутри радиального контура, а два других – образуют внешний контур будущего изделия.
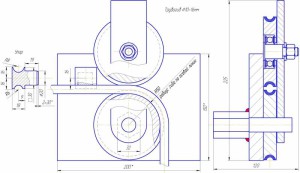
Чертёж трубогиба для протягивания профильных труб. Указаны все необходимые для изготовления размеры деталей:
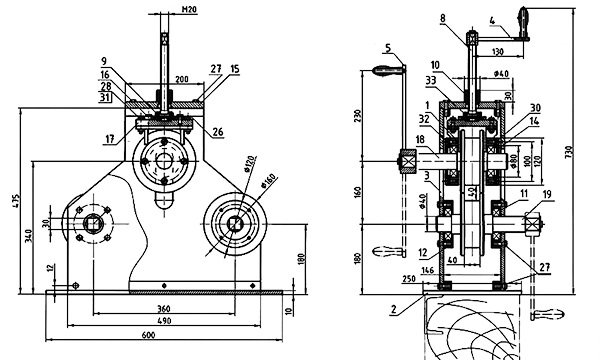
Конструктивно подобное устройство выполняется на прочной опоре, изготавливаемой из швеллера. Нижние ролики располагаются в подшипниках. Обычно расстояние между ними не меняется (существуют варианты станка, где изменив расположение нижних роликов, создают другой радиус проката).
Сверху располагается верхний валик. Его можно перемещать по высоте. Двигая опорную часть по резьбе вниз, можно развивать значительные усилия. Они будут действовать на трубу в процессе прокатывания.
Для самостоятельного изготовления можно пойти другим путем. Из листа толщиной 2…4 мм вырезают стенки устройства, где устанавливают валики.
Упрощенная конструкция трубогиба:
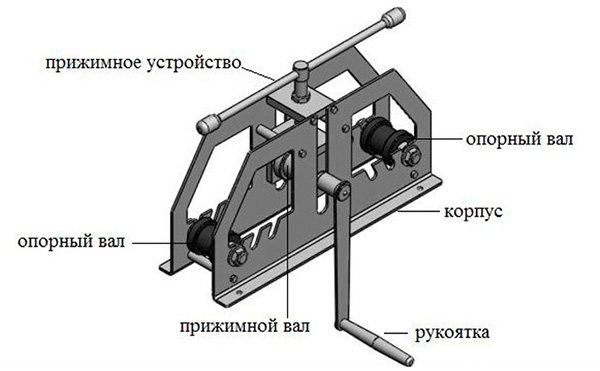
Самое сложное – это изготовить боковины, внутри которых располагаются:
- Опорные валы – 2 шт.
- Прижимной вал, размещенный на соответствующем устройстве.
- Рукоятка, позволяющая производить прокатывание профильной трубы.
Промышленные станки изготавливают с ручным или электрическим приводом. При изготовлении электрифицированного станка обязательно предусматривают возможность реверса. Тогда прокатывать можно, заставляя длинномер двигаться в обоих направлениях.
Виды вальцов и особенности работы
Самыми популярными являются вальцы с приводом ручного типа. Это универсальное устройство чаще всего имеет относительно небольшой вес и компактные размеры. У мастера не должно появиться вопросов с их размещением их в домашней мастерской.
Ручные вальцы
не имеют электропривода
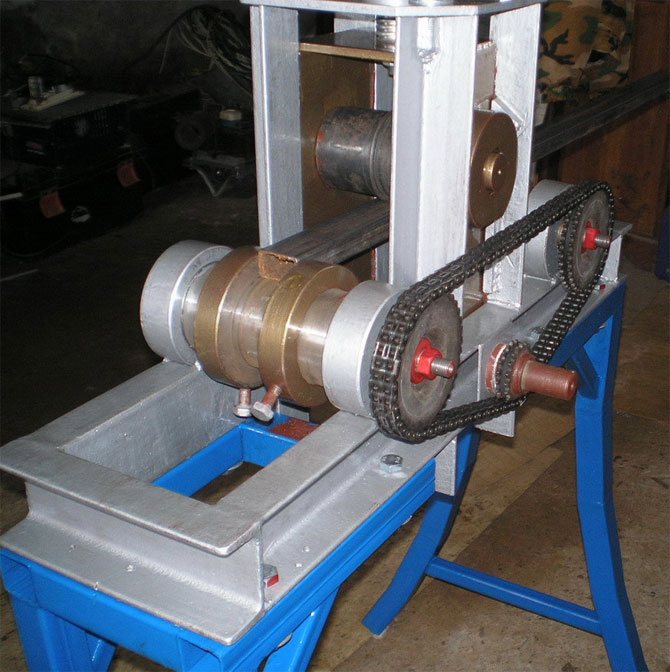
Вальцы соединены друг с другом цепной передачей, она и приводит их в движение. Помимо этого, на вальцах находятся небольшие струбцины. Чтобы вальцы могли производить нужную деформацию профиля, их дополнительно оснащают специальной передающей трубкой.
Чтобы сделать необходимую работу на этом станке, мастеру нужно приложить некоторое физическое усилие, потому на больших предприятиях они не применяются. Удобней всего работать на вальцах, оборудованных электроприводом. Металлическая труба, которую нужно согнуть, протягивается через рабочую зону с помощью мощного электрического двигателя. По внешнему виду станки отдаленно похожи на ручные модели, отличие только в том, что в специальном отсеке установлен электрический двигатель. Как правило, электрические вальцы применяются в промышленном производстве.
Гидроприводные вальцы
Следующий тип вальцов для гибки труб, который устанавливается на производственных предприятиях, оборудован специальным гидроприводом. Эти станки имеют довольно большие размеры и обладают достаточной мощностью, что дает возможность производить работу почти с любым видом металлов. Гидроприводные вальцы выполняют большой объем работы за довольно короткое время.
Последовательность изготовления вальцовочного станка с ручным приводом
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах. Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки. Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп. Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.
Установка верхнего валка вальцовочного станка
Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба. Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно. В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары. Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов.
Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.
Чертеж общего вида трехвалкового вальцовочного станка
Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
Общие рекомендации
Если не планируется делать изделия на продажу, самодельные вальцы – то, что нужно. Это очень дёшево, аппарат компактный, а при необходимости можно и привод прикрутить – будет прибор электрическим
При этом важно посчитать мощность, которая потребуется при вальцевании. https://www.youtube.com/watch?v=b4NSJo-FZNY Если труба непрофильная, то и её можно согнуть
Для этого вырезается желоб нужного размера. Если планируется использовать электроприбор, то при его изготовлении следует рассчитать ещё и редуктор. Благодаря оптимальным значениям передаточного числа усилия на вале двигателя минимизируются.
Все мы немного Кулибины
Человеку свойственно созидать. Стремление сделать, что-то самостоятельно не покидает даже самых ленивых людей. При конструировании вальцов стоит помнить о безопасности.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).
Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.
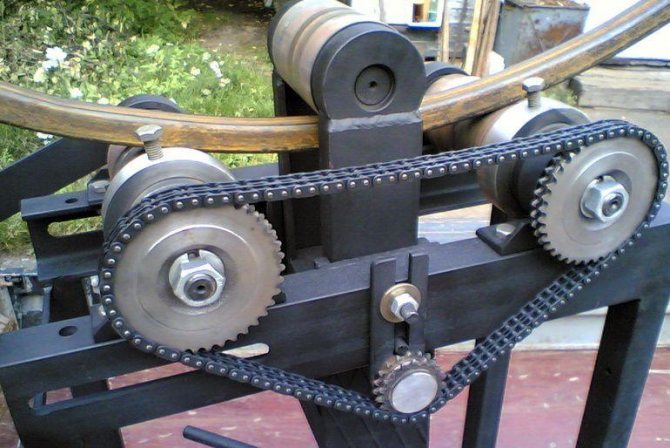
Конструкция трубогиба для профильной трубы с подвижным средним роликом
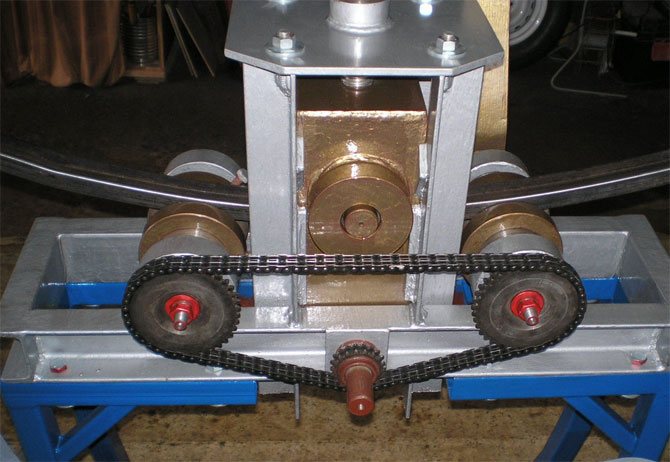
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.
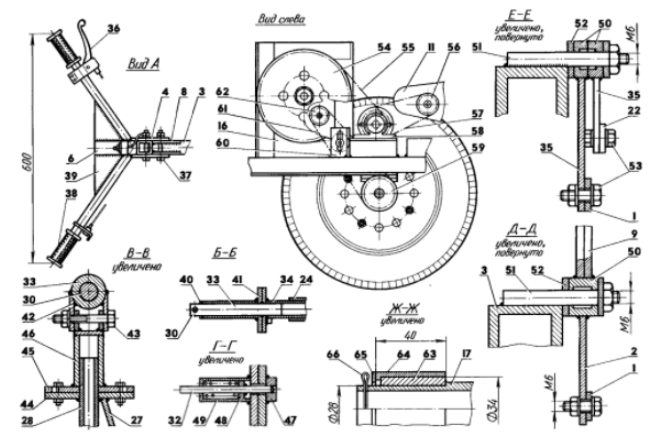
Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.
Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие есть на рынке
Хозяйственный рынок предоставляет широкий выбор трубогибочного оборудования, различающегося по разным параметрам. Станки могут иметь несколько роликов и даже направлений для одновременного загиба нескольких заготовок. Рабочая зона оборудована откидным или регулируемым валом.
Привод выводится на верхние и нижние валы или только на один уровень. Электрические и гидравлические устройства предусматривают возможность ручного вращения с указанием, какое усилие для этого потребуется.
Современные модели трубогибов классифицируются по таким критериям:
- силовой привод;
- габариты;
- вид обрабатываемого металла;
- толщина стенок профиля;
- диаметр (мм) роликов;
- максимальная длина заготовок.
Практически все станки имеют опцию реверса вращения прокатного механизма.
Трубопрокатный станок
При прокатывании длинномерных труб на станке смещают центр движения. За счет подобного смещения между вальцами образуется кривая. Один ролик давит изнутри радиального контура, а два других – образуют внешний контур будущего изделия.
Конструктивно подобное устройство выполняется на прочной опоре, изготавливаемой из швеллера. Нижние ролики располагаются в подшипниках. Обычно расстояние между ними не меняется (существуют варианты станка, где изменив расположение нижних роликов, создают другой радиус проката).
Сверху располагается верхний валик. Его можно перемещать по высоте. Двигая опорную часть по резьбе вниз, можно развивать значительные усилия. Они будут действовать на трубу в процессе прокатывания.
Чтобы совершать прокатку, нужно прилагать дополнительные протягивающие усилия в продольном направлении. Для этой цели устанавливается рукоятка. Вращая ее, можно заставить трубу двигаться в ту или другую сторону.
Для самостоятельного изготовления можно пойти другим путем. Из листа толщиной 2…4 мм вырезают стенки устройства, где устанавливают валики.
Самое сложное – это изготовить боковины, внутри которых располагаются:
- Опорные валы – 2 шт.
- Прижимной вал, размещенный на соответствующем устройстве.
- Рукоятка, позволяющая производить прокатывание профильной трубы.
Промышленные станки изготавливают с ручным или электрическим приводом. При изготовлении электрифицированного станка обязательно предусматривают возможность реверса. Тогда прокатывать можно, заставляя длинномер двигаться в обоих направлениях.
Изготовление трубогиба своими руками
Простейший трубогиб изготавливается сравнительно несложно. Нужно приобрести:
- подшипники № 206;
- корпуса подшипников;
- валы Ø 35 мм из закаленной стали HRC 40…45 (подходят под внутренний размер подшипников);
- велосипедные звездочки одинакового диаметра;
- педаль от велосипеда;
- ходовой винт с гайкой;
- швеллер № 8;
- швеллер № 6;
- болты М8 с гайками;
- полоса 40 мм, толщиной 4 мм.
Для изготовления нужно использовать:
- Электродрель.
- Напильник.
- УШМ с отрезными и зачистными дисками.
- Сварочный аппарат.
- Набор гаечных ключей.
Пошаговое изготовление станка
Подготовив набор комплектующих, приступают к изготовлению. Общий вид станка. Он устанавливается на брус 100·50 мм.
Все детали раскладываются на видном месте. Предварительно проверяется работоспособность подшипников и ходового винта.
Вырезаются заготовки из швеллеров. Из них сваривается вертикальная стойка, устанавливаемая перпендикулярно к опорному швеллеру.
Сверлится отверстие под ходовой винт. К нему приваривают гайку. Потом вкручивают винт. Сверху варят поперечину, она понадобится для перемещения винта по резьбе.
По опорному швеллеру перемещают подшипники. Они предварительно установлены в корпуса. Внутрь вставлены валы. К одному из торцов приваривают цепные звездочки.
К одному опорному валу приваривают велосипедную педаль. Вращая ее в ту или другую сторону, можно заставить перемещаться трубу в нужном направлении.
Изготовив прижимной механизм, производится проверка расположения всех элементов. Стараются установить их согласно чертежу, представленному ранее.
Установив детали по месту, их приваривают. Наступает черед проверить работоспособность устройства.
Ставят трубу и прокатывают ее в обе стороны. Нажима сверху еще нет, проверяется, насколько легко перемещается труба.
Поворачивая винт, прижимают нажимной валик вниз, продавливают трубу. Сместив прижимной валец, прокатывают трубу. После каждого прохода смещают валик вниз. Периодически вынимают деталь и сравнивают ее с шаблоном.
Изготовив станок, можно приступать к изготовлению теплиц и парников, в основе которых используют профильные трубы. Ниже показаны образцы и дана информация, как сделать подобные сооружения.